
JIS G 3452 acélcsőa japán szabvány a szénacél csövekre, amelyeket viszonylag alacsony üzemi nyomáson alkalmaznak gőz, víz, olaj, gáz, levegő stb. szállítására.
10,5 mm - 508,0 mm külső átmérőjű csövekhez alkalmas.

Navigációs gombok
A JIS G 3452 szabvány minőségének és gyártási folyamatainak szimbóluma
JIS G 3452 csővég típusa
A JIS G 3452 kémiai összetétele
A JIS G 3452 mechanikai tulajdonságai
Lapítási tulajdonság
Hajlíthatóság
Hidraulikus vagy roncsolásmentes vizsgálat (NDT)
Csősúly-táblázat és mérettűrések
Acélcső megjelenése
Horganyzott JIS G 3452 acélból
A JIS G 3452 jelölése
A JIS G 3452 főbb alkalmazásai
Vonatkozó szabványok
Kapcsolódó termékeink
A JIS G 3452 szabvány minőségének és gyártási folyamatainak szimbóluma
A csöveket a csőgyártási eljárások és a kikészítési módszerek megfelelő kombinációjával kell gyártani.
| Az osztályzat szimbóluma | A gyártási folyamat szimbóluma | A cinkbevonat osztályozása | ||
| Csőgyártási folyamat | Befejezési módszer | Jelzés | ||
| Stabilitási és Növekedési Paktum | Elektromos ellenállás-hegesztéssel:E Hegesztett tompa:B | Melegen simított:H Hidegen simított:C Elektromos ellenállás-hegesztéssel:G | Ahogy a13b). | Fekete csövek: cinkbevonat nélküli csövek Fehér csövek: cinkbevonatú csövek |
A csöveket általában legyártott állapotban kell szállítani. A hidegen alakított csöveket a gyártás befejezése után lágyítani kell.
Ellenálláshegesztési gyártási eljárás alkalmazása esetén a cső belső és külső felületéről el kell távolítani a hegesztési varratokat, hogy a cső kontúrja mentén sima hegesztési varratot kapjunk. A belső felületen lévő hegesztési varratokat nem szabad eltávolítani, ha ez a berendezés vagy a cső átmérőjének korlátai miatt van így.

JIS G 3452 csővég típusa
Csővég kiválasztása
DN≤300A/12B csővég típusa: menetes vagy lapos végű.
DN≤350A/14B csővég típusa: lapos végű.
Ha a vevő ferde véget igényel, a ferde szög 30-35°, az acélcső élének ferde szélessége: max. 2,4 mm.
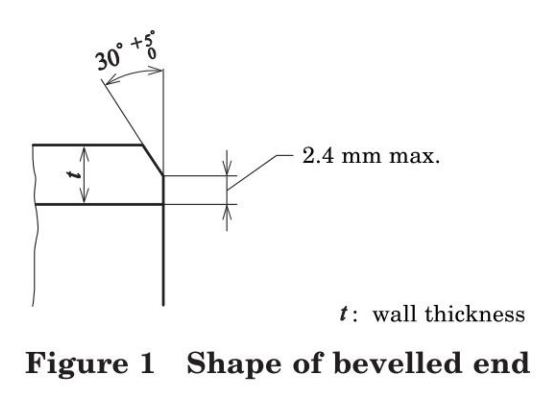
Megjegyzés: A JIS G 3452 szabványban a DN névleges átmérő A és B sorozata létezik. Ahol A a DN-nek felel meg, a mértékegység mm; a B pedig az NPS-nek, a mértékegység hüvelyk.
Menetes csővégekre vonatkozó követelmények
A menetes csövek gyártása során a csővégeket a JIS B 0203 szabványban meghatározott kúpos menettel kell ellátni, és az egyik menetes véghez a JIS B 2301 vagy JIS B 2302 szabványnak megfelelő menetes csatlakozót (a továbbiakban: tok) kell illeszteni.
A tok nélküli csővéget menetvédő gyűrűvel vagy más megfelelő eszközzel kell védeni.
A menetes csövek toldatok nélkül is szállíthatók, amennyiben a vevő így rendelkezik. A kúpos menetek ellenőrzését a JIS B 0253 szabvány szerint kell elvégezni.
A JIS G 3452 kémiai összetétele
A kémiai elemzésre és a termikus elemzés mintavételi módszereire vonatkozó általános követelményeknek meg kell felelniük a JIS G 0404 szabvány 8. záradékának. A termikus elemzés módszerének meg kell felelnie a JIS G 0320 szabványban foglalt szabványoknak.
| Az osztályzat szimbóluma | P (foszfor) | S (kén) |
| Stabilitási és Növekedési Paktum | maximum 0,040% | maximum 0,040% |
A magas foszfor- és kéntartalom csökkenti az acél megmunkálhatóságát és mechanikai tulajdonságait, és különösen hajlamos a ridegedésre hegesztés során. Ezért a szénacél csövek minősége és hegeszthetősége a foszfor- és kéntartalom korlátozásával biztosítható.
