
JIS G 3454 acélcsövekszénacél csövek, amelyek elsősorban nem nagynyomású környezetben való használatra alkalmasak, 10,5 mm és 660,4 mm közötti külső átmérővel és legfeljebb 350 ℃ üzemi hőmérséklettel.
Navigációs gombok
Osztályozás
Gyártási folyamatok
Tűzihorganyzás - fehér cső
A JIS G 3454 kémiai összetétele
A JIS G 3454 mechanikai tulajdonságai
Lapítási teszt
Hajlítási teszt
Hidraulikus vagy roncsolásmentes vizsgálat
Mérettűrések
JIS G3454 csőtömeg-táblázat és csőütemezések
Megjelenés
JIS G 3454 felületbevonat
Jelzés
JIS G 3454 acélcső alkalmazásai
Kapcsolódó termékeink
Osztályozás
A JIS G 3454 szabványnak két minőségi osztálya van a kész acélcső minimális folyáshatára szerint.
STPG370, STPG410
Gyártási folyamatok
Csőgyártási eljárások és kikészítési módszerek megfelelő kombinációjával gyártva.
| Az osztályzat szimbóluma | A gyártási folyamat szimbóluma | ||
| Csőgyártási folyamat | Befejezési módszer | A cinkbevonat osztályozása | |
| STPG370 STPG410 | Zökkenőmentes:S Elektromos ellenállás-hegesztéssel:E | Melegen simított:H Hidegen simított:C Elektromos ellenállás-hegesztéssel:G | Fekete csövek: cinkbevonat nélküli csövek Fehér csövek: cinkbevonatú csövek |
A hidegen alakított acélcsöveket a gyártás után lágyítani kell. Szükség esetén a Vevő előírhatja az STPG 410 ellenállás-hegesztéssel ellátott acélcsövek hegesztési varratainak hőkezelését.
Ellenállás-hegesztés alkalmazása esetén a cső belső és külső felületén lévő hegesztéseket el kell távolítani, hogy a cső kontúrja mentén sima hegesztést kapjunk. Ha azonban a belső felületen lévő hegesztést nehéz eltávolítani, a hegesztett állapot megőrizhető.
Tűzihorganyzás - fehér cső
Mertfehércső(cinkbevonatú csövek), a vizsgált felületfekete csőA (cinkbevonat nélküli) csöveket a tűzihorganyzás előtt homokfúvással, pácolással vagy más kezeléssel kell tisztítani. A tűzihorganyzáshoz használt cinknek JIS H 2107 1. fokozatú desztillált cinköntvénynek vagy azzal egyenértékű vagy jobb minőségű cinknek kell lennie.
A horganyzás egyéb általános követelményei a JIS H 8641 szabványnak felelnek meg.
A JIS G 3454 kémiai összetétele
Az analitikai vizsgálatok általános tételeinek, valamint a mintavételi és elemzési módszereknek meg kell felelniük a JIS G 0404 szabvány 8. tételének (Kémiai összetétel).
Az analitikai módszernek összhangban kell lennie a JIS G 0320 szabvánnyal.
| Az osztályzat szimbóluma | C (szén) | Si (szilícium) | Mn (mangán) | P (foszfor) | S (kén) |
| max | max | max | max | ||
| STPG370 | 0,25% | 0,35% | 0,30–0,90% | 0,04% | 0,04% |
| STPG410 | 0,30% | 0,35% | 0,30–1,00% | 0,04% | 0,04% |
A JIS G 3454 mechanikai tulajdonságai
A mechanikai vizsgálatokra vonatkozó általános követelmények összhangban vannak a JIS G 0404 szabvány 7. szakaszával (Általános követelmények) és 9. szakaszával (Mechanikai tulajdonságok).
A mechanikai vizsgálatokhoz szükséges mintavételi módszernek azonban meg kell felelnie a JIS G 0404 szabvány 7.6. szakaszának (Mintavételi feltételek és minták), A típusának.
