



EN 10219 S275J0HおよびS275J2HEN 10219 に準拠した非合金鋼製の冷間成形溶接構造中空断面です。
どちらも最小降伏強度は275MPa(肉厚≤16mm)です。主な違いは衝撃特性です。S275J0Hは0°Cで最小衝撃エネルギーが27Jであるのに対し、S275J2Hは-20°Cで最小衝撃エネルギーが27Jです。
軽い負荷がかかる建物や土木構造物での用途に適しています。
BS EN 10219 は、英国で採用された欧州規格 EN 10219 です。
壁の厚さ≤40mm、外径≤2500mm。
CFCHS は Cold-Formed Circular Hollow Section の略称です。
EN 10219 規格は、さまざまな使用要件に合わせて、円形、正方形、長方形、楕円形など、幅広い中空構造用鋼の形状をカバーしています。
ボトップスチール当社は、幅広い産業用途に適したさまざまなサイズとプロセスの円形中空断面鋼管の提供を専門としており、お客様の特定のニーズを満たすことができます。
2014年の設立以来、ボトップスチールは、優れたサービス、高品質の製品、包括的なソリューションで知られる、中国北部の炭素鋼管の大手サプライヤーになりました。
同社は、以下の様々な炭素鋼管および関連製品を提供しています。SMLS, ERW, LSAW、 そしてSSAW鋼管、管継手、フランジのフルラインナップを揃えています。また、特殊製品には高級合金鋼やオーステナイト系ステンレス鋼も含まれており、様々なパイプラインプロジェクトの需要に合わせてカスタマイズされています。
皆様と協力関係を築き、共にwin-winの未来を築いていくことを楽しみにしております。
冷間成形中空セクションの製造用の生の鋼は脱酸されており、特定の配送条件を満たす必要があります。
S275J0HおよびS275J2Hの関連要件は次のとおりです。FF(利用可能な窒素を結合するのに十分な量の窒素結合元素を含む完全キルド鋼(例:総Alの最小0.020%または可溶性Alの0.015%))。
納入状態: JR、J0、J2、K2鋼の場合は圧延または焼ならし/焼ならし圧延(N)。
EN 10219規格の鋼管は、ERW(電気抵抗溶接)と見た(サブマージアーク溶接)製造プロセス。
の生産ERWチューブより高速で比較的安価であるという利点があり、大規模生産と高いコスト効率が求められるプロジェクトで選択されることが多いです。
ERWチューブは通常、より小さな直径とより薄い壁厚を製造するために使用されますが、見たチューブは、より大きな直径と厚い壁に適しています。プロジェクトに適した鋼管の種類をお選びください。

