




EN 10219 S355J0Hegyhidegen alakított hegesztettszerkezeti üreges acélcsőEN 10219, minimális folyáshatárral355 MPa(csőfalvastagság ≤ 16 mm) és legalább ütési energiával27 J 0°C-on.
Elektromos hegesztéssel vagy fedett ívű hegesztéssel, utólagos hőkezelés nélkül gyártják őket, és széles körű építészeti és mérnöki szerkezeti alkalmazásokhoz alkalmasak, beleértve a kritikus szerkezeti elemeket, például az alapozáshoz használt cölöpöket.
A BS EN 10219 az Egyesült Királyság által elfogadott EN 10219 európai szabvány.
Hidegen formázott hegesztett elemeket is tartalmazkör, négyzet, téglalap és ellipszis alakúszerkezeti zártszelvények.
CFCHS = hidegen formázott kör alakú zártszelvény;
CFRHS = hidegen formázott négyzet vagy téglalap alakú zártszelvény;
Kiváló minőségű kör alakú zártszelvények szállítására specializálódtunk (CHS) acélcső, hogy megfeleljen a különféle mérnöki igényeinek.
Falvastagság ≤40 mm;
Kör alakú: Külső átmérő 2500 mm-ig;
A szerkezeti zártszelvényeket a következőképpen kell gyártani:elektromos hegesztés vagy fedett ívű hegesztés (SAW).
Az EN 10219 szabvány szerinti zártszelvényeket hidegen alakítva, utólagos hőkezelés nélkül kell szállítani, de a hegesztések hegesztett vagy hőkezelt állapotban is lehetnek.
