



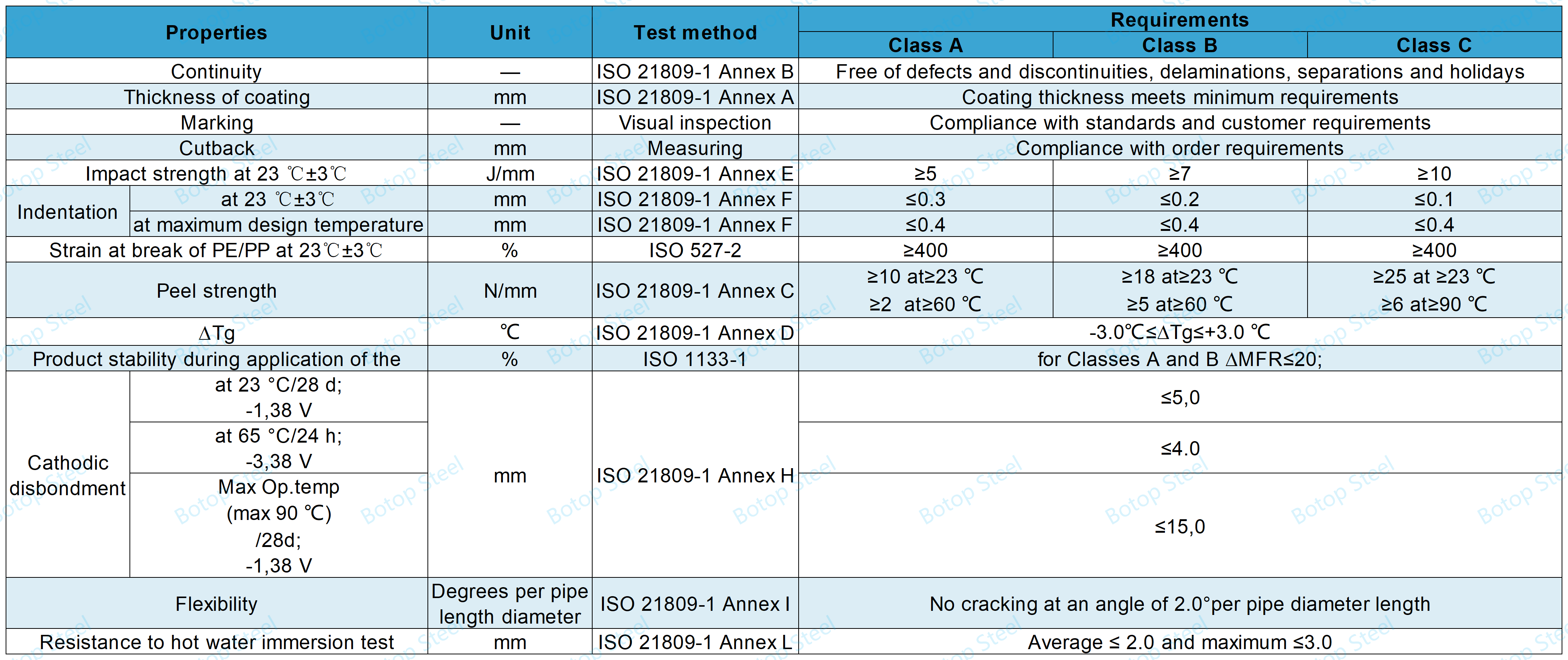
ISO 21809-1á við um grafin eða kafin leiðslukerfi í olíu- og gasiðnaði og tilgreinir kröfur um ytri tæringarvarnarhúðun.3LPE og 3LPPfyrirsoðnar og óaðfinnanlegar stálpípur.
Það eru þrír flokkar yfirborðsefna, allt eftir gerð yfirborðsefnisins:
A: LDPE (lágþéttni pólýetýlen);
B: MDPE/HDPE (meðalþéttni pólýetýlen)/(háþéttni pólýetýlen);
C: PP (pólýprópýlen).