EN 10219 に従って製造された ERW パイプでは、通常、内部溶接トリミングは必要ありません。
これは、EN 10219規格の管が主に建設や機械工学などの構造用途に使用され、溶接部の外観に対する要件が圧力容器や高圧パイプラインに比べて通常緩いためです。したがって、溶接部の強度と完全性が規格の要件を満たしている限り、追加のトリミングなしで内部溶接を使用できます。
溶接部が溶接または熱処理された状態にある場合を除き、その後の熱処理は実行されません。
鋳造分析(原材料の化学組成)
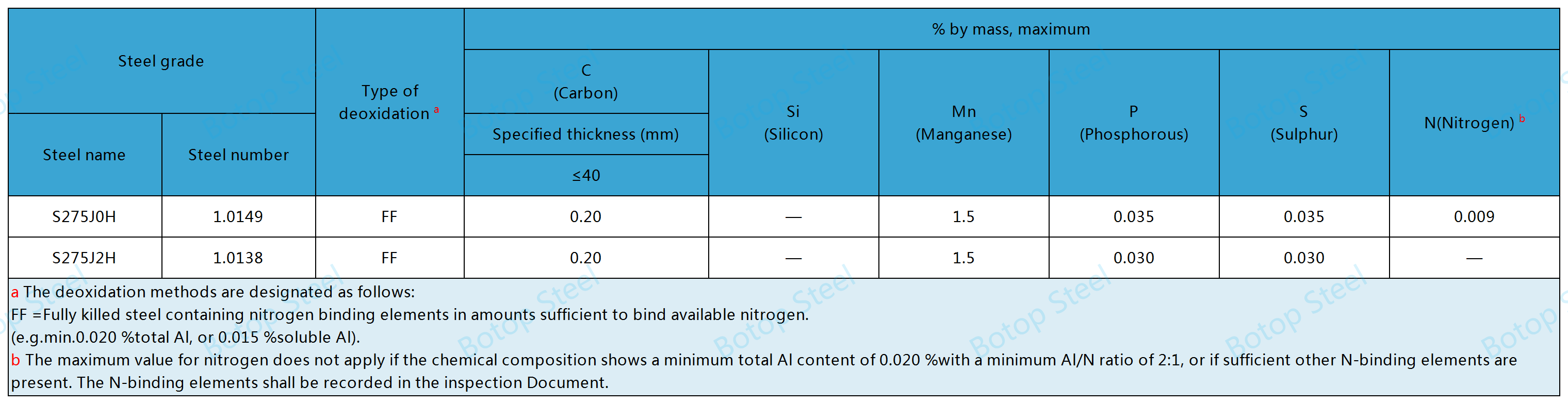
S275J0H と S275J2H はどちらも最大炭素当量値 (CEV) が 0.40% です。
最大 CEV が 0.4% の S725J0H および S275J2H は、溶接中に硬化や割れが発生するリスクが少なく、溶接性が優れています。
次の式を使用して計算することもできます。
CEV = C + Mn/6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15。
製品分析(完成品の化学組成)
鋼鉄の製造中に、さまざまな理由で化学組成が変化する可能性があり、これらの変化が鋼鉄の特性と品質に影響を及ぼす可能性があります。

最終的に完成した鋼管の化学組成は、鋳物の化学組成とその許容偏差に適合する必要があります。
機械的特性パラメータには、降伏強度、引張強度、伸び、衝撃強度が含まれます。
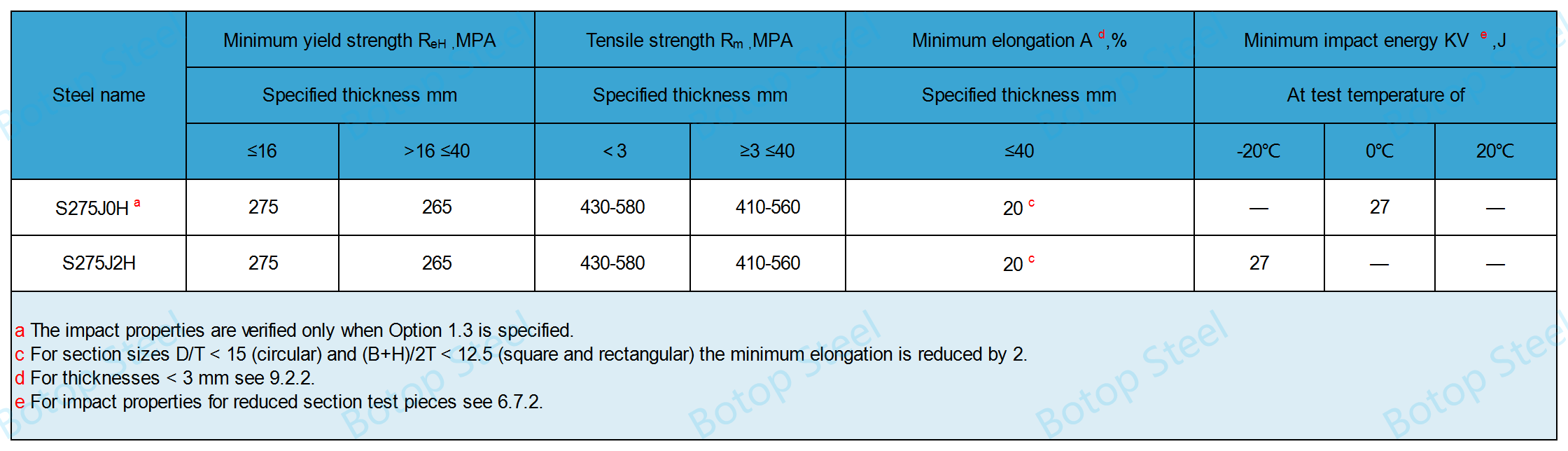
応力除去焼鈍を580℃以上または1時間以上行うと機械的特性が劣化する可能性があります。
注記:
指定された厚さが 6mm 未満の場合は、衝撃試験は必要ありません。
特に指定がない限り、JR および J0 品質のチューブの衝撃特性は検証されません。
EN 10219 ERW 鋼管の溶接は、次のいずれかを選択してテストできます。
EN 10246-3 は許容レベル E4 に準拠しますが、回転チューブ/パンケーキコイル技術は許可されません。
EN 10246-5 承認レベル F5
EN 10246-8 承認レベル U5。
EN 10219 チューブの理論重量は、チューブ密度 7.85 kg/dm³ に基づいて計算できます。
M=(DT)×T×0.02466
M は単位長さあたりの質量です。
D は指定された外径(単位は mm)です。
T は指定された壁の厚さ(単位は mm)です。
形状、真直度、質量の許容差