Szükség szerint más ötvözőelemek is hozzáadhatók.
A JIS G 3452 mechanikai tulajdonságai
A mechanikai vizsgálatokra vonatkozó általános követelményeknek összhangban kell lenniük a JIS G 0404 szabvány 7. és 9. záradékával. A JIS G 0404 szabvány 7.6. szakaszában megadott mintavételi módszerek közül azonban csak az A mintavételi módszer alkalmazható.
Szakítópróba: A vizsgálati módszernek meg kell felelnie a JIS Z 2241 szabványban foglaltaknak.
| Az osztályzat szimbóluma | Szakítószilárdság | Nyúlása perc, % | ||||||
| Próbadarab | Teszt irány | Falvastagság, mm | ||||||
| N/mm² (MPA) | > 3 ≤ 4 | > 4 ≤ 5 | > 5 ≤ 6 | > 6 ≤ 7 | > 7 | |||
| Stabilitási és Növekedési Paktum | 290 perc | 11. sz. | Párhuzamosan a cső tengelyével | 30 | 30 | 30 | 30 | 30 |
| 12. sz. | Párhuzamosan a cső tengelyével | 24 | 26 | 27 | 28 | 30 | ||
| 5. sz. | Merőleges a cső tengelyére | 19 | 20 | 22 | 24 | 25 | ||
| aA 32A vagy annál kisebb névleges átmérőjű csövekre az ebben a táblázatban szereplő nyúlási értékek nem érvényesek, bár a nyúlási vizsgálat eredményeit fel kell jegyezni. Ebben az esetben a vevő és a gyártó között megállapodás szerinti nyúlási követelmény alkalmazható. | ||||||||
Lapítási tulajdonság
Szobahőmérsékleten (5℃~35℃) a hegesztés merőleges a nyomóerőre. Nyomja össze a mintát a két platform között, amíg a platformok közötti H távolság el nem éri a középső acélcső külső átmérőjének kétharmadát, majd ellenőrizze, hogy vannak-e repedések.
Hajlíthatóság
DN≤50A esetén hajlítópróbát kell végezni.
A cső külső átmérőjének hatszorosának megfelelő 90°-os belső sugárral történő hajlítás esetén a próbadarabon nem keletkezhetnek repedések. Hajlítás előtt mérje meg a hajlítási szöget egyenes helyzetből.
Hidraulikus vagy roncsolásmentes vizsgálat (NDT)
Minden csövet hidraulikus vagy roncsolásmentes vizsgálatnak kell alávetni.
Hidraulikus teszt
A csőnek legalább 5 másodpercig 2,5 MPa nyomást kell kibírnia szivárgás nélkül.
Roncsolásmentes vizsgálat
A roncsolásmentes vizsgálati jellemzők ultrahangos vagy örvényáramos vizsgálathoz használhatók, és a csőnek meg kell felelnie a következő roncsolásmentes vizsgálati jellemzőknek.
Ultrahangos vizsgálathoz a JIS G 0582 szabványban meghatározott, UE osztályú referenciaszabványokat tartalmazó referenciamintákat kell riasztási szintként használni; a csőből érkező bármely, a riasztási szinttel megegyező vagy annál nagyobb jelet riasztási szintként kell használni. A jelet riasztási szintként kell használni; a csővezetékből érkező bármely, a riasztási szinttel megegyező vagy annál nagyobb jel elutasításnak minősül.
Örvényáramú vizsgálathoz a JIS G 0583 szabványban meghatározott EZ kategóriájú referenciastandardokat tartalmazó referenciaminták jeleit kell riasztási szintként használni; a csővezetékből érkező bármely, a riasztási szinttel megegyező vagy annál nagyobb jel elutasítás oka. riasztási szintként szolgál; a csővezetékből érkező bármely, a riasztási szinttel megegyező vagy annál nagyobb jel elutasítás oka. A gyártó belátása szerint a megadott referenciastandard jele alatti súlyos riasztási szint is használható.
Más roncsolásmentes vizsgálati módszerek is alkalmazhatók, pl. a JIS G 0586 szabványban meghatározott automatikus fluxusszivárgás-észleléshez.
Csősúly-táblázat és mérettűrések
Acélcső súlyszámítási képlete
Feltételezve, hogy 1 cm3 acél tömege 7,85 g
W=0,02466t(Dt)
W: a cső egységnyi tömege (kg/m);
t: a cső falvastagsága (mm);
D: a cső külső átmérője (mm);
0,02466: átváltási tényező a W meghatározásához;
Három értékes jegyre kerekítve a JIS Z 8401, A szabály szerint.
