



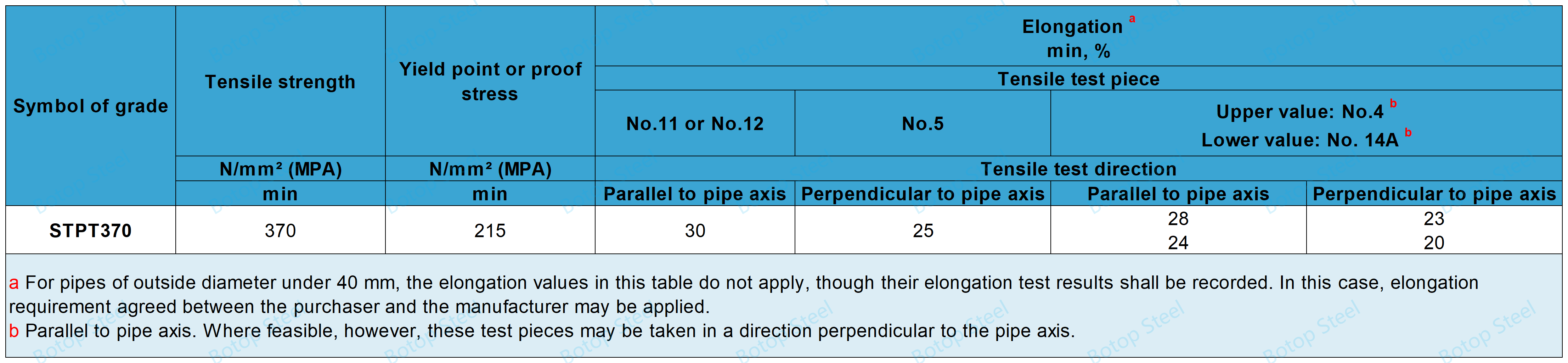
STPT 370a japán JIS G 3456 szabvány szerinti szénacél csövek minősége, amelyet 350°C feletti hőmérsékletű környezetben lévő nyomáscsövekhez használnak. Lehet varrat nélküli vagy elektromos ellenállás-hegesztéssel (ERW) hegesztett cső. Az STPT 370 anyag mechanikai tulajdonságai a következők: legalább 370 MPa szakítószilárdság és legalább 215 MPa folyáshatár.
Ha JIS G 3456 szabványnak megfelelő acélcsövek gyártóját és szállítóját keresi, akkor mi vagyunk az Önnek megfelelő partner. Lépjen kapcsolatba velünk még ma, és örömmel segítünk Önnek!
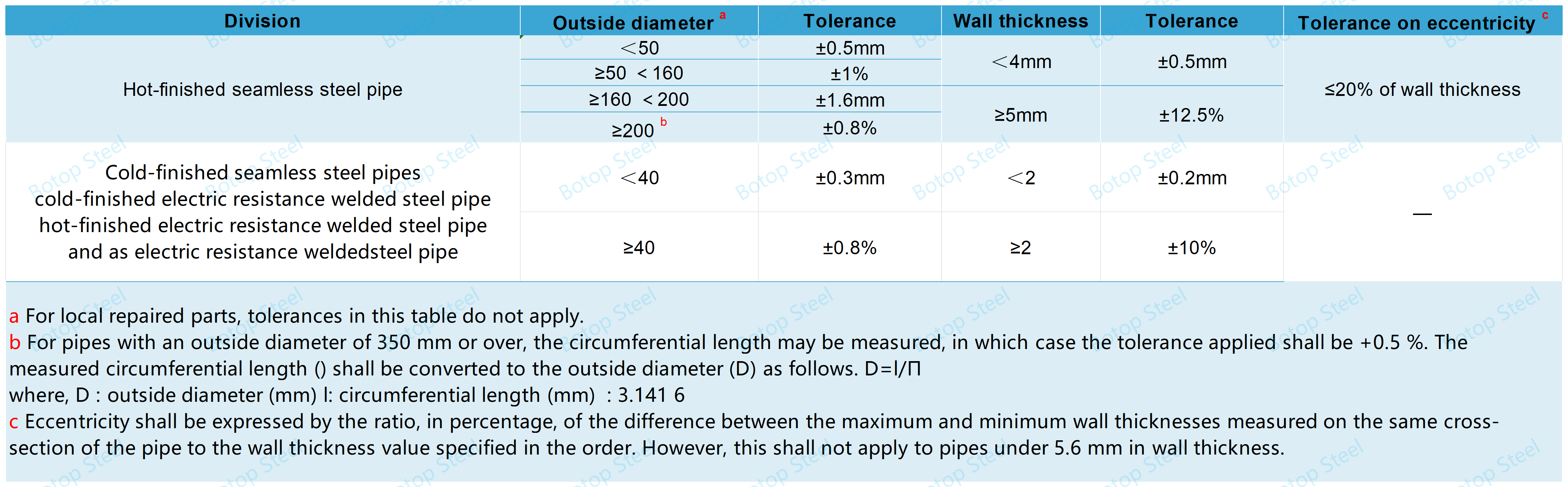
10,5 mm - 660,4 mm (6A - 650A) (1/8B - 26B) külső átmérőkhöz alkalmas.