Ha fedett ívű hegesztési technológiát alkalmaznak, akkor az a következő kategóriákba sorolhatóLSAW(FŰRÉSZ) (Hosszanti fedett ívű hegesztés) ésSSAW(HSAW)(Spirális fedett ívű hegesztés) a hegesztési varrat irányától függően.
LSAWjelentős előnyökkel rendelkezik a gyártás soránnagy átmérőjűésvastag falú acélcsövekés különösen alkalmas olyan alkalmazási helyzetekben, ahol szigorúan szükséges a nagy szilárdság, a minőség és a pontos méretek.
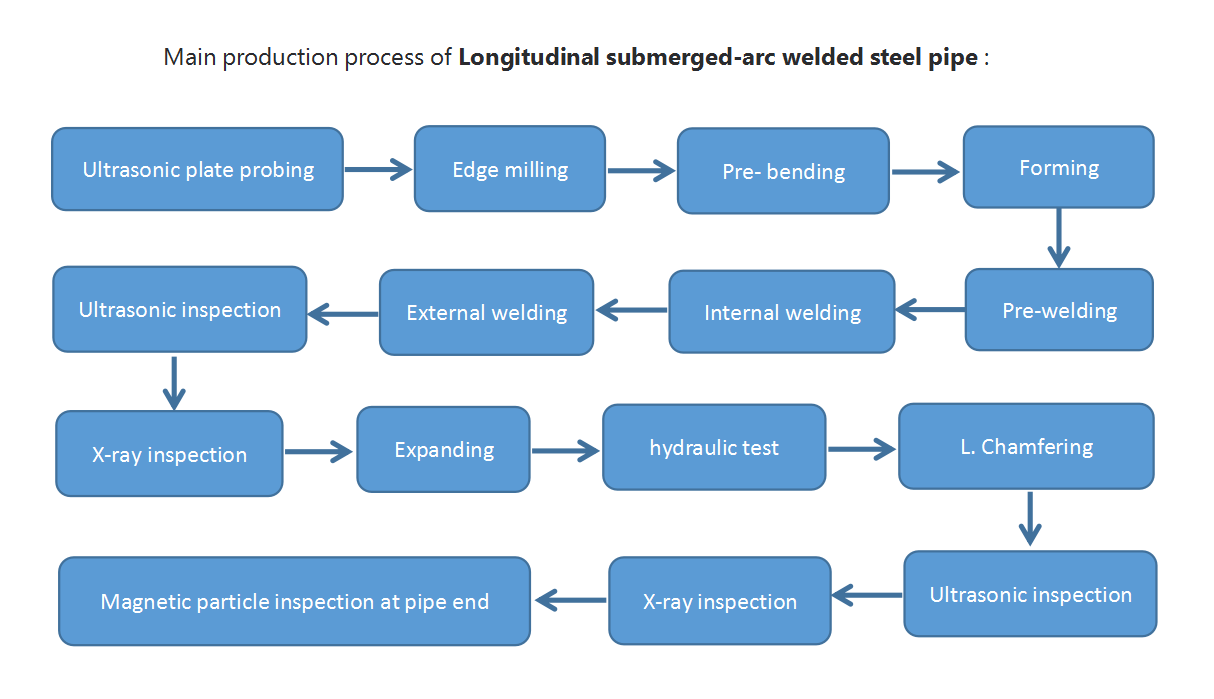
JCOEegy nagyon fontos és reprezentatív eljárás az LSAW acélcsövek gyártásában. Az eljárás neve a csőgyártási folyamat négy fő lépéséből származik: J-alakítás, C-alakítás, O-alakítás és expanzió.
Kínából származó, kiváló minőségű hegesztett szénacél csövek gyártója és beszállítója, valamint varrat nélküli acélcsövek nagykereskedője vagyunk, széles választékban kínálva acélcső megoldásokat!
Szereplők elemzése
Acélcső alapanyagok kémiai elemzése
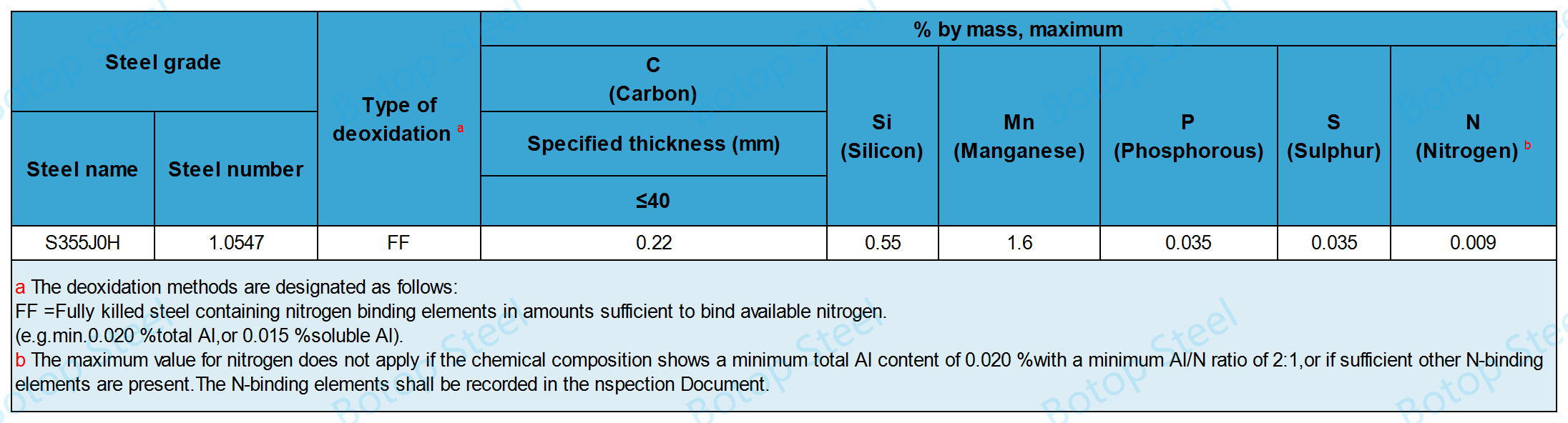
S355J0H Maximális szénegyenérték (CEV): 0,45%.
CEV = C + Mn/6 +(Cr + Mo + V)/5 + (Ni + Cu)/15.
Termékelemzés
Kész üreges profilok kémiai összetételének elemzése
A termékelemzésnek az öntvényelemzésre meghatározott határértékektől való eltéréseit az alábbi követelményeknek megfelelően kell elvégezni.

Az 580 °C-nál magasabb hőmérsékleten vagy egy óránál hosszabb ideig tartó feszültségmentesítő lágyítás a mechanikai tulajdonságok romlásához vezethet.
A szakítóvizsgálatot az EN 10002-1 szabvány szerint kell elvégezni.
Az ütésvizsgálatot az EN 10045-1 szabvány szerint kell elvégezni.

a Az ütésállósági tulajdonságokat csak akkor ellenőrzik, ha az 1.3. opció van megadva.
c D/T < 15 (kör) és (B+H)/2T < 12,5 (négyzet és téglalap) keresztmetszet esetén a minimális nyúlás 2-vel csökken.
d 3 mm-nél kisebb vastagság esetén lásd a 9.2.2. szakaszt.
e A csökkentett keresztmetszetű próbatestek ütésállósági tulajdonságait lásd a 6.7.2. szakaszban.
MegjegyzésekÜtővizsgálat nem szükséges, ha a megadott vastagság <6 mm.
A fedett ívű hegesztéssel hegesztett zártszelvények hegesztési varratait az EN 10246-9 szabvány szerint kell vizsgálni U4 elfogadási osztályban, vagy radiográfiailag az EN 10246-10 szabvány szerint R2 képminőségi osztályban.

NDT(RT) tesztelés

NDT (UT) tesztelés

Hidrosztatikai vizsgálat
Különféle roncsolásmentes vizsgálati technikákat és hidrosztatikus nyomáspróbákat alkalmazunk minden egyes cső szilárdságának és tartósságának biztosítása érdekében. Ügyfeleinknek olyan acélcsőtermékeket kínálunk, amelyek megfelelnek a legmagasabb biztonsági és minőségbiztosítási szabványoknak.
Az EN 10219 szabvány szerint gyártott zártszelvényű csövek hegeszthetők.
Hegesztéskor a hegesztési zónában keletkező hidegrepedés jelenti a fő kockázatot, mivel a termék vastagsága, szilárdsági szintje és CEV-értéke növekszik. A hidegrepedés több tényező kombinációja okozza:
magas diffundálható hidrogéntartalom a hegesztési varratban;
törékeny szerkezet a hőhatásövezetben;
jelentős húzófeszültség-koncentrációk a hegesztett kötésben.
Az EN 10219 acélcsövek alkalmasak tűzihorganyzásra. A kiválasztás a tényleges igényeknek megfelelően történhet.
A gyártási módszernek megfelelő sima felülettel kell rendelkeznie; a gyártási folyamatból eredő kiemelkedések, üregek vagy sekély hosszanti barázdák megengedettek, feltéve, hogy maradék vastagságuk a tűréshatáron belül marad.
A felületi hibák csiszolással eltávolíthatók, feltéve, hogy a javított zártszelvény vastagsága nem kisebb, mint az EN 10219-2 szabványban meghatározott minimálisan megengedett vastagság.
Alak-, egyenesség- és tömegtűrések

Tűrések Hossz

Hegesztési magasság
A hegesztési magasságra vonatkozó követelmény csak a SAW csövekre vonatkozik.
| Vastagság, mm | Maximális hegesztési varratmagasság, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
Az EN 10219 S355J0H acélcső egy erős és korrózióálló anyag, amely kiválóan alkalmas számos épület- és mérnöki szerkezethez, beleértve a csőcölöpözési alkalmazásokat is.



1. CsőhalomAz S355J0H acélcső szilárdsága és korrózióállósága miatt különösen alkalmas alapozó cölöpöknek, és széles körben használják rakpartok, hidak, épületalapok és egyéb mély alapozást igénylő projektek építésében.
2. Épületszerkezetek: Általában olyan alkotóelemekhez használják, mint a vázszerkezetek, tartóoszlopok és épületek gerendái.
3. Csővezetékes szállításNagy távolságú olaj- és gázszállításhoz csővezetékként is kiválóan alkalmas. Az élettartam meghosszabbítása érdekében azonban általában bevonattal látják el, pl. 3LPE, FBE, horganyzott stb.
4. Építőipari gépek: Különböző építőipari gépek konzoljainak és alkatrészeinek gyártására használható.
5. Közintézményekpéldául sportstadionok lelátói és egyéb nagyméretű közintézmények tartószerkezetei.
EN 10210 S355J0H: Zártszelvény hegesztett szerkezetek hőformázásához. Bár főként hőformázásra használják, kémiai összetétele és mechanikai tulajdonságai hasonlóak az S355J0H-hoz, és jó egyenértékű anyagként használható.
ASTM A500 C osztályHegesztett vagy varratmentes, hidegen formázott, kerek, négyzet és téglalap alakú csövek gyártásához használják szerkezeti alkalmazásokhoz. Az ASTM A500 C osztály hasonló folyáshatár- és szakítószilárdságot biztosít építészeti és gépészeti szerkezetekhez.
CSA G40.21 350WEz egy Kanadai Szabványügyi Szövetség által kiadott specifikáció, amely a szerkezeti acélminőségek széles skáláját lefedi. A 350W minőségű acél folyáshatára és szakítószilárdsága hasonló az S355J0H-éhoz.
JIS G3466 STKR490Ez egy négyzet és téglalap alakú csőanyag szerkezeti használatra, a japán ipari szabvány (JIS) szerint. Alkalmas épületszerkezetekhez és gépészeti célokra.
Megalakulása óta, 2014-ben,Botop SteelÉszak-Kína vezető szénacél csőszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert.
A vállalat különféle szénacél csöveket és kapcsolódó termékeket kínál, beleértve a varrat nélküli, ERW, LSAW és SSAW acélcsöveket, valamint a csőszerelvények és karimák teljes skáláját. Speciális termékei közé tartoznak a kiváló minőségű ötvözetek és az ausztenites rozsdamentes acélok is, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.
ASTM A252 GR.3 Szerkezeti LSAW (JCOE) szénacél cső
BS EN10210 S275J0H LSAW (JCOE) acélcső
ASTM A671/A671M LSAW acélcső
ASTM A672 B60/B70/C60/C65/C70 LSAW szénacél cső
API 5L X65 PSL1/PSL 2 LSAW szénacél cső / API 5L X70 minőségű LSAW acélcső
EN10219 S355J0H szerkezeti LSAW (JCOE) acélcső








