
BS EN 10210 acélcsövekMelegen edzett, ötvözetlen és finomszemcsés acélból készült üreges profilok, széles körű építészeti és gépészeti szerkezeti alkalmazásokhoz. Kör, négyzet, téglalap és ovális profilokat tartalmaz.
Az EN 10210 és a BS EN 10210 azonos szabványok, de különböző szervezetektől származnak.

Navigációs gombok
BS EN 10210 osztályozás
BS EN 10210 mérettartomány
Nyersanyagok
BS EN 10210 acél neve
A BS EN 10210 szabvány szerinti szállítási feltételek
A BS EN 10210 kémiai összetétele
A BS EN 10210 mechanikai tulajdonságai
Ütésvizsgálatok
Hegeszthetőség
Mérettűrés
Felületi megjelenés
Galvanizált
Felületi hibák javítása
BS EN 10210 jelölés
Alkalmazások
Kapcsolódó termékeink
BS EN 10210 osztályozás
Acél típusa szerint
Ötvözetlen és ötvözött speciális acélok
Ötvözetlen acélok:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
Ötvözött speciális acélokS420NH, S420NLH, S460NH, S460NLH.
Egy egyszerű azonosítási módszer a következő: az acél nevében, ha az index folyáshatára '4'-gyel kezdődik, ötvözött acél esetében
Gyártási folyamat szerint
A szerkezeti zártszelvényeket a következők gyártják:varrat nélküli vagy hegesztett folyamatok.
A varratmentes felületkezelés magában foglalja: melegen simított és hidegen simított
A gyakori hegesztési módok közé tartozik az elektromos ellenállás-hegesztés (ERW) és a fedett ívű hegesztés (SAW): LSAW, SSAW.
Az elektromos hegesztéssel készült zártszelvények általában nem igényelnek belső hegesztési élvágást.
Keresztmetszeti alak szerint
CHSkör alakú zártszelvények;
Jobbkezes: négyzet vagy téglalap alakú zártszelvények;
környezetvédelmiellipszis alakú zártszelvények;
Ez a cikk a vonatkozó tartalom kör keresztmetszete (CHS) szerint van rendszerezve.
BS EN 10210 mérettartomány
Falvastagság: ≤120 mm
Külső átmérő:
Kör alakú (CHS): Külső átmérő ≤2500 mm;
Négyzet (JOH): Külső átmérő ≤ 800 mm × 800 mm;
Téglalap alakú (RHS): Külső átmérő ≤750 mm × 500 mm;
Ovális (EHS): Külső átmérő ≤ 500 mm × 250 mm.
Nyersanyagok
Ötvözetlen és finomszemcsés acél.
Az ötvözetlen acél négy minősége van megadva: JR, JO, J2 és K2.
Finomszemcsés acélok: négy minőség van megadva, N és NL.
A finomszemcsés acélok finomszemcsés szerkezetű acélok, amelyek ferritszemcsemérete ≥ 6.
BS EN 10210 acél neve
Ötvözetlen acél zártszelvények esetében az acél megnevezése a következő:
Példa: BS EN 10210-S275J0H
négy részből áll:S, 275, J0 és H.
1.S: azt jelzi, hogy a szerkezeti acél.
2.Numerikus érték (275)vastagság ≤ 16 mm a minimálisan meghatározott folyáshatárhoz, MPa-ban.
3.JR: azt jelzi, hogy szobahőmérsékleten specifikus ütésállósági tulajdonságokkal rendelkezik;
J0: azt jelzi, hogy 0 ℃-on specifikus ütési tulajdonságokkal rendelkezik;
J2 vagy K2: -20 ℃-ban feltüntetve, specifikus ütésállósági tulajdonságokkal;
4.H: zártszelvényeket jelöl.
Finomszemcsés acél szerkezeti zártszelvények esetében az acél megnevezése a következő:
Példa: EN 10210-S355NLH
Öt részből áll:S, 355, N, L és H.