許容差長さ

EN 10219 に従って製造された中空断面チューブは溶接可能です。
溶接においては、製品の厚さ、強度レベル、CEVが高くなるにつれて、溶接部の冷間割れが主なリスクとなります。冷間割れは、いくつかの要因が組み合わさって発生します。
溶接金属中の拡散性水素レベルが高い。
熱影響部の脆い構造。
溶接接合部に大きな引張応力が集中します。
鋼管の表面は滑らかで、ひび割れ、穴、傷、腐食など、製品の性能に影響を与える欠陥がないようにする必要があります。
製造工程で生じた隆起、溝、または浅い縦方向の溝は、残りの壁の厚さが許容範囲内であり、欠陥を研削によって除去でき、修復された壁の厚さが最小厚さ要件を満たしている限り、許容されます。
ボトップスチールEN 10219に準拠した高品質の鋼管を提供するだけでなく、様々なエンジニアリングプロジェクトにおけるお客様の特定のニーズに合わせて、鋼管の表面コーティングについても幅広いオプションを提供しています。これらのコーティングは、鋼管の耐食性を高め、保護性能を向上することで、耐用年数を延ばすように設計されています。

溶融亜鉛めっき
3LPE(HDPE)コーティング

FBEコーティング

ニスコーティング

塗装コーティング

セメント重量コーティング
橋梁部品: 欄干や欄干など、橋梁で使用される非主要耐荷重構造。
建築柱: 建築や土木工事で使用される支柱や梁。
配管システム: 液体やガスの輸送用の配管。特に、ある程度の柔軟性と耐腐食性が求められる用途に適しています。
仮設構造物: 建設現場やエンジニアリング現場に適した一時的なサポートとフレーム。
これらの用途では、S275J0H および S275J2H の優れた機械的特性と溶接性を活用し、軽量でありながら安定した構造のニーズを満たします。
ASTM A500:冷間成形溶接シームレス炭素鋼構造用丸管および形状管の標準仕様。
ASTM A501: 熱間成形溶接およびシームレス炭素鋼構造管の標準仕様。
EN 10210: 非合金鋼および微粒子鋼の熱間仕上げ構造用中空セクション。
EN 10219: 非合金鋼および微粒子鋼の冷間成形溶接構造中空断面。
JIS G 3466: 一般構造用の炭素鋼角管および長方形管。
AS/NZS 1163: 冷間成形構造用鋼中空断面材。
これらの規格は世界中で広く使用されており、構造用鋼管が様々なエンジニアリング用途において期待される性能基準を満たすことを保証するのに役立ちます。鋼管規格を選択する際には、具体的な用途ニーズ、地域の規制、そして性能要件を考慮することが重要です。
ASTM A252 GR.3 構造用LSAW(JCOE)炭素鋼管
BS EN10210 S275J0H LSAW(JCOE)鋼管
ASTM A671/A671M LSAW鋼管
ASTM A672 B60/B70/C60/C65/C70 LSAW炭素鋼管
API 5L X65 PSL1/PSL 2 LSAW炭素鋼管 / API 5LグレードX70 LSAW鋼管
EN10219 S355J0H 構造用LSAW(JCOE)鋼管