Csősúly-táblázat és mérettűrések
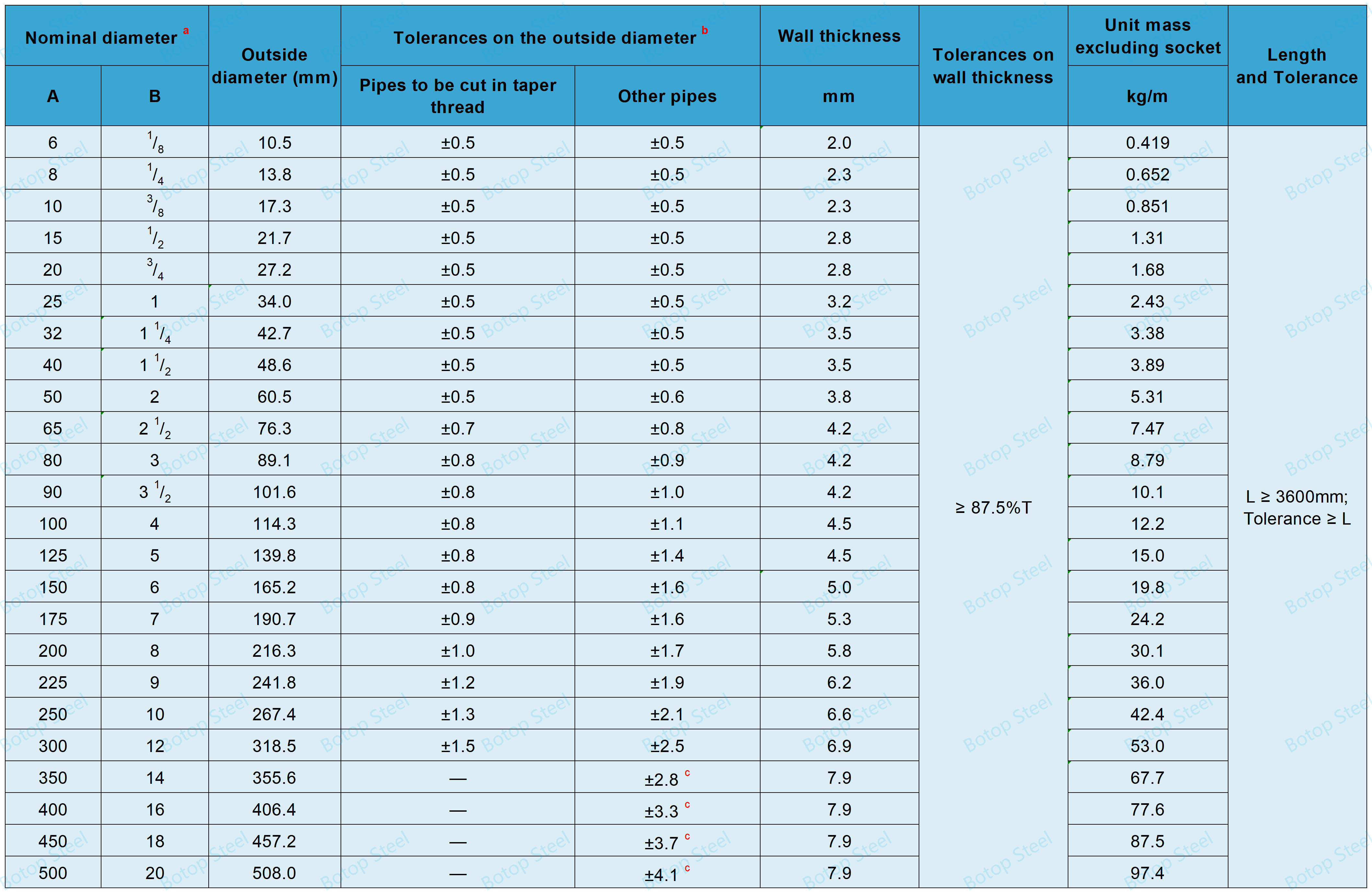
aA névleges átmérőt az A vagy a B jelölés valamelyikének megfelelően kell megadni, és az átmérő számjegye után az A vagy a B betűnek kell szerepelnie, attól függően, hogy melyik jelölést alkalmazzák.
bA helyben javított alkatrészekre az ebben a táblázatban szereplő tűrések nem érvényesek.
c350A vagy annál nagyobb névleges átmérőjű csövek esetében a külső átmérő mérése helyettesíthető a kerületi hossz mérésével, amely esetben az alkalmazott tűréshatár 0,5%. A mért kerületi hosszt (I) a következő képlettel kell külső átmérővé (D) átszámítani.
D=l/Π
Dkülső átmérő (mm);
lkerülethossz (mm);
Π: 3.1416.
