



BS EN 10210 S275J0Hadalah bagian baja struktural berongga hasil akhir panas yang diproduksi untukBS EN 10210dalam berbagai bentuk penampang bulat, persegi, persegi panjang, atau oval.
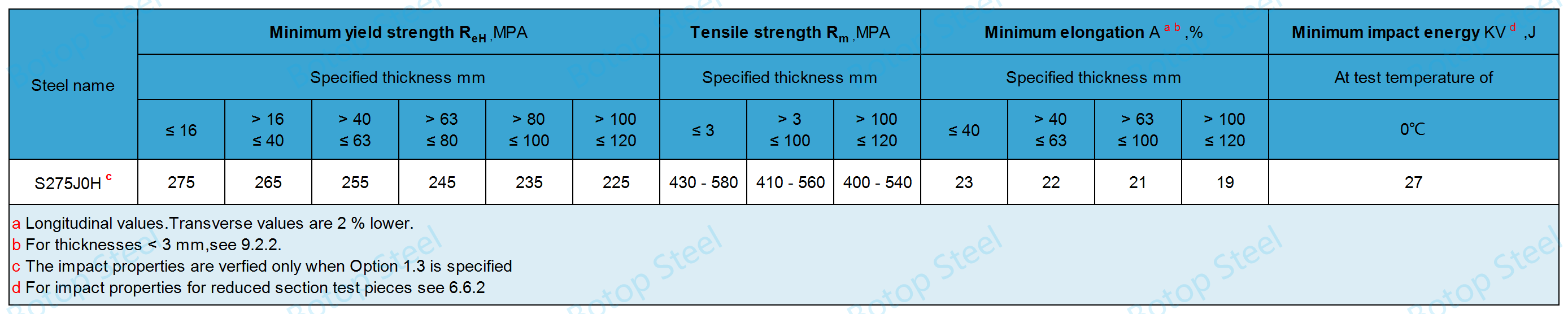
Material S275J0H dicirikan oleh kekuatan luluh minimum sebesar 275 MPa pada ketebalan tidak lebih dari 16 mm; energi tumbukan minimumnya adalah minimal 27 J pada suhu 0℃.
S275J0H termasuk jenis baja karbon, nomor baja1.0149, yang memiliki sifat struktural dan pemrosesan yang baik, terutama digunakan dalam struktur bangunan, tetapi juga digunakan untuk komponen yang tidak menahan beban, dapat memberikan manfaat dalam menjaga stabilitas dan daya tahan struktural berdasarkan realisasi biaya yang rendah.
Catatan: Semua persyaratan dalam BS EN 10210 juga berlaku untuk EN 10210 dan oleh karena itu tidak diulangi di sini.
Penamaan mutu dalam BS EN 10210 ditetapkan sesuai dengan EN 10027-1 dan nomor baja ditetapkan sesuai dengan EN 10027-2.
| Nama baja | Nomor baja | Jenis Baja | Nama baja | Nomor baja | Jenis Baja |
| S235JRH | 1.0039 | baja karbon | S275NH | 1.0493 | baja karbon |
| S275J0H | 1.0149 | baja karbon | S275NLH | 1.0497 | baja karbon |
| S275J2H | 1.0138 | baja karbon | S355NH | 1.0539 | baja karbon |
| S355J0H | 1.0547 | baja karbon | S355NLH | 1.0549 | baja karbon |
| S355J2H | 1.0576 | baja karbon | S420NH | 1.8750 | baja paduan |
| S355K2H | 1.0512 | baja karbon | S420NLH | 1.8751 | baja paduan |
| S460NH | 1.8953 | baja paduan | |||
| S460NLH | 1.8956 | baja paduan |
Untuk informasi lebih lanjut mengenai arti spesifik dari huruf dan angka dalam tingkatan kelas,Anda bisa mengklik di sini.
Ketebalan dinding ≤120mm.
Bentuk lingkaran: Diameter luar hingga 2500 mm;
Persegi: Dimensi luar hingga 800 mm x 800 mm;
Persegi panjang: Dimensi luar hingga 750 mm x 500 mm;
Bentuk elips: Dimensi luar hingga 500 mm x 250 mm.
Kami mengkhususkan diri dalam menyediakan berbagai spesifikasi Pipa Baja Struktural Berongga Bulat. Jika Anda memiliki kebutuhan, jangan ragu untuk menghubungi kami, kami berharap dapat bekerja sama dengan Anda!

Pipa baja las LSAW terutama diproduksi dengan membentuk pelat baja menjadi tabung menggunakan proses pencetakan JCOE, kemudian dilas menggunakan pengelasan busur terendam dua sisi (Gergaji Dteknologi pengelasan, dan diselesaikan melalui sejumlah inspeksi dan perawatan.
