



EN 10219 S275J0H dan S275J2Hmerupakan profil berongga struktural las yang dibentuk dingin, terbuat dari baja non-paduan sesuai dengan EN 10219.
Keduanya memiliki kekuatan luluh minimum 275MPa (ketebalan dinding ≤16mm). Perbedaan utamanya terletak pada sifat impak: S275J0H memiliki energi impak minimum 27 J pada 0°C, sedangkan S275J2H memiliki energi impak minimum 27 J pada -20°C.
Cocok untuk aplikasi pada bangunan dan struktur teknik yang承受 beban yang lebih ringan.
BS EN 10219 adalah Standar Eropa EN 10219 yang diadopsi oleh Inggris.
Ketebalan dinding ≤40mm, Diameter luar ≤2500mm.
CFCHS adalah singkatan dari Cold-Formed Circular Hollow Section (Bagian Berongga Melingkar yang Dibentuk Dingin).
Standar EN 10219 mencakup berbagai macam bentuk baja struktural berongga, termasuk bulat, persegi, persegi panjang, dan oval, untuk memenuhi berbagai kebutuhan penggunaan.
Baja BotopPerusahaan kami mengkhususkan diri dalam menyediakan tabung baja penampang bulat berongga dalam berbagai ukuran dan proses untuk memenuhi berbagai aplikasi industri, memastikan bahwa kebutuhan spesifik pelanggan kami dapat terpenuhi.
Sejak didirikan pada tahun 2014,Baja BotopTelah menjadi pemasok pipa baja karbon terkemuka di Tiongkok Utara, dikenal karena layanan prima, produk berkualitas tinggi, dan solusi komprehensif.
Perusahaan ini menawarkan berbagai macam pipa baja karbon dan produk terkait, termasukSMLS, ERW, LSAW, DanGergajipipa baja, serta rangkaian lengkap fitting dan flensa pipa. Produk-produk spesialnya juga mencakup paduan bermutu tinggi dan baja tahan karat austenitik, yang dirancang untuk memenuhi tuntutan berbagai proyek perpipaan.
Kami berharap dapat menjalin hubungan kerja sama dengan Anda dan menciptakan masa depan yang saling menguntungkan bersama.
Baja mentah untuk pembuatan profil berongga hasil pembentukan dingin telah dioksidasi dan harus memenuhi kondisi pengiriman tertentu.
Persyaratan yang relevan untuk S275J0H dan S275J2H adalahFF(Baja yang telah sepenuhnya dihilangkan kandungan logamnya dan mengandung unsur pengikat nitrogen dalam jumlah yang cukup untuk mengikat nitrogen yang tersedia (misalnya, minimal 0,020% total Al atau 0,015% Al terlarut)).
Kondisi pengiriman: Digulung atau dinormalisasi/digulung dinormalisasi (N) untuk baja JR, J0, J2, dan K2.
Pipa baja sesuai standar EN 10219 dapat diproduksi dengan dua cara:ERW(pengelasan resistansi listrik) danGERGAJI(Pengelasan busur terendam) proses manufaktur.
ProduksiTabung ERWmemiliki keunggulan karena lebih cepat dan relatif lebih terjangkau, serta sering dipilih untuk proyek yang membutuhkan produksi skala besar dan efektivitas biaya yang tinggi.
ERWTabung biasanya digunakan untuk menghasilkan diameter yang lebih kecil dan ketebalan dinding yang lebih tipis, sedangkanGERGAJITabung lebih cocok untuk diameter yang lebih besar dan dinding yang lebih tebal. Silakan pilih jenis pipa baja yang sesuai untuk proyek Anda.