1. S: szerkezeti acélt jelöl.
2. Numerikus érték (355)vastagság ≤ 16 mm, minimális előírt folyáshatár, MPa egység.
3. N: szabványosított vagy szabványosított hengerlés.
4. L: fajlagos ütésállósági tulajdonságok -50 °C-on.
5.H: zártszelvényt jelöl.
A BS EN 10210 szabvány szerinti szállítási feltételek
JR, J0, J2 és K2 - melegen simított.
N és NL - normalizált. A normalizált érték magában foglalja a normalizált hengerelt értéket is.
JR, J0, J2 és K2 - melegen megmunkálva
N és NL - Normalizálás. A normalizálás magában foglalja a normalizált gördülést is.
10 mm-nél vastagabb varrat nélküli zártszelvények esetén, vagy ha a T/D nagyobb, mint 0,1, ausztenitesítés után gyorsított hűtést kell alkalmazni a kívánt szerkezet eléréséhez, vagy folyékony edzést és megeresztést a megadott mechanikai tulajdonságok eléréséhez.
10 mm-nél vastagabb, varrat nélküli üreges idomacélok, vagy 0,1-nél nagyobb T/D arány esetén az ausztenitesítés utáni gyorsított hűtésre lehet szükség a kívánt szerkezet eléréséhez, vagy folyékony edzésre és megeresztésre a megadott mechanikai tulajdonságok eléréséhez.
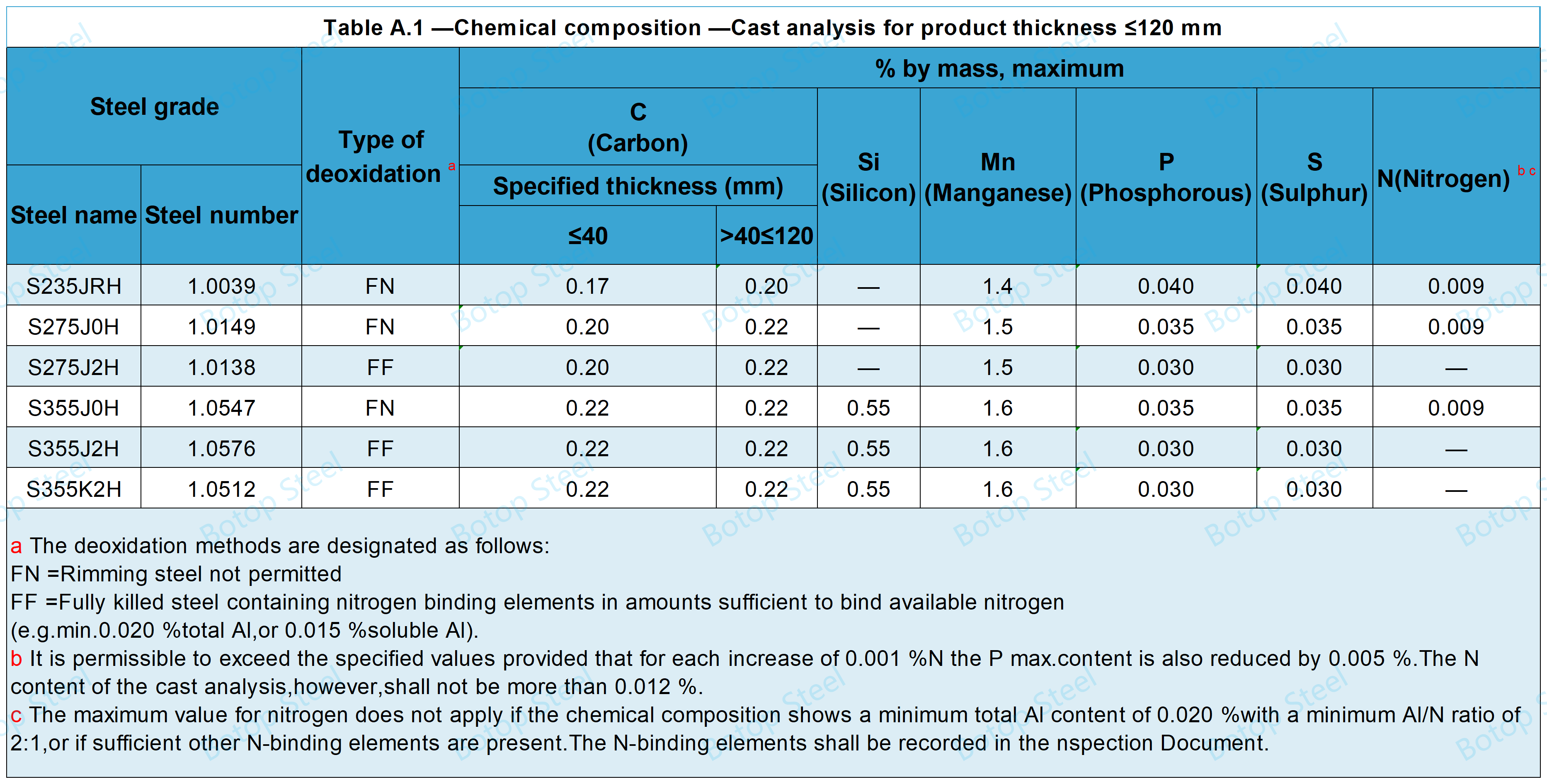