A japán szabványban az A és a B a névleges átmérő kifejezésének két módja. Konkrétan az A a DN-t, míg a B az NPS-t jelöli.
A JIS G 3456 STPT 370 gyártható a következővel:zökkenőmentesgyártási folyamat vagy aelektromos ellenállás-hegesztés(ERW) folyamat.
A gyártási folyamat a különböző felhasználási környezetekhez való alkalmazkodás érdekében különböző kidolgozási módszereket is alkalmaz.
| Az osztályzat szimbóluma | A gyártási folyamat szimbóluma | |
| Csőgyártási folyamat | Befejezési módszer | |
| JIS G 3456 STPT370 | Zökkenőmentes: S | Melegen simított: H Hidegen simított: C |
| Elektromos ellenállás-hegesztéssel: E Hegesztett tompa: B | Melegen simított: H Hidegen simított: C Elektromos ellenállás-hegesztéssel: G | |
Az STPT 370-et hőkezelni kell.
1. Melegen simított varrat nélküli acélcső: Gyártás után Alacsony hőmérsékletű lágyítás vagy normalizálás alkalmazható szükség szerint;
2. Hidegen készre húzott varrat nélküli acélcső: Alacsony hőmérsékletű lágyítás vagy normalizálás;
3. Melegen simított, elektromos ellenállás-hegesztéssel készült acélcső: Gyártott állapotban Alacsony hőmérsékletű lágyítás vagy normalizálás alkalmazható szükség szerint;
4. Hidegen edzett elektromos ellenálláshegesztéssel és AS elektromos ellenálláshegesztéssel készült acélcső: Alacsony hőmérsékletű lágyítás vagy normalizálás.
| Az osztályzat szimbóluma | C | Si | Mn | P | S |
| JIS G 3456 STPT370 | 0,25% maximum | 0,10 - 0,35% | 0,30–0,90% | 0,035% maximum | 0,035% maximum |
Szükség esetén további elemek adhatók hozzá.
Szakítószilárdság, folyáshatár vagy folyáshatár és nyúlás
Lapítási tulajdonság
60,5 mm-nél nagyobb külső átmérőjű csövekhez alkalmas.
A mintát a két platform közé helyezik és elsimítják. Amikor a két lemez közötti távolság eléri aH, az acélcső mintadarab felületén nincsenek repedések.
H = 1,08t/(0,08+t/D)
н: a lemezek közötti távolság (mm);
t: a cső falvastagsága (mm);
D: a cső külső átmérője (mm);
Hajlíthatóság
60,5 mm vagy annál kisebb külső átmérőjű acélcsövekhez alkalmas.
Amikor a mintát a tüske körül a cső külső átmérőjének hatszorosával megegyező belső sugárral hajlítják, a mintát megvizsgálják, és nem találnak repedéseket.
| Névleges falvastagság | Ütemterv száma: Isk. | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimális hidraulikus próbanyomás, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Ha az acélcső külső átmérője és falvastagsága nem szabványos méretű, a következő módszerek használhatók a megfelelő specifikációs osztály meghatározásához:
Először válassza ki a nem szabványos mérethez legközelebb álló szabványos ütemezési osztályt; másodszor, a P-érték kiszámításával határozza meg a specifikációs osztályt.
Mindkét módszernél a kisebb értéket kell kiválasztani végső specifikációs osztályként.
P = 2./D
P: próbanyomás (MPa);
t: a cső falvastagsága (mm);
D: a cső külső átmérője (mm);
s: a folyáshatár vagy a folyáshatár minimálisan meghatározott értékének 60%-a;
A gyakori roncsolásmentes vizsgálati módszerek közé tartozik az ultrahangos vizsgálat (UT) és az örvényáramú vizsgálat (ET).
Ultrahangos vizsgálat során a JIS G 0582 szabványt kell figyelembe venni, és ha az ellenőrzés eredménye megegyezik vagy meghaladja az UD osztályra vonatkozó referenciaszabványt, akkor azt hibának tekintik.
Örvényáramú vizsgálat végrehajtásakor a JIS G 0583 szabványt kell figyelembe venni. Ha az ellenőrzés eredménye megegyezik vagy meghaladja az EY osztályra vonatkozó referenciaszabványt, akkor azt minősítetlennek tekintik.
A 10,5 mm és 660,4 mm közötti szabványos méreteket és falvastagságokat a JIS G 3456 szabvány sorolja fel, amely aacélcső súlytáblázat és a hozzá tartozó ütemterv száma.
10. melléklet,20. jegyzék,30. ütemterv,40. ütemterv,60. ütemterv,80. ütemterv,100. ütemterv,120. ütemterv,140. ütemterv,160. ütemterv.
Megalakulása óta, 2014-ben,Botop SteelÉszak-Kína vezető szénacél csőszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert.
A vállalat különféle szénacél csöveket és kapcsolódó termékeket kínál, beleértve a varrat nélküli, ERW, LSAW és SSAW acélcsöveket, valamint a csőszerelvények és karimák teljes skáláját. Speciális termékei közé tartoznak a kiváló minőségű ötvözetek és az ausztenites rozsdamentes acélok is, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.
Kérjük, forduljon hozzánk bizalommal, és örömmel válaszolunk kérdéseire.