Pipa ERW yang diproduksi sesuai dengan standar EN 10219 biasanya tidak memerlukan pemangkasan las internal.
Hal ini karena pipa EN 10219 terutama digunakan dalam aplikasi struktural, seperti konstruksi dan teknik mesin, di mana persyaratan untuk tampilan las biasanya kurang ketat dibandingkan dengan bejana tekan atau pipa bertekanan tinggi. Oleh karena itu, selama kekuatan dan integritas las memenuhi persyaratan standar, las internal dapat digunakan tanpa pemangkasan tambahan.
Tidak dilakukan perlakuan panas lanjutan, kecuali jika lasan tersebut dalam kondisi terlas atau telah diberi perlakuan panas.
Analisis Coran (Komposisi Kimia Bahan Baku)
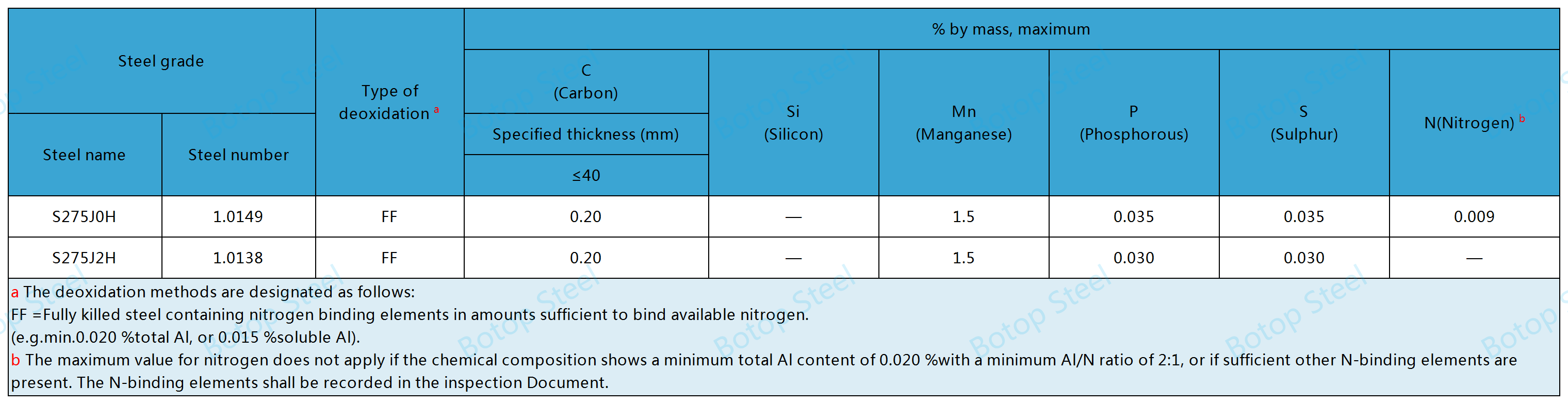
Baik S275J0H maupun S275J2H memiliki nilai setara karbon (CEV) maksimum sebesar 0,40%.
S725J0H dan S275J2H dengan CEV maksimum 0,4% menunjukkan kemampuan pengelasan yang lebih baik dengan risiko pengerasan dan keretakan yang lebih rendah selama pengelasan.
Hal ini juga dapat dihitung menggunakan rumus berikut:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
Analisis Produk (Komposisi Kimia Produk Jadi)
Selama proses produksi baja, komposisi kimianya dapat berubah karena sejumlah alasan, dan perubahan ini dapat memengaruhi sifat dan kualitas baja.

Komposisi kimia akhir pipa baja jadi harus sesuai dengan komposisi kimia hasil pengecoran dan penyimpangan yang diizinkan.
Parameter sifat mekanik meliputi kekuatan luluh, kekuatan tarik, perpanjangan, dan kekuatan impak.
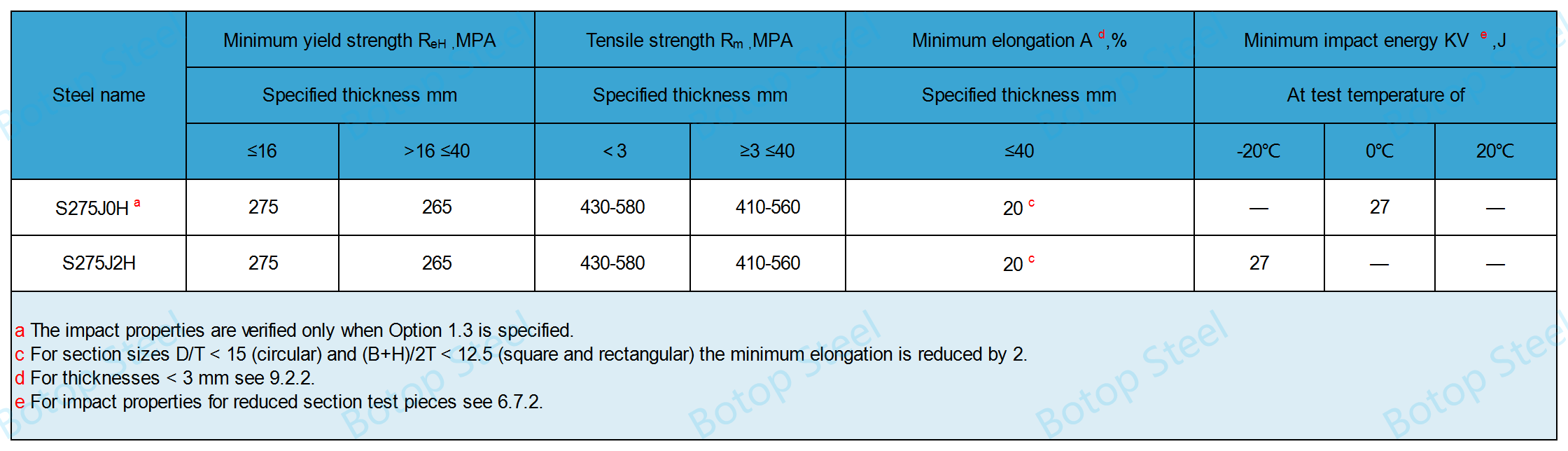
Proses anil penghilang tegangan pada suhu lebih dari 580 ℃ atau selama lebih dari satu jam dapat menyebabkan penurunan sifat mekanik.
Catatan:
Pengujian benturan tidak diperlukan jika ketebalan yang ditentukan kurang dari 6 mm.
Sifat tahan benturan dari tabung kualitas JR dan J0 tidak diverifikasi kecuali dinyatakan secara khusus.
Pengujian las pada pipa baja ERW sesuai standar EN 10219 dapat dilakukan dengan memilih salah satu opsi berikut.
EN 10246-3 hingga tingkat penerimaan E4, dengan pengecualian bahwa teknik tabung berputar/kumparan pipih tidak diperbolehkan;
EN 10246-5 hingga tingkat penerimaan F5;
EN 10246-8 hingga tingkat penerimaan U5.
Perhitungan berat teoritis tabung EN 10219 dapat didasarkan pada kepadatan tabung sebesar 7,85 kg/dm³.
M=(DT)×T×0.02466
M adalah massa per satuan panjang;
D adalah diameter luar yang ditentukan, satuannya dalam mm;
T adalah ketebalan dinding yang ditentukan, satuannya dalam mm.
Toleransi pada Bentuk, Kelurusan, dan Massa