A BS EN 10210 kémiai összetétele
Ötvözetlen acélok - Kémiai összetétel
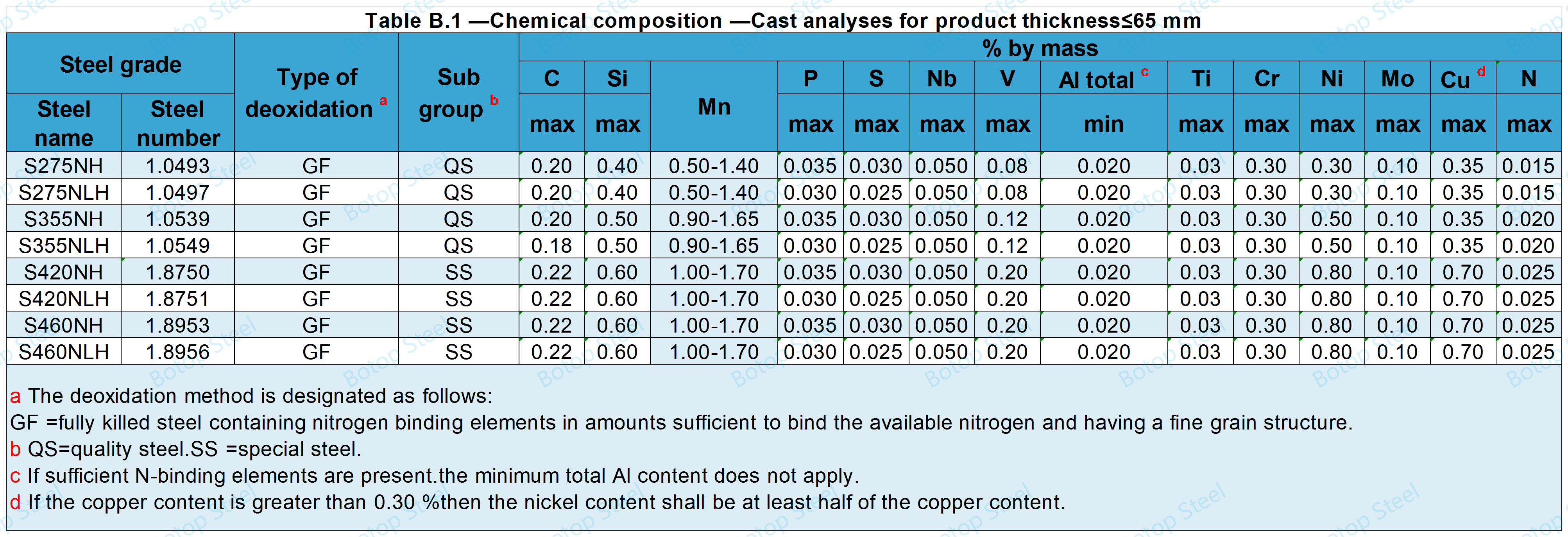
Finomszemcsés acélok - Kémiai összetétel
A CEV meghatározásakor a következő képletet kell használni:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
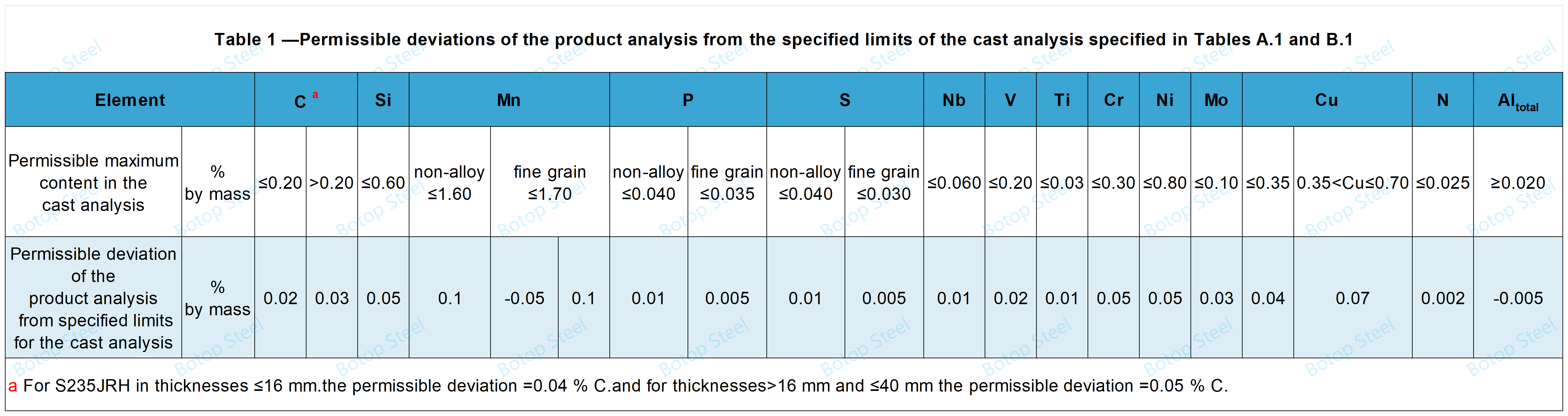
Eltérés a kémiai összetételben
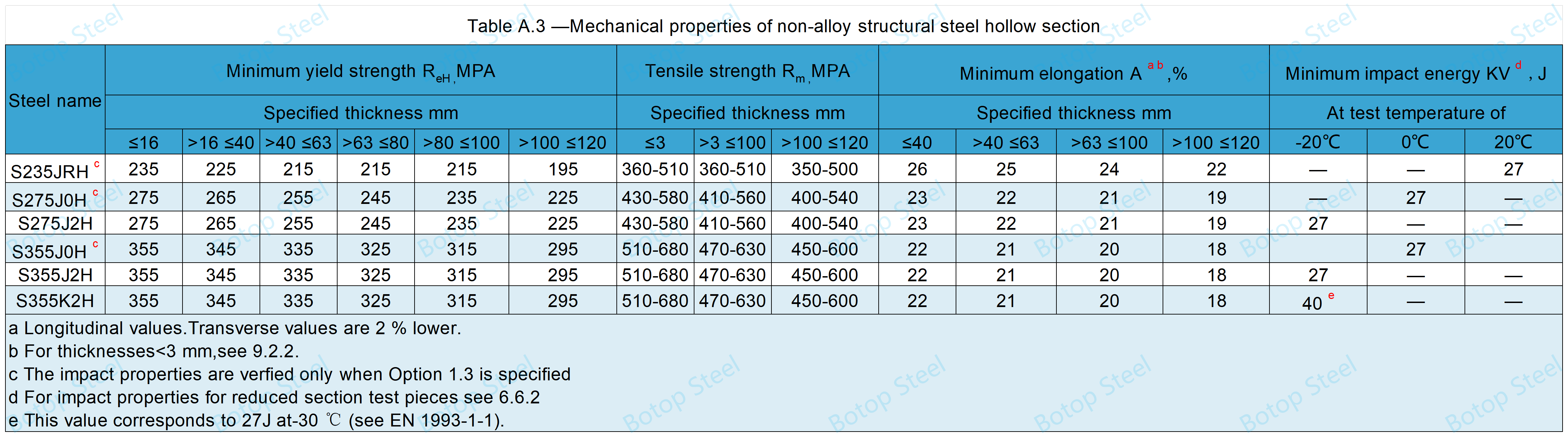
A BS EN 10210 mechanikai tulajdonságai
Az 580 °C-nál magasabb hőmérsékleten vagy egy óránál hosszabb ideig tartó feszültségmentesítő lágyítás a mechanikai tulajdonságok romlásához vezethet.