Bagaimana cara memilih proses produksi yang tepat? Apa perbedaan dan keunggulan pipa baja tanpa sambungan, LSAW, pengelasan busur terendam, dan pengelasan busur terendam? Dan berapa kisaran ukuran untuk setiap proses? Anda dapat mengklik tautan berikut untuk melihatnya.
Kualitas JR,J0, J2 dan K2 -panas selesai;
Kualitas N dan NL - dinormalisasi. Dinormalisasi mencakup hasil penggulungan yang dinormalisasi.
| Skelas baja | Jenis deoksidasia | % berdasarkan massa, maksimum | |||||||
| C (Karbon) | Si (Silikon) | Mn (Mangan) | P (Fosfor) | S (Sulfur) | Nb,c (Nitrogen) | ||||
| Nama baja | Nomor baja | Ketebalan yang ditentukan (mm) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | 1.0149 | FN | 0,20 | 0,22 | — | 1.5 | 0,035 | 0,035 | 0,009 |
aFN = Baja rimming tidak diperbolehkan;
bDiperbolehkan melebihi nilai yang ditentukan asalkan untuk setiap peningkatan 0,001% N, kandungan P maksimum juga dikurangi sebesar 0,005%. Namun, kandungan N dalam analisis coran tidak boleh lebih dari 0,012%.
cNilai maksimum untuk nitrogen tidak berlaku jika komposisi kimia menunjukkan kandungan total Al minimum 0,020% dengan rasio Al/N minimum 2:1, atau jika terdapat unsur pengikat N lainnya yang cukup. Unsur pengikat N tersebut harus dicatat dalam Dokumen Inspeksi.
Sifat mekanik BS EN 10210 meliputi kekuatan luluh, kekuatan tarik, perpanjangan, dan sifat impak.
Bagian berongga harus memiliki permukaan yang halus sesuai dengan metode pembuatan yang digunakan; tonjolan, rongga, atau alur memanjang dangkal yang dihasilkan dari proses pembuatan diperbolehkan, asalkan ketebalannya berada dalam batas toleransi.
Permukaan pipa baja EN 10210 cocok untuk galvanisasi celup panas.
EN 10210 tidak mensyaratkan pengujian tekanan hidrostatik pada pipa baja.
Hal ini karena produk standar EN 10210 terutama digunakan untuk keperluan struktural dan bukan untuk sistem perpipaan yang perlu承受 tekanan.
Jika pengujian tekanan hidrostatik diperlukan, dapat merujuk pada standar EN 10216 (pipa baja tanpa sambungan) atau EN 10217 (pipa baja las).
Tidak ada persyaratan wajib dalam standar untuk melakukan NDT (Non-Destructive Testing) pada pipa baja berongga.
Jika pengujian NDT dilakukan pada pipa baja las, persyaratan berikut dapat dijadikan acuan.
Bagian yang Dilas Listrik
Untuk tabung baja penampang bulat berongga, digunakan ERW (Electric Rear-Wide).
Anda dapat memilih salah satu metode eksperimental berikut untuk pengujian.
a) EN 10246-3 hingga tingkat penerimaan E4, dengan pengecualian bahwa teknik tabung berputar/kumparan pipih tidak diperbolehkan;
b) EN 10246-5 hingga tingkat penerimaan F5;
c) EN 10246-8 hingga tingkat penerimaan U5.
Bagian yang Dilas dengan Busur Terendam
Untuk tabung baja penampang bulat berongga, metode yang digunakan adalah LSAW dan SSAW.
Sambungan las pada penampang berongga yang dilas dengan pengelasan busur terendam harus diuji sesuai dengan EN 10246-9 hingga tingkat penerimaan U4 atau dengan radiografi sesuai dengan EN 10246-10 dengan kelas kualitas gambar R2.
Untuk informasi lebih rinci mengenai persyaratan terkait toleransi dimensi,Silakan klik di sini untuk informasi selengkapnya..
EN 10025 - S275J0;
JIS G3106 - SM400B;
CSA G40.21 - 300W;
Saat memilih material yang setara dengan EN 10210 S275J0H, perbandingan rinci komposisi kimia dan sifat mekanik harus dilakukan untuk memastikan bahwa material yang dipilih memenuhi persyaratan khusus proyek tersebut.
Sejak didirikan pada tahun 2014,Baja BotopTelah menjadi pemasok pipa baja karbon terkemuka di Tiongkok Utara, dikenal karena layanan prima, produk berkualitas tinggi, dan solusi komprehensif.
Perusahaan ini menawarkan berbagai macam pipa baja karbon dan produk terkait, termasuk pipa baja tanpa sambungan, ERW, LSAW, dan SSAW, serta rangkaian lengkap fitting dan flensa pipa. Produk khusus perusahaan juga mencakup paduan bermutu tinggi dan baja tahan karat austenitik, yang dirancang untuk memenuhi tuntutan berbagai proyek jalur pipa.