Acélcső megjelenése
Megjelenés
A cső belső és külső felületének simának és a használatra káros hibáktól mentesnek kell lennie.
A csőnek egyenesnek kell lennie, a végei pedig derékszöget zárnak be a cső tengelyével.
Hibajavítás
A fekete cső (korróziógátló kezelés nélküli acélcső) javítható csiszolással, megmunkálással vagy más módszerekkel, és a javított felületnek simának kell lennie a cső kontúrja mentén.
A javított falvastagságot azonban a megadott tűréshatárokon belül tartják.
Felületbevonat
A cső egyik vagy mindkét felülete bevonható, pl. cinkben gazdag bevonattal, epoxi bevonattal, alapozó bevonattal, 3PE-vel, FBE-vel stb.

Horganyzott JIS G 3452 acélból
Tűzihorganyzás
Az acélcsöveket, ha horganyzottak, a menetes csöveket és tokokat a menet meghúzása előtt cinkkel kell bevonni.
Alapos acélfelület-tisztítás homokfúvással, pácolással stb., majd tűzihorganyzás.
Cinkbevonathoz a JIS H 2107 szabványban meghatározott 1. osztályú desztillált cinköntvényt, vagy azzal legalább egyenértékű minőségű cinket kell használni.
A cinkbevonat egyéb általános követelményeit a JIS H 8641 szabvány tartalmazza.
Galvanizálási kísérlet
Vizsgálati módszer A JISH0401 6. cikkében meghatározott vizsgálati módszer szerint a mintát réz-szulfát-oldatba merítik 1 percig 5 alkalommal, és ellenőrzik, hogy eléri-e a végpontot.
A JIS G 3452 jelölése
A logó tartalma legalább a következő elemeket tartalmazza, amelyek sorrendje szabadon elrendezhető.
a) A fokozat szimbóluma (SGP)
b) A gyártási folyamat szimbóluma
A gyártási folyamat szimbóluma a következő.A kötőjel(ek) helyettesíthetők szóközökkel.
Elektromos ellenállás-hegesztéssel készült acélcsőként: -EG
Melegen simított, elektromos ellenállás-hegesztéssel készült acélcső: -EH
Hidegen edzett, elektromos ellenállás-hegesztéssel készült acélcső: -EC
Tompahegesztett acélcső: -B
c) Méretek, névleges átmérővel kifejezve
d) Gyártó neve vagy azonosító márkaneve
Példa: BOTOP JIS G 3452-EG SGP 500A*7,9*12000MM CSŐ SZÁM: 001
A JIS G 3452 főbb alkalmazásai
A JIS G 3452 acélcsöveket főként víz, gáz, olaj, gőz és egyéb általános célú szállítására használják. Ezeket a csöveket általában építőiparban, gépekben, autóiparban, hajózásban és más területeken használják.
Olaj- és gázipar: olaj, földgáz, cseppfolyósított kőolajgáz stb. szállítására szolgáló csővezeték-rendszerekben használják.
Építőipar: épületszerkezetekben hidraulikus rendszerekhez, vízellátó csövekhez, fűtési rendszerekhez, légkondicionáló rendszerekhez stb. használják.
Gépgyártás: Hidraulikus rendszerekben, pneumatikus rendszerekben, gépészeti berendezések szállító csővezetékeiben stb. használják.
Autógyártás: gépjárművek kipufogórendszerében, üzemanyagrendszerében, hidraulikus rendszerében stb. használják.
Hajógyártás: csővezetékrendszerekben, hajók kabinszerkezetében stb. használják.
VegyiparVegyipari üzemekben használják szállítócsövekhez, reaktorokhoz stb.
Városépítészet: városi vízellátási, vízelvezetési, szennyvízkezelési stb. csővezetékrendszerekben használják.
Vonatkozó szabványok
ASTM A53/A53M, DIN 2440, EN 10255, GB/T 3091, BS 1387, ISO 65, NFA 49-146,AS/NZS 1163, API 5L, ASTM A106/A106M, EN 10216-1, GB 8163.
Kapcsolódó termékeink
Kína egyik vezető hegesztett szénacélcső és varrat nélküli acélcső gyártója és beszállítója vagyunk, széles választékban kínálunk kiváló minőségű acélcsöveket raktáron, elkötelezettek vagyunk aziránt, hogy teljes körű acélcső megoldásokat nyújtsunk Önnek. További termékinformációkért kérjük, vegye fel velünk a kapcsolatot, örömmel segítünk megtalálni az Ön igényeinek leginkább megfelelő acélcső opciókat!
Címkék: jis g 3452, sgp, erw, beszállítók, gyártók, gyárak, nagykereskedők, vállalatok, nagykereskedelem, vásárlás, ár, árajánlat, ömlesztett, eladó, költség.
Közzététel ideje: 2024. április 28.