
ASTM A210 պողպատե խողովակ միջին խտության ածխածնային անխափան պողպատե խողովակ է, որն օգտագործվում է որպես կաթսայի և գերտաքացուցիչի խողովակներ բարձր ջերմաստիճանի և բարձր ճնշման միջավայրերում, ինչպիսիք են էլեկտրակայաններում և արդյունաբերական կաթսաներում։

Նավիգացիոն կոճակներ
ASTM A210 չափերի միջակայքը
Հումք
ASTM A210 աստիճան
ASTM A210 անխափան պողպատե խողովակի արտադրության գործընթաց
Ջերմային մշակում
Քիմիական բաղադրիչներ
Մեխանիկական հատկություններ
Կարծրության թեստ
Այլ փորձարկումներ
Մակերեսային մշակում
Ձևավորման գործողություններ
ASTM A210 նշագրում
ASTM A210-ի կիրառությունները
Մեր հարակից ապրանքները
ASTM A210 չափերի միջակայքը
Արտաքին տրամագիծ: 1/2դյույմ (12.7 մմ) ≤ Արտաքին տրամագիծ ≤5 դյույմ (127 մմ)
Պատի հաստությունը0.035 դյույմ (0.9 մմ) ≤ Քաշ ≤0.500 դյույմ (12.7 մմ)
Կարող են տրամադրվել այլ չափերի խողովակներ, եթե այդ խողովակները համապատասխանում են այս տեխնիկական բնութագրի բոլոր մյուս պահանջներին։
Հումք
Պողպատագործական պրակտիկա--Պողպատը պետք է սպանվի.
Սպանված պողպատը վերաբերում է պողպատի հալման գործընթացում որոշակի քանակությամբ դեօքսիդանտների, ինչպիսիք են սիլիցիումը, ալյումինը և մանգանը, ավելացմանը։
Այս հավելումները կարող են ռեակցիայի մեջ մտնել պողպատի մեջ պարունակվող թթվածնի հետ՝ առաջացնելով պինդ օքսիդներ, այդպիսով նվազեցնելով պողպատի մեջ թթվածնի պարունակությունը և կանխելով օքսիդացնող միացությունների առաջացումը։
ASTM A210 աստիճան
ASTM A210-ը հասանելի է երկու տեսակի՝A-1 և C դասարաններ.
ASTM A210 անխափան պողպատե խողովակի արտադրության գործընթաց
Պողպատե խողովակները պետք է պատրաստվեն անխափան եղանակով և պետք է լինենտաք մշակված or սառը պատրաստմանինչպես նշված է։
Սովորաբար, 30 միլիմետրից մեծ տրամագծով պողպատե խողովակները ենթարկվում են տաք մշակման, իսկ 30 միլիմետրից փոքր կամ հավասար տրամագծով խողովակները՝ սառը մշակման: Այս տարբերակման մեթոդը բացարձակ չէ, բայց կարող է օգտագործվել որպես անխափան պողպատե խողովակի մշակման եղանակը որոշելու արագ և հեշտ միջոց:
Ջերմային մշակում
Տաք մշակման ենթարկված խողովակների համար ջերմային մշակում չի պահանջվում։
Սառը մշակման ենթարկված խողովակները պետք է ենթարկվեն ենթակրիտիկական թրծման, լրիվ թրծման կամ նորմալացնող ջերմային մշակման՝ վերջնական սառը մշակման գործընթացից հետո։
Քիմիական բաղադրիչներ