Toleransi Panjang

Tabung penampang berongga yang diproduksi sesuai dengan standar EN 10219 dapat dilas.
Saat pengelasan, retak dingin di zona las merupakan risiko utama seiring dengan peningkatan ketebalan, tingkat kekuatan, dan CEV produk. Retak dingin disebabkan oleh kombinasi beberapa faktor:
kadar hidrogen yang mudah berdifusi tinggi dalam logam las;
struktur rapuh di zona yang terkena panas;
konsentrasi tegangan tarik yang signifikan pada sambungan las.
Permukaan pipa baja harus halus dan bebas dari segala cacat yang dapat memengaruhi kinerja produk, seperti retak, lubang, goresan, atau korosi.
Tonjolan, alur, atau alur memanjang dangkal yang dihasilkan oleh proses manufaktur dapat diterima selama ketebalan dinding yang tersisa berada dalam batas toleransi, cacat tersebut dapat dihilangkan dengan penggerindaan, dan ketebalan dinding yang diperbaiki memenuhi persyaratan ketebalan minimum.
Baja BotopTidak hanya menawarkan pipa baja berkualitas tinggi sesuai dengan standar EN 10219, perusahaan ini juga menawarkan berbagai pilihan pelapisan permukaan pipa baja untuk memenuhi kebutuhan spesifik pelanggannya dalam berbagai proyek teknik. Pelapisan ini dirancang untuk meningkatkan ketahanan korosi pipa dan memberikan perlindungan tambahan, sehingga memperpanjang masa pakainya.

Galvanisasi celup panas
Lapisan 3LPE (HDPE)

Pelapisan FBE

Lapisan Pernis

Lapisan Cat

Lapisan Pemberat Semen
Komponen jembatan: struktur penahan beban non-utama yang digunakan pada jembatan, seperti pagar dan parapet.
Pilar-pilar arsitektur: kolom dan balok penyangga yang digunakan dalam bangunan dan teknik sipil.
Sistem perpipaan: pipa untuk pengangkutan cairan dan gas, terutama dalam aplikasi yang membutuhkan tingkat fleksibilitas dan ketahanan terhadap korosi.
Struktur sementara: penyangga dan kerangka sementara yang cocok untuk lokasi konstruksi dan teknik.
Aplikasi ini memanfaatkan sifat mekanik dan kemampuan pengelasan yang sangat baik dari S275J0H dan S275J2H untuk memenuhi kebutuhan struktur yang ringan namun stabil.
ASTM A500:Spesifikasi Standar untuk Pipa Struktur Baja Karbon Las dan Tanpa Sambungan yang Dibentuk Dingin dalam Bentuk Bulat dan Berbagai Bentuk.
ASTM A501Spesifikasi Standar untuk Pipa Struktur Baja Karbon Las dan Tanpa Sambungan yang Dibentuk Panas.
EN 10210: Profil berongga struktural hasil akhir panas dari baja non-paduan dan baja butir halus.
EN 10219: Profil berongga struktural hasil pengelasan yang dibentuk dingin dari baja non-paduan dan baja butir halus.
JIS G 3466: Pipa persegi dan persegi panjang dari baja karbon untuk struktur umum.
AS/NZS 1163: Profil baja struktural berongga yang dibentuk dingin.
Standar-standar ini banyak digunakan di seluruh dunia, dan membantu memastikan bahwa pipa baja struktural memenuhi kriteria kinerja yang diharapkan dalam berbagai aplikasi teknik. Saat memilih standar pipa baja, penting untuk mempertimbangkan kebutuhan aplikasi spesifiknya, peraturan regional, dan persyaratan kinerja.
Pipa Baja Karbon Struktural LSAW (JCOE) ASTM A252 GR.3
Pipa Baja BS EN10210 S275J0H LSAW(JCOE)
Pipa Baja ASTM A671/A671M LSAW
Pipa Baja Karbon ASTM A672 B60/B70/C60/C65/C70 LSAW
Pipa Baja Karbon API 5L X65 PSL1/PSL 2 LSAW / Pipa Baja API 5L Grade X70 LSAW
Pipa Baja Struktural LSAW (JCOE) EN10219 S355J0H











