


ボトップスチールサプライERW鋼管からGR.B、X42、X46、GR.1、GR.2、S355J0H、S275JRH、SGPなど
| スタイル | 標準 | 学年 | 使用法 |
| ERW鋼管 | API 5L PSL1&PSL2 | GR.B、X42、X46、X52、X60、X65、X70など | 石油とガスの輸送 |
| ASTM A53 | GR.A、GR.B | ||
| ASTM A252