| Տարր | A-1 դասարան | Գ դասարան |
| C (ածխածին), առավելագույնըA | 0.27 | 0.35 |
| Mn (մանգան) | 0.93 առավելագույնը | 0.29-1.06 |
| Ֆոսֆոր (P), առավելագույնը | 0.035 | 0.035 |
| S (Ծծումբ), առավելագույնը | 0.035 | 0.035 |
| Si (Սիլիցիում), մին | 0.1 | 0.1 |
| Ա) Նշված ածխածնի առավելագույնից ցածր յուրաքանչյուր 0.01%-ով կրճատման դեպքում թույլատրվում է մանգանի 0.06%-ով ավելացում նշված առավելագույնից մինչև 1.35%։ | ||
Քիմիական կազմի այս պահանջները ապահովում են, որ խողովակները ունենան բավարար ամրություն և ջերմաստիճանային դիմադրություն։
Մեխանիկական հատկություններ
Մեխանիկական հատկությունների պահանջները չեն տարածվում այն խողովակների վրա, որոնք փոքր են, քան1/ 8ներքին տրամագծով 3.2 մմ կամ հաստությամբ 0.015 դյույմ։
| Ցանկ | Ուինտ | A-1 դասարան | Գ դասարան | |
| Ձգման ամրություն, նվազագույն | քսի | 60 | 70 | |
| ՄՊա | 415 | 485 | ||
| Հոսքի ուժ, նվազագույն | քսի | 37 | 40 | |
| ՄՊա | 255 | 275 | ||
| Երկարացում դյույմ 50 մմ (2 դյույմ), նվազագույն | Երկայնական շերտավոր փորձարկումների համար պատի հաստության յուրաքանչյուր 1/32 դյույմ [0.8 մմ] նվազման համար, որը 8 մմ-ից պակաս է, պետք է կատարվի հետևյալ տոկոսային կետերի հիմնական նվազագույն երկարացումից հանում։ | % | 1.5A | 1.5A |
| Երբ օգտագործվում է ստանդարտ կլոր 2 դյույմ կամ 50 մմ չափիչ երկարությամբ կամ ավելի փոքր, համամասնորեն չափի նմուշ, որի չափիչ երկարությունը հավասար է 4D-ի (տրամագծի չորս անգամը): | 22 | 20 | ||
| AՀաշվարկված նվազագույն արժեքների համար տե՛ս աղյուսակ 4-ը։ | ||||
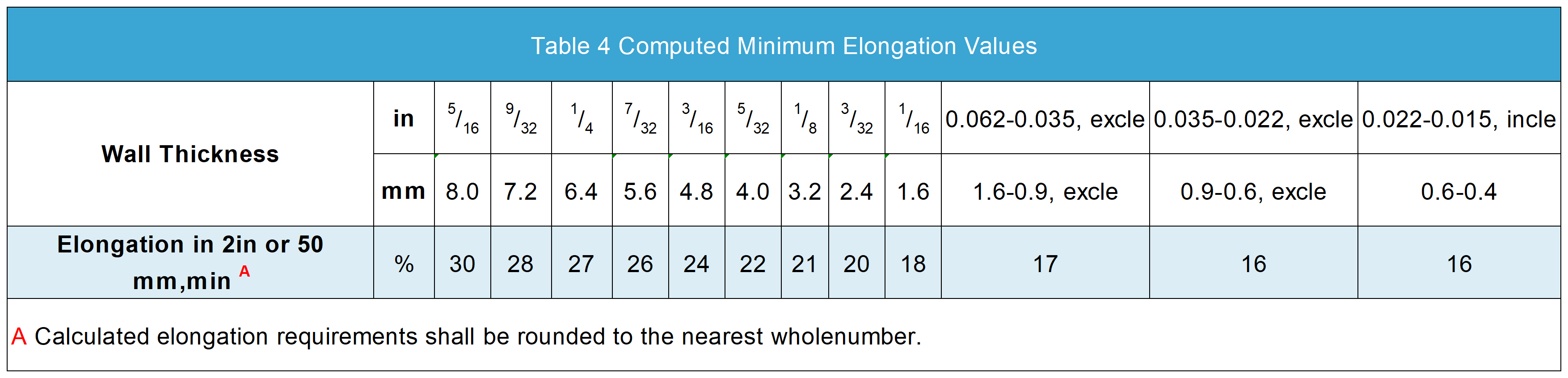
Աղյուսակ 4-ում ներկայացված են յուրաքանչյուրի համար հաշվարկված նվազագույն երկարացման արժեքները։1/32պատի հաստության նվազում 0.8 մմ-ով։
Երբ պատի հաստությունը գտնվում է վերևում նշված երկու արժեքների միջև, նվազագույն երկարացման արժեքը պետք է որոշվի հետևյալ հավասարմամբ՝
Իմպերիալ միավորներ (դյույմ): E = 48t+15.00
Միջազգային չափման միավոր (մմ): E = 1.87t+15.00
որտեղ՝
E = երկարացում 2 դյույմով կամ 50 մմ-ով, %,
t = նմուշի իրական հաստությունը։
Կարծրության թեստ
Բրինելի կամ Ռոքվելի կարծրության փորձարկումները պետք է կատարվեն յուրաքանչյուր խմբաքանակից երկու խողովակներից վերցված նմուշների վրա։
ASTM A210 Դասարան A-1:79-143 HBW
ASTM A210 C աստիճան: 89-179 HBW