Kröfur um eðlisþyngd fyrir hvert efni eru lýstar ítarlega í næsta undirkafla um kröfur fyrir hráefnin þrjú.
| Húðunarflokkur | Efni efsta lagsins | Hönnunarhitastig (°C) |
| A | LDPE | -20 til + 60 |
| B | MDPE/HDPE | -40 til +80 |
| C | PP | -20 til + 110 |
Húðunarkerfið skal samanstanda af þremur lögum:
1. lag: epoxy (fljótandi eða duft);
2. lag: lím;
3. lag: PE/PP efsta lag borið á með útdrátt.
Ef þörf krefur má bera á gróft lag til að auka hálkuvörn. Sérstaklega þar sem betra grip og minni hætta á að renna er nauðsynleg.
Þykkt lags epoxýplastefnis
Hámark 400 µm
Lágmark: fljótandi epoxу: lágmark 50um; FBE: lágmark 125um.
Þykkt límlags
Lágmark 150µm á pípuhluta
Heildarþykkt húðunar
Þykkt tæringarvarnarlagsins breytist með álagi á staðnum og þyngd pípunnar,og þykkt tæringarvarnarlagsins ætti að vera valin í samræmi við byggingarskilyrði, lagningaraðferð pípunnar, notkunarskilyrði og stærð pípunnar.
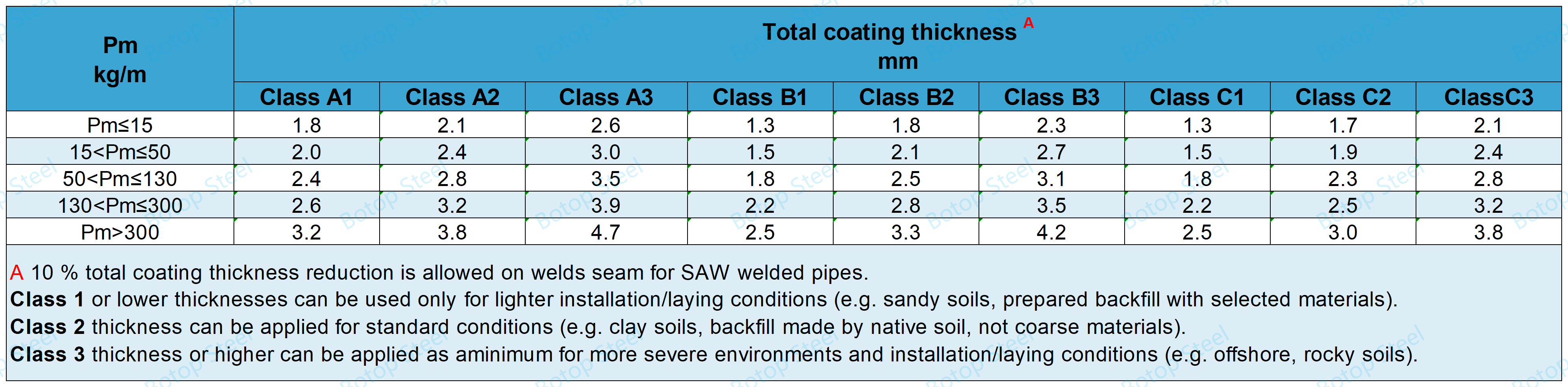
Pm er þyngd stálpípunnar á hvern metra.