Ötvözetlen acélok - Mechanikai tulajdonságok
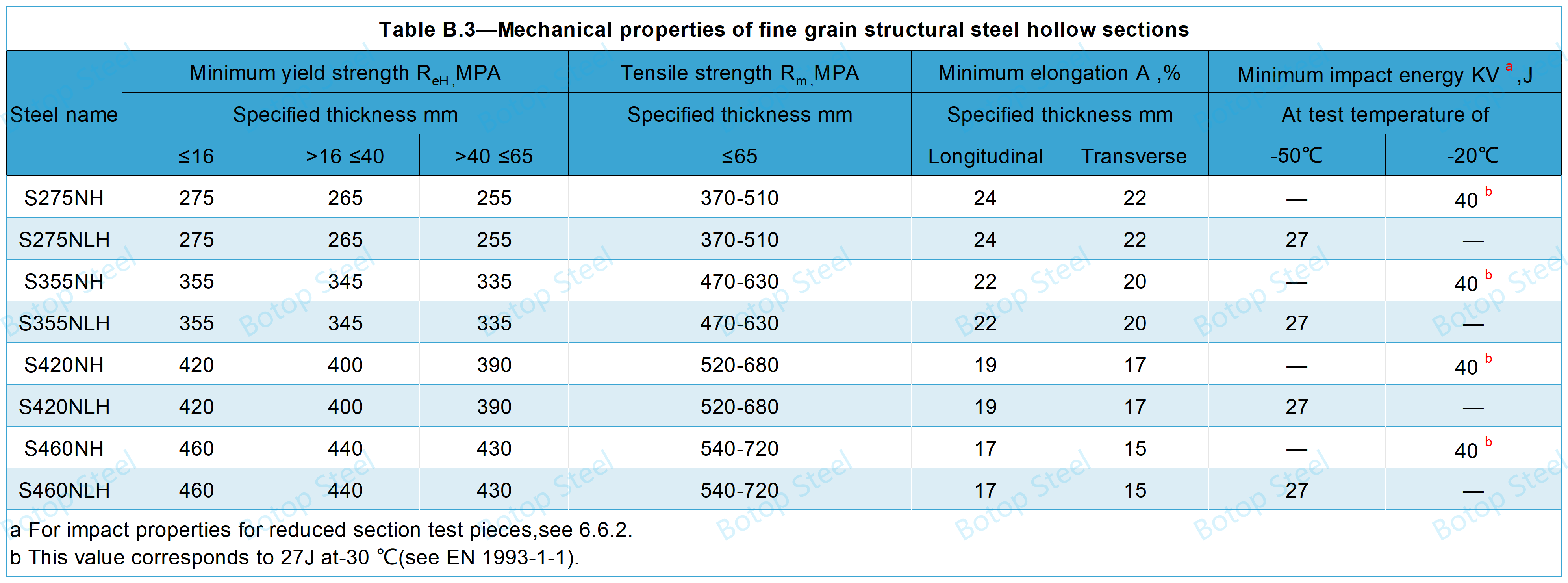
Finomszemcsés acélok - Mechanikai tulajdonságok
Ütésvizsgálatok
Ütővizsgálat nem szükséges, ha a megadott vastagság < 6 mm.
Az EN 10045-1 szabvány szerinti szabványos V-bevágású mintákat kell használni.