HBW-ն վերաբերում է Բրինելի կարծրության չափմանը, որտեղ «W»-ն նշանակում է կարբիդային գնդիկի օգտագործումը որպես ներփակիչ։
Այլ փորձարկումներ
Հարթեցման թեստ
Բռնկման փորձարկում
Հիդրոստատիկ կամ ոչ դեստրուկտիվ էլեկտրական փորձարկում
Մակերեսային մշակում
Այն կարող է թթու դրվել կամ պայթեցվել, կամ երկուսն էլ, և այս մասը համաձայնության հարց է, և ընտրությունը հիմնված է օգտատիրոջ և արտադրողի միջև համաձայնության վրա։
Մարինացումը հիմնականում օգտագործվում է պողպատե խողովակների մակերեսից օքսիդացված շերտերը և այլ աղտոտիչները հեռացնելու համար:
Մակերեսը մաքրելու և դրա կպչունությունը բարձրացնելու համար օգտագործվում է կրակոցային մաքրում:
Այս մշակումները ոչ միայն ազդում են խողովակի մակերեսի որակի վրա, այլև կարող են ազդել դրա վերջնական կիրառման հատկությունների վրա։
Ձևավորման գործողություններ
Կաթսայի մեջ տեղադրվելիս խողովակները պետք է դիմանան լայնանալուն և ոլորվելուն՝ առանց ճաքերի կամ թերությունների։ Ճիշտ մանիպուլյացիայի դեպքում, գերտաքացուցիչի խողովակները պետք է դիմանան կիրառման համար անհրաժեշտ բոլոր կռման, եռակցման և ծռման գործողություններին՝ առանց թերությունների առաջացման։
ASTM A210 նշագրում
Հետևյալը պետք է հստակ նշված լինի.
Արտադրողի անվանումը կամ լոգոն։
Խողովակի տեխնիկական բնութագրերը (չափսը, պատի հաստությունը և այլն):
Խողովակի դասարան:
Պողպատե խողովակի արտադրության տեսակը՝ տաք կամ սառը մշակում։
ASTM A210-ի կիրառությունները
Օգտագործվում է փոքր և միջին չափի չափի կաթսաների, ինչպիսիք են կանգնած կաթսաները, նստեցնող կաթսաները և արդյունաբերական կամ բնակելի շենքերի ջեռուցման համար օգտագործվող այլ կաթսաների արտադրությունում։
Գերտաքացուցիչները կաթսայի մասեր են, որոնք օգտագործվում են գոլորշու ջերմաստիճանը եռման կետից բարձր բարձրացնելու համար, և ASTM A210 խողովակները հարմար են այդ բարձր ջերմաստիճանային մասերի արտադրության համար։
Մեր հարակից ապրանքները
Մենք Չինաստանից բարձրորակ եռակցված ածխածնային պողպատե խողովակների արտադրող և մատակարար ենք, ինչպես նաև անխափան պողպատե խողովակների մատակարար, որն առաջարկում է ձեզ պողպատե խողովակների լայն տեսականի։
պիտակներ՝ astm 210, կաթսա, անխափան, տաք մշակմամբ, սառը մշակմամբ, գերտաքացուցիչ, մատակարարներ, արտադրողներ, գործարաններ, պահեստավորողներ, ընկերություններ, մեծածախ, գնում, գին, գնանշում, մեծածախ, վաճառքի համար, արժեք։
Հրապարակման ժամանակը. Ապրիլի 24-2024