sem hægt er að spyrjast fyrir um með því að hafa samband við viðkomandiþyngdartafla stálpípustaðals, eða með formúlunni:
Pm=(DT)×T×0,02466
D er tilgreint ytra þvermál, gefið upp í mm;
T er tilgreind veggþykkt, gefin upp í mm;
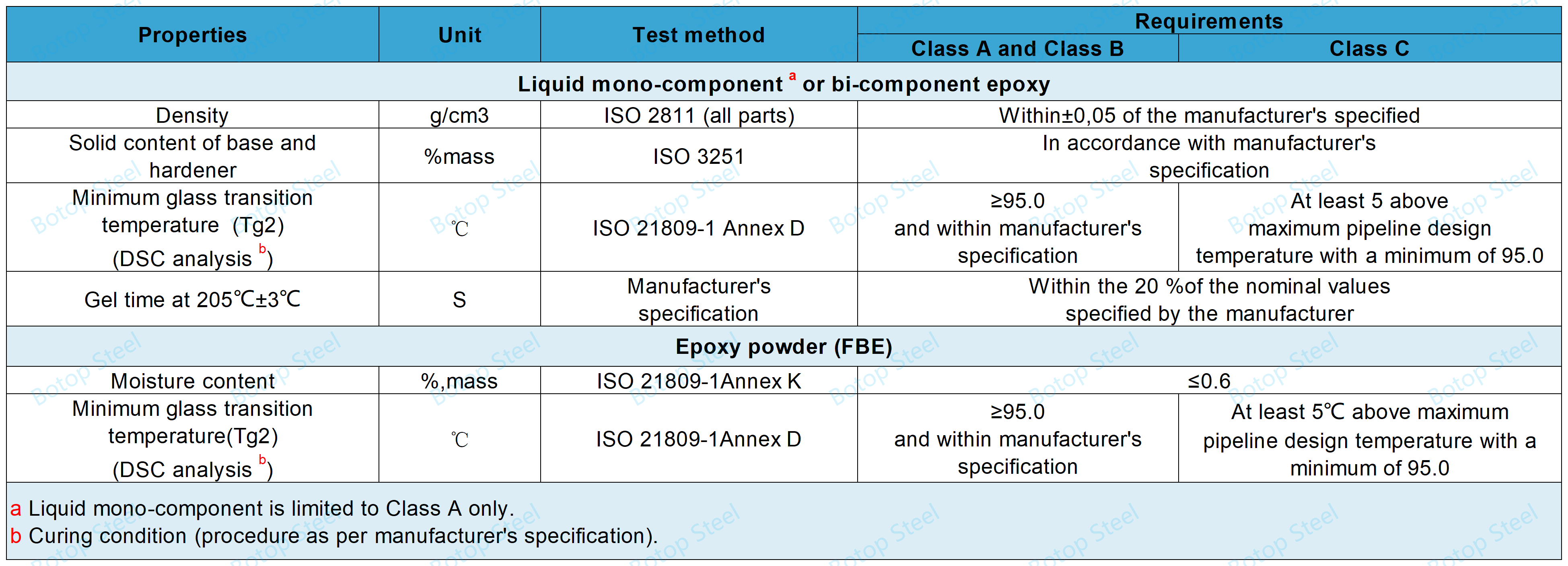
Kröfur um epoxýefnið
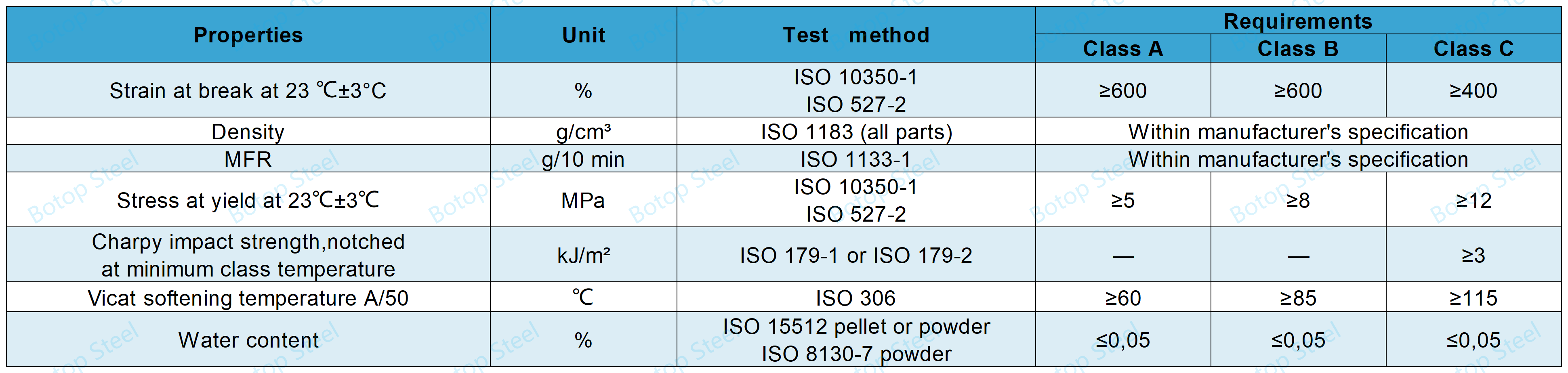
Kröfur um límefnið
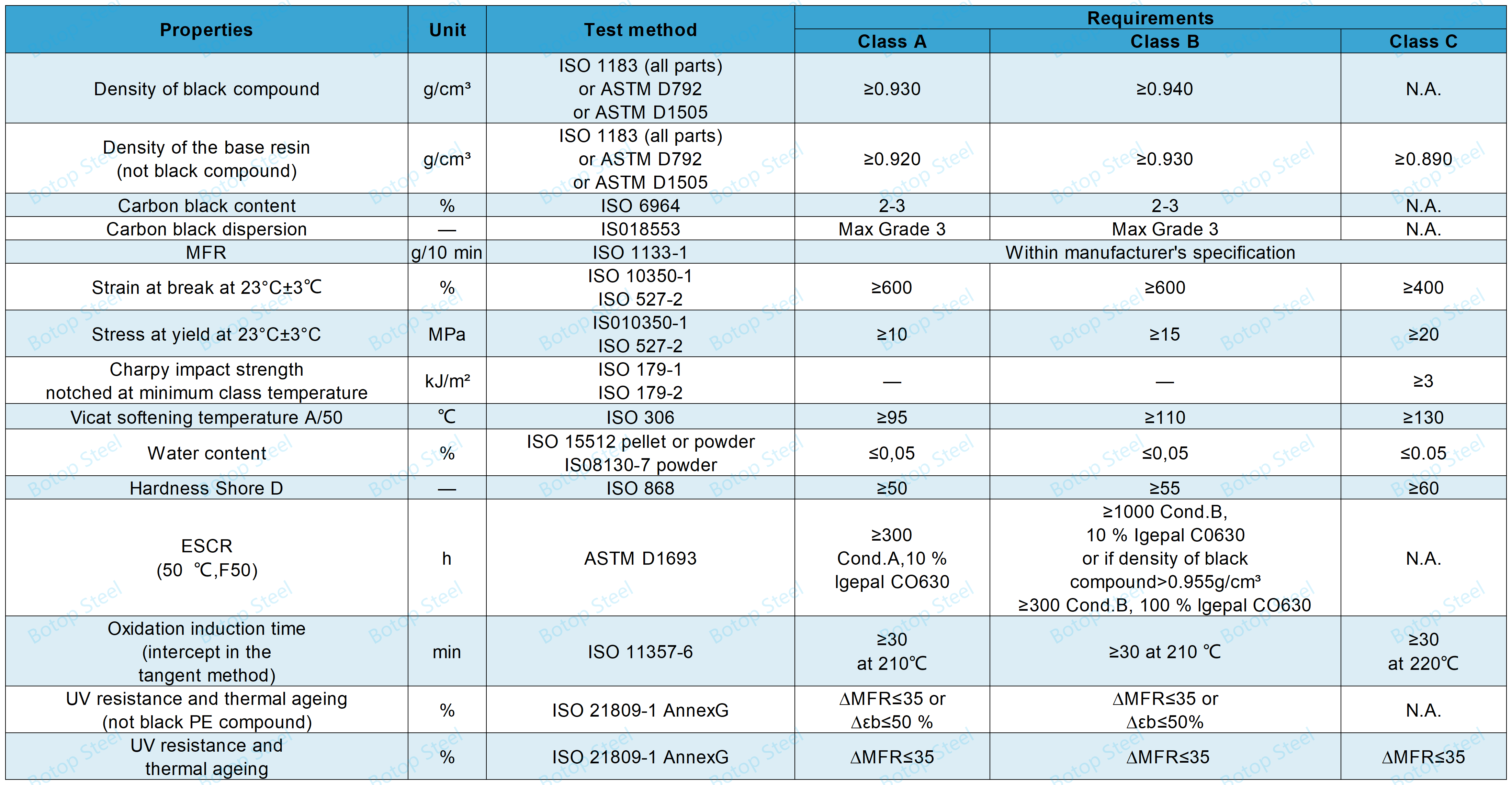
Kröfur um PE/PP efsta lag
Ryðvarnarferlið má gróflega skipta í:
1. Undirbúningur yfirborðs;
2. Húðun
3. Kæling
4. Niðurskurður