Ha a névleges termékvastagság nem elegendő a szabványosított minták elkészítéséhez, a vizsgálatokat 10 mm-nél kisebb, de legalább 5 mm szélességű mintákkal kell elvégezni.
Hegeszthetőség
A BS EN 10210 szabvány szerinti acélok hegeszthetők.
Az EN 1011-1 és az EN 1011-2 szabványok határozzák meg a hegesztett termékekre vonatkozó általános követelményeket.
A hegesztési zónában keletkező hidegrepedés jelenti a fő kockázatot, mivel a termék vastagsága, szilárdsági szintje és CEV-értéke növekszik.
Mérettűrés
Alak-, egyenesség- és tömegtűrések

Hossztűrések

A SAW hegesztés varratmagassága
A fedett ívű hegesztéssel ellátott zártszelvények belső és külső hegesztési varratának magasságára vonatkozó tűrések.
| Vastagság, T | Maximális hegesztési varratmagasság, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
A BS EN 10210 szabvány a varrat nélküli és hegesztett melegen öntött zártszelvényekre egyaránt vonatkozik. A fő hegesztési eljárások az ellenállás-hegesztés (ERW) és a fedett ívű hegesztés (SAW). Az ERW acélcsövek hegesztési varratai nagyrészt láthatatlanok, míg a SAW hegesztések általában durvábbak és jobban láthatók a SAW miatt.
Felületi megjelenés
A felületnek a gyártási módszernek megfelelően sima kidolgozásúnak kell lennie;
Ha a vastagság a tűréshatáron belül van, akkor a gyártási folyamatból eredő kiemelkedések, hornyok vagy sekély hosszanti hornyok megengedettek.
Galvanizált
A BS EN 10210 szabvány szerinti termékek alkalmasak tűzihorganyzásra.
A bevonatokra vonatkozó követelmények meghatározásához az EN ISO 1461 szabványt kell használni.
A cinkbevonatokat legalább 98%-os cinktartalmú olvadt oldatba merítéssel viszik fel.
Felületi hibák javítása
A felületi hibákat a gyártó csiszolással eltávolíthatja, feltéve, hogy a javított vastagság nem kisebb, mint a minimálisan megengedett vastagság.
Hegesztési eljárással készült varratok javítása tilos, kivéve a fedett ívű hegesztést.
Az ötvözetlen acélcsöveket a csőtest hegesztésével lehet javítani. Az ötvözött acélcsöveket nem szabad a csőtest hegesztésével javítani.
BS EN 10210 jelölés
Az acélcső jelölésének a következőket kell tartalmaznia:
az acél neve, pl. EN 10210-S275JOH.
a gyártó neve vagy védjegye.
egy azonosító kód, pl. egy rendelési szám.
A BS EN 10210 acélcsövek többféleképpen jelölhetők a könnyű azonosítás és nyomon követhetőség érdekében, akár festéssel, bélyegzéssel, öntapadós címkékkel, akár további címkékkel, amelyek külön-külön vagy kombinációban is használhatók.
Alkalmazások
Nagy szilárdságának, jó szívósságának és hegeszthetőségének köszönhetően a BS EN 10210 szabvány széles körű környezeti és terhelési körülményeknek képes ellenállni, és széles körben használják különféle szerkezeti alkalmazásokban.
Épületszerkezetek: pl. magas épületek vázai, stadionok tetőszerkezetei és hidak tartóelemei.
Gépészet: gépek és nehézgépek keretei és tartószerkezetei.
Mélyépítéspéldául alagúttámaszok, hídpillérek és egyéb teherhordó szerkezetek.
Közlekedési infrastruktúra: beleértve az utak és vasúti hidak alkatrészeit.
Energiaszektor: pl. szélturbina-tornyok és egyéb szerkezeti elemek energiatermelő létesítményekhez.
Kínából származó, kiváló minőségű hegesztett szénacél csövek gyártója és beszállítója, valamint varrat nélküli acélcsövek nagykereskedője vagyunk, széles választékban kínálva acélcső megoldásokat!
Címkék: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Közzététel ideje: 2024. április 25.