A csővizsgálóknak a JIS Z 2241 szabvány szerint kell vizsgálatokat végezniük, a szakítószilárdságnak, a folyáshatárnak és a nyúlásnak pedig a 3. táblázatban megadottaknak kell lenniük.
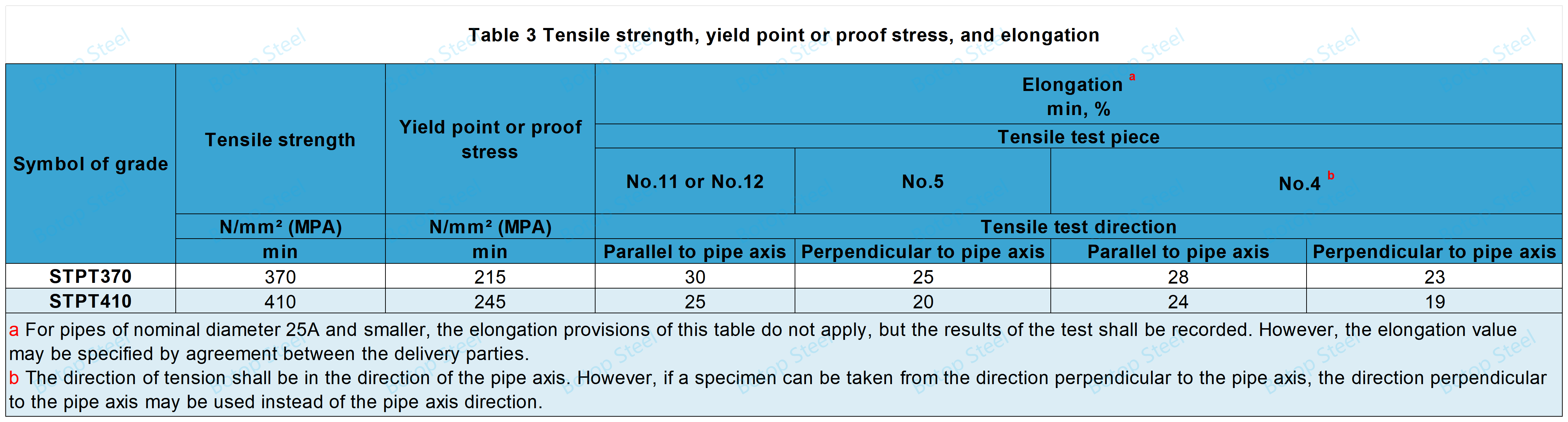
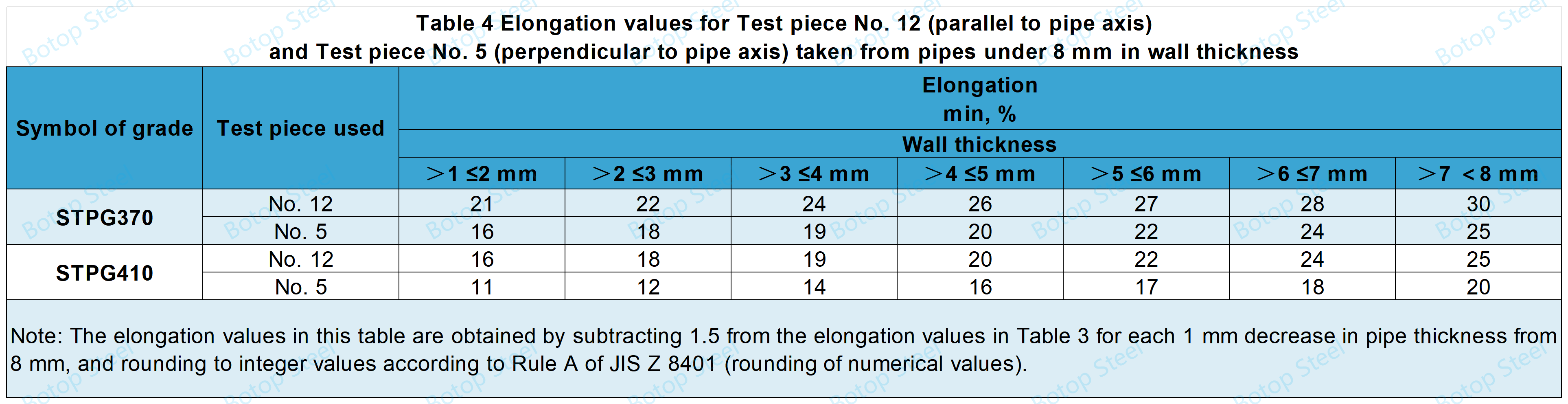
A 8 mm-nél vékonyabb csövek esetében azonban a nyúlásnak a 12. vagy 5. számú minták szakítóvizsgálatainál a 4. táblázatban megadottaknak megfelelően kell történnie.