5. Merking
6. Skoðun á fullunninni vöru
1. Undirbúningur yfirborðs
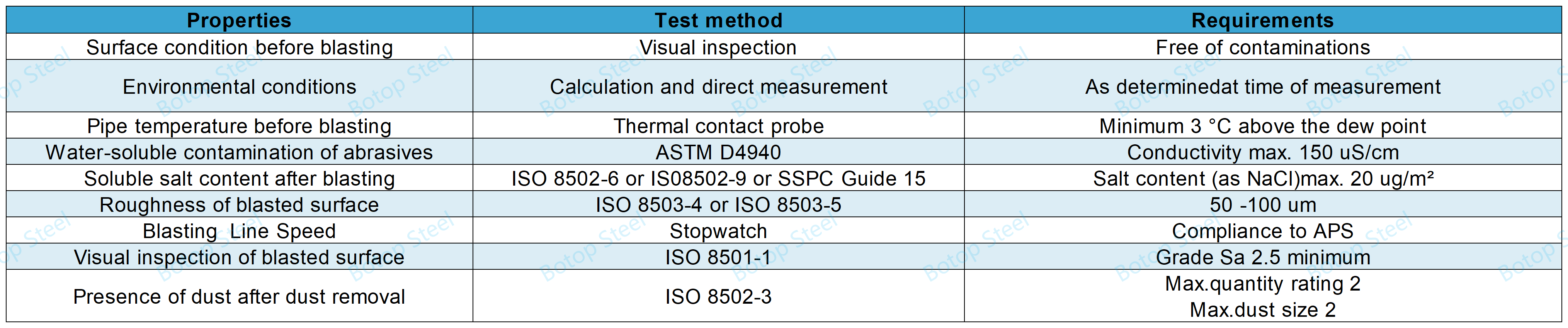
Svipaðar kröfur er að finna í SSPC og NACE stöðlunum, og eftirfarandi er almenn samsvörun:
| ISO 8501-1 | NACE | SSPC-SP | Tilnefning |
| Lau 2,5 | 2 | 10 | Hreinsun á næstum hvítum málmi með blástursþrýstibúnaði |
| Lau 3 | 1 | 5 | Hreinsun á hvítmálmi með blástursþrýstibúnaði |
Vinsamlegast athugið að áhrif Sa 2.5 eru ekki föst eftir tæringargráðu stálpípunnar, sem er flokkuð sem A, B, C og D, sem samsvara 4 áhrifum.
2. Húðunaráferð
Gakktu úr skugga um að forhitunarhitastig og línuhraði stálpípunnar í húðunarferlinu séu viðeigandi til að ná fullri herðingu duftlakksins og tryggja viðloðun húðarinnar sem og stjórna þykkt húðarinnar.
Þykkt tæringarvarnarlagsins tengist einnig breytum húðunarbúnaðarins.
3. Kæling
Kæla skal húðina niður í hitastig sem kemur í veg fyrir skemmdir við meðhöndlun við frágang og lokaskoðun.
Almennt er kælihitastig 3LPE ekki meira en 60 ℃ og kælihitastig 3LPP verður aðeins hærra.
