
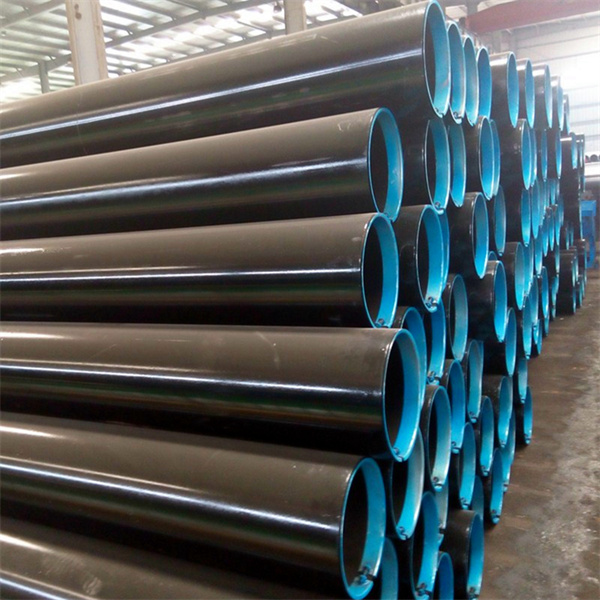


Botop Steel SupplyERW acélcső-tólGR.B, X42, X46, GR.1, GR.2, S355J0H, S275JRH, SGP stb.
| Stílus | Standard | Fokozat | Használat |
| ERW acélcső | API 5L PSL1 és PSL2 | B GR., X42, X46, X52, X60, X65, X70 stb. | Olaj és gáz szállítása |
| ASTM A53 | A. , B. GR. | ||
| ASTM A252 | 1., 2. és 3. csoport | Szerkezethez (cölöpözés) | |
| BS EN10210 szabvány | S275JRH, S275J0H, S355J0H, S355J2H stb. | ||
| BS EN10219 szabvány | S275JRH, S275J0H, S355J0H, S355J2H stb. | ||
| JIS G3452 | SGP stb. | Szállítás Alacsony nyomású folyadék | |
| JIS G3454 | STPG370, STPG410 stb. | Szállítás Nagynyomású folyadék | |
| JIS G3456 | STPG370, STPG410, STPG480 stb. | Magas hőmérsékletű acélcsövek |
Csővég-élezés

Fekete festés jelöléssel

Csomagolás és hevederezés
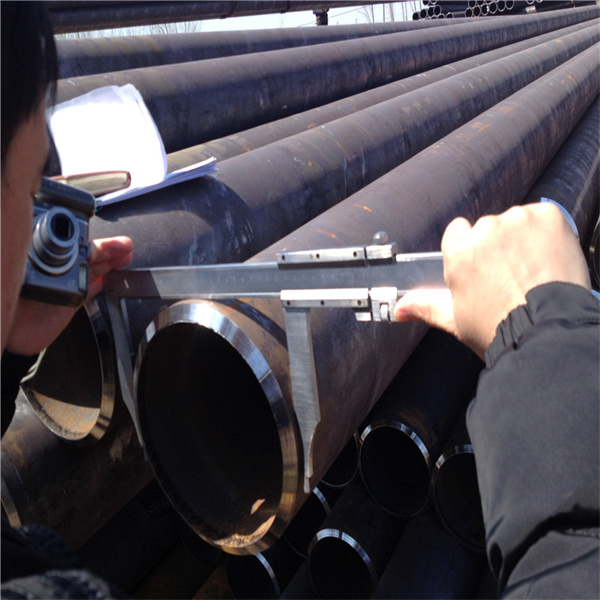
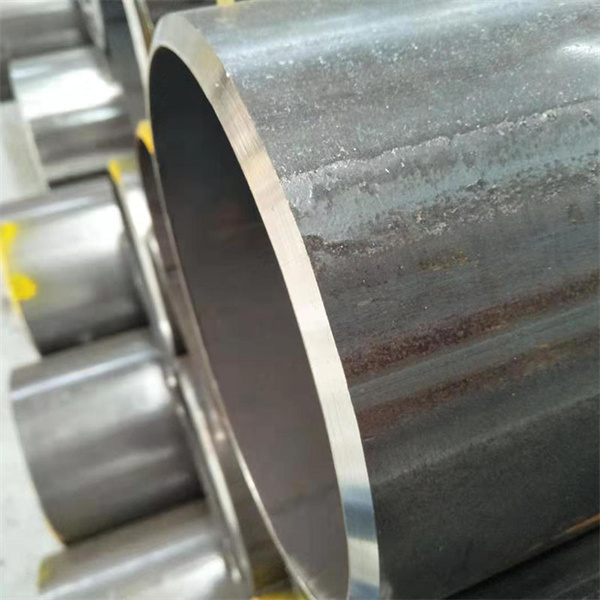
Külső átmérő ellenőrzése

Falvastagság-ellenőrzés

Végellenőrzés

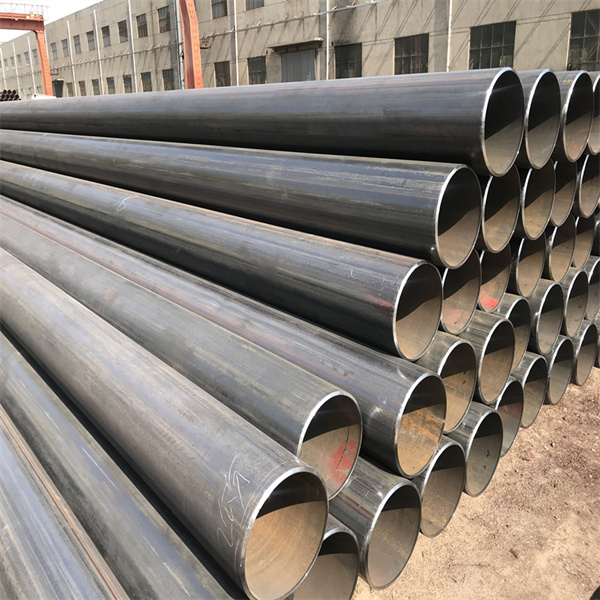
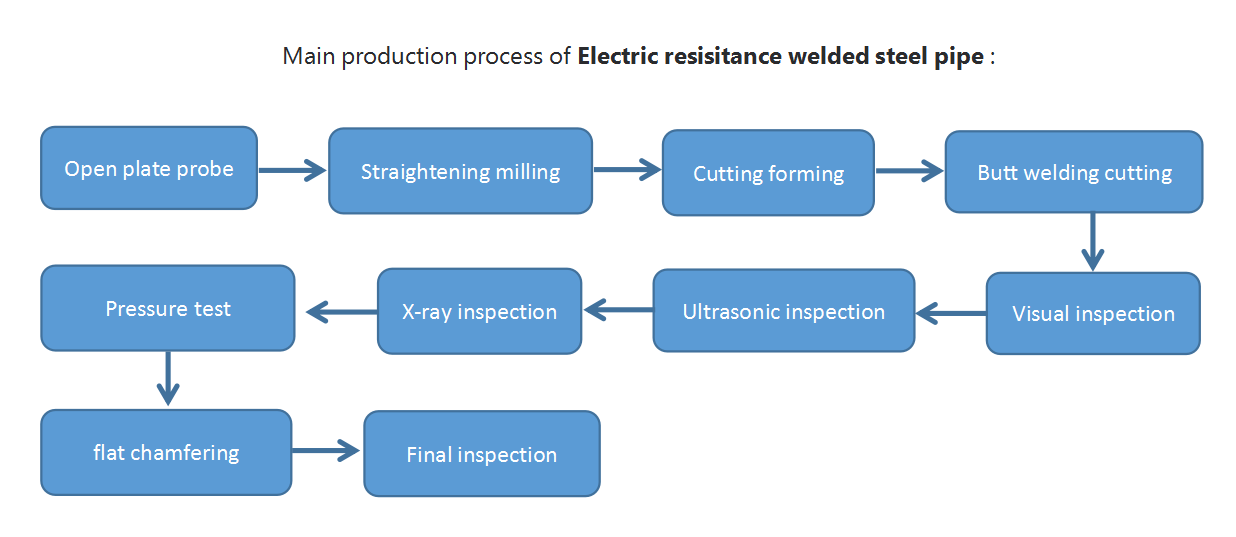
Elektromos ellenállás-hegesztés (A gyártási módszer elektromos ellenállás-hegesztés vagy tompahegesztés. A befejező módszer lehet melegen vagy hidegen simított. A hidegen simított csöveket a gyártás után lágyítani kell.)
Az OD és a WT toleranciája
| Osztály | OD tolerancia | Tolerancia a WT-vel szemben | |
| ERW acélcső | 10,5 mm≤D≤48,6 mm | ±0,5 mm | -12,5% + Nincs megadva |
| Átmérő: 60,5 mm | ±0,5 mm | ||
| Átmérő: 76,3 mm | ±0,7 mm | ||
| 89,1 mm≤D≤139,8 mm | ±0,8 mm | ||
| Átm.: 165,2 mm | ±0,8 mm | ||
| Átm.: 190,7 mm | ±0,9 mm | ||
| Átm.: 216,3 mm | ±1,0 mm | ||
| Átm.: 241,8 mm | ±1,2 mm | ||
| Átm.: 267,4 mm | ±1,3 mm | ||
| Átm.: 318,5 mm | ±1,5 mm | ||
| 355,6 mm≤D≤508,0 mm | - | ||


| Astm A252 ERW cső | Kerek ERW cső |
| Astm A53 B ERW cső | ERW hegesztett acélcső |
| ERW acélcső cölöp | ERW fekete acélcső |
| Enyhe acél ERW cső | ERW szénacél cső |
ASTM A53 Gr.A és Gr.B szén ERW acélcső magas hőmérséklethez
EN10210 S355J2H SZERKEZETI ERW ACÉLCSŐ
JIS G3454 szénacél ERW acélcső nyomásszolgáltatás
JIS G3452 szénacél ERW acélcsövek közönséges csövekhez
EN10219 S275J0H S275J2H / S275JRH SZERKEZETI ERW acél cölöpök