Lapítási teszt
A vizsgálati hőmérsékletnek szobahőmérsékletnek (5~35°C) kell lennie, a mintát két sík lemez közé kell helyezni, és addig kell összenyomni, amíg a lemezek közötti H távolság kisebb lesz, mint a megadott érték. Amikor a mintát laposra simították, figyeljék meg, hogy van-e repedés az acélcső mintablokk felületén.
Amikor H=2/3D, ellenőrizze a hegesztést repedések szempontjából.
Amikor H=1/3D, ellenőrizze a hegesztési varraton kívüli repedéseket.
A varrat nélküli acélcsövek mentesülhetnek a lapítási vizsgálat alól, de a cső teljesítményének meg kell felelnie a rendelkezéseknek.
Hajlítási teszt
≤ 40A (48,6 mm) külső átmérőjű csövekhez alkalmazható.
A mintadarab nem repedhet meg, ha 90°-os szögben hajlítják, ha a belső sugár a külső átmérő hatszorosa.
A vevő megadhat 180 fokos hajlítási szöget és/vagy a cső külső átmérőjének négyszeresének megfelelő belső sugarat.
Ellenálláshegesztéssel készült csövek esetében a hegesztési varratnak körülbelül 90°-ra kell lennie a hajlítás legkülső pontjától.
Hidraulikus vagy roncsolásmentes vizsgálat
Minden csövet hidraulikusan vagy roncsolásmentesen kell vizsgálni.
Fehér csövek esetében azonban ezt általában horganyzás előtt végzik.
A hidropróba vagy roncsolásmentes vizsgálat a csővezetékek minőségellenőrzésének fontos eszköze, amely biztosítja a csővezetékek biztonságát és megbízhatóságát a telepítés és használat során.
Hidrosztatikai teszt
Alkalmazzon a csőre a megadottnál nagyobb hidraulikai próbanyomást, és tartsa legalább 5 másodpercig, hogy lássa, a cső ellenáll-e a nyomásnak, és hogy szivárog-e.
| 5. táblázat Minimális hidraulikus próbanyomás | ||||||
| Névleges falvastagság | Ütemterv száma: Isk. | |||||
| 10 | 20 | 30 | 40 | 60 | 80 | |
| Minimális hidraulikus próbanyomás, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 |
Roncsolásmentes vizsgálat
Az ultrahangos vizsgálati (UT) módszernek meg kell felelnie a JIS G 0582 szabványnak. Ehelyett azonban a mesterséges hibák UD osztályozásánál szigorúbb vizsgálat is alkalmazható.
Az Eddy jelenlegi vizsgálati (ET) módszerének meg kell felelnie a JIS G 0583 szabványnak. Ez azonban helyettesíthető az EY Artificial Defects osztályozásánál szigorúbb vizsgálattal is.