4. Niðurskurður
Fjarlægja skal ákveðinn hluta af húðuninni af báðum endum rörsins og ekki skáhalla tæringarvörnina í meira en 30° halla til að koma í veg fyrir hugsanlegar skemmdir á tæringarvörninni við suðu.
5. Merking
Fylgni við staðla og kröfur viðskiptavina.
Þessar merkingar ættu að vera sjablonaðar eða málaðar til að tryggja að letrið sé skýrt og dofni ekki.
6. Skoðun á fullunninni vöru
Ítarleg skoðun á fullunnum tæringarvörnum pípum til að uppfylla kröfur ISO 21809-1.
3LPE forrit
3LPE húðanir bjóða upp á mikla efnaþol, framúrskarandi vélræna vörn sem og góða endingu og lágan viðhaldskostnað.
Það hentar vel fyrir grafnar eða neðansjávar leiðslur sem krefjast mikillar tæringarþols og vélrænnar verndar í jarðvegs- og vatnsumhverfi.
Algengt er að nota það í pípulagnir til flutnings á olíu, gasi og vatni.
3LPP forrit
3LPP húðun hefur meiri hitaþol og framúrskarandi efnafræðilegan stöðugleika en pólýetýlen. Hins vegar getur hún orðið brothætt við lágt hitastig.
Hentar fyrir hærra hitastig og krefjandi umhverfi, svo sem pípulagnir á heitari svæðum eða nálægt efnavinnslustöðvum.
Venjulega notað í olíu- og gasleiðslukerfum þar sem krafist er háhitaþols.
DIN 30670Pólýetýlenhúðun á stálpípum og tengihlutum.
Þetta er þýskur iðnaðarstaðall sérstaklega fyrir pólýetýlenhúðun fyrir stálpípur og tengihluti þeirra.
DIN 30678Pólýprópýlenhúðun á stálrörum.
Pólýprópýlen húðunarkerfi sérstaklega fyrir stálrör.
GB/T 23257Staðlar fyrir pólýetýlenhúðunartækni á grafnum stálpíplum.
Þetta er landsstaðall í Kína sem nær yfir pólýetýlenhúðunartækni fyrir grafnar stálleiðslur.
CSA Z245.21Ytri húðun stálpípa, borin á í verksmiðjum.
Þetta er staðall frá Kanadísku staðlasamtökunum (CSA) sem tilgreinir kröfur um ytri pólýetýlenhúðun sem notuð er til að vernda stálpípur.
Ítarleg vöruumfjöllunVið bjóðum upp á mikið úrval af kolefnisstálpípum, allt frá einföldum til fullkomnari málmblöndu, til að mæta fjölbreyttum þörfum þínum.
HágæðatryggingAllar vörur uppfylla alþjóðlega gæðastaðla, svo sem ISO 21809-1, sem eru sérstaklega hannaðir fyrir kröfur olíu- og gasiðnaðarins um tæringarvörn.
Sérsniðin þjónustaVið bjóðum ekki aðeins upp á staðlaðar vörur, heldur er einnig hægt að aðlaga ryðvarnarefni og stálpípur að kröfum verkefnisins og umhverfisaðstæðum til að tryggja bestu mögulegu afköst og hagkvæmni.
Tæknileg aðstoð og þjónusta við viðskiptaviniSérfræðingateymi okkar veitir tæknilega ráðgjöf og stuðning til að hjálpa viðskiptavinum að velja bestu lausnirnar fyrir stálrör og ryðvarnarefni til að tryggja farsæla framkvæmd verkefna sinna.
Hröð viðbrögð og afhendingMeð miklum birgðum og skilvirku flutningskerfi getum við brugðist hratt við þörfum viðskiptavina og tryggt tímanlega afhendingu.
Við hlökkum til að vinna með þér að því að veita þér bestu mögulegu stálpípur og lausnir gegn tæringu fyrir verkefni þín. Hafðu samband við okkur til að fá frekari upplýsingar um vörurnar, við aðstoðum þig með ánægju við að finna bestu stálpípuvalkostinn fyrir þarfir þínar!