Természetesen más, a kritériumoknak megfelelő roncsolásmentes vizsgálati módszerek is választhatók helyettük.
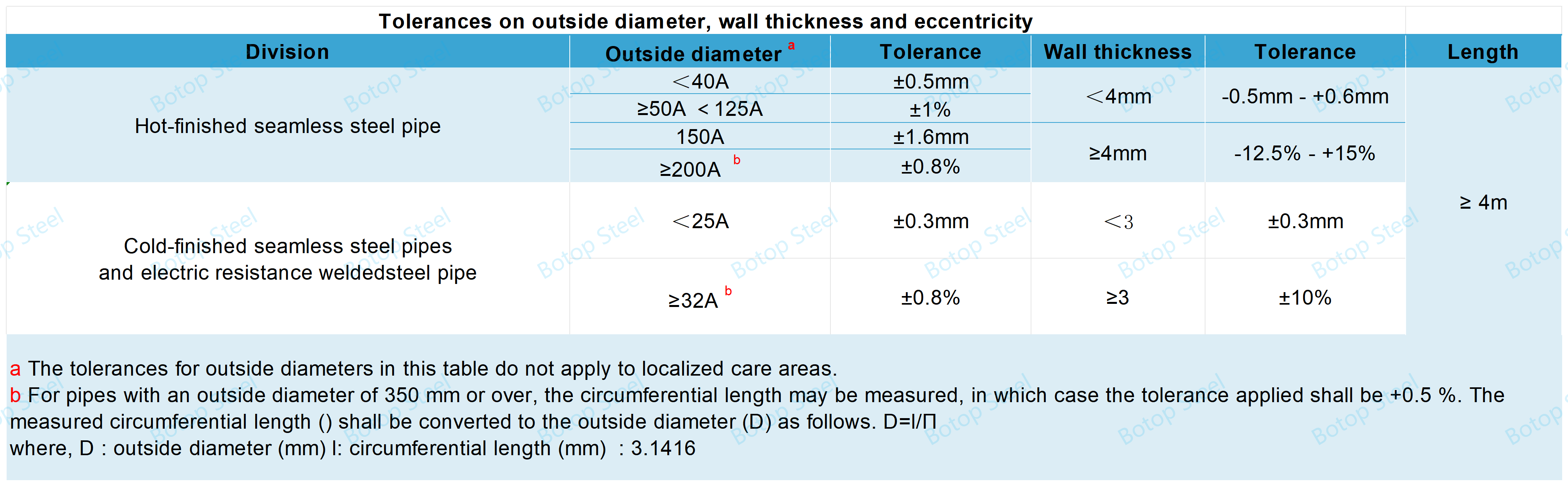
Mérettűrések
Az ellenállás-hegesztett acélcsövek vastagságára vonatkozó negatív tűrések csak az ellenállás-hegesztett acélcsövek hegesztési varrataira vonatkoznak; a pozitív tűrések nem érvényesek.
JIS G3454 csőtömeg-táblázat és csőütemezések
Acélcső súlyszámítási képlete
W=0,02466t(Dt)
W: a cső egységnyi tömege (kg/m)
t: a cső falvastagsága (mm)
D: cső külső átmérője (mm)
0,02466: átváltási tényező a W meghatározásához
A fenti képlet az acélcsövek 7,85 g/cm³ sűrűségén alapuló átváltás, és az eredményeket három értékes jegyre kerekítjük.
Acélcső súlytáblázat
A csőtömeg-diagramok nagyon fontos szerepet játszanak a csővezeték-tervezés, -tervezés, -beszerzés és -kivitelezés folyamatában, és nélkülözhetetlen és fontos referenciaként szolgálnak a csővezeték-tervezésben.
Csővezeték-ütemezések
A csőtáblázat egy táblázat, amelyet a csőméretek szabványosítására használnak, általában a cső falvastagságának és névleges átmérőjének megadására.
A JIS G 3454 szabvány 10., 20., 30., 40., 60. és 80. melléklete.
Tudjon meg többet a következőről:csősúlyok és csőütemezéseka szabványosított keretein belül.
Megjelenés
A csőnek alapvetően egyenesnek kell lennie, és a végeinek alapvetően merőlegesnek kell lenniük a cső tengelyére.
A cső belső és külső felületének jó minőségűnek és a használatra káros hibáktól mentesnek kell lennie.
A felületkezelés csiszolással, megmunkálással és egyéb módszerekkel történhet a felületi hibák kezelése érdekében, de a kezelés utáni vastagság nem lehet kisebb, mint a minimális vastagság, és a cső alakja állandó marad.
JIS G 3454 felületbevonat
Az acélcsövek belső és külső felületei korróziógátló bevonatokkal, például cinkben gazdag bevonatokkal, epoxi bevonatokkal, alapozó bevonatokkal, 3PE-vel és FBE-vel vonhatók be.
Jelzés
Az ellenőrzésen átmenő acélcsöveket csövönként a következő információkkal kell megjelölni. Ha azonban a csövek kis külső átmérője megnehezíti az egyes csövek egyenkénti megjelölését, a csövek kötegekbe foglalhatók, és minden köteg megfelelő módon megjelölhető.
A jelölés sorrendje nincs meghatározva. Ezenkívül bizonyos tételek elhagyhatók a szállításban részt vevő felek megállapodása alapján, feltéve, hogy a termék azonosítható.
a) Osztályozási szimbólum
b) A gyártási folyamat szimbóluma
A gyártási folyamat jelölése a következő. A kötőjelek helyett szóközök használhatók.
Melegen edzett varrat nélküli acélcső:-SH
Hidegen edzett varrat nélküli acélcső:-SC
Elektromos ellenálláshegesztéssel hegesztett acélcsőként:-PÉLDÁUL
Melegen simított, elektromos ellenállás-hegesztéssel készült acélcső:-EH
Hidegen edzett, elektromos ellenállás-hegesztéssel készült acélcső:-EK
c) Méretek, névleges átmérő × névleges falvastagság vagy külső átmérő × falvastagság formájában kifejezve.
d) Gyártó neve vagy azonosító márkaneve
Példa: BOTOP JIS G 3454-SH STPG 370 50A×SHC40 FŰTÉSI SZÁM: 00001
JIS G 3454 acélcső alkalmazásai
A JIS G 3454 szabványos acélcsövek széles körben alkalmazhatók különféle ipari és építőipari területeken, főként különféle folyékony közegek szállítására.
Vízellátó rendszerek:A JIS G 3454 szabványú acélcsövek használhatók városi vízellátó rendszerekben, ipari vízellátó rendszerekben stb. tiszta csapvíz vagy kezelt víz szállítására.
HVAC rendszerek:Ezeket az acélcsöveket gyakran használják HVAC rendszerekben hűtővíz vagy melegvíz szállítására.
Nyomástartó edények:A JIS G 3454 acélcsöveket egyes nyomástartó edényekben és kazánokban is használják.
Vegyipari üzemek:Ezek különféle kémiai közegek szállítására használhatók.
Olaj- és gázipar:Bár a JIS G 3454 elsősorban alacsony nyomású szállításra alkalmas, kevésbé igényes olaj- és gázipari alkalmazásokban is használható.
Kínából származó, kiváló minőségű hegesztett szénacél csövek gyártója és beszállítója, valamint varrat nélküli acélcsövek nagykereskedője vagyunk, széles választékban kínálva acélcső megoldásokat!
Címkék: JIS G 3454, STPG, SCH, szénszálas cső, fehér cső, fekete cső, beszállítók, gyártók, gyárak, nagykereskedők, vállalatok, nagykereskedelem, vásárlás, ár, árajánlat, ömlesztett, eladó, költség.
Közzététel ideje: 2024. május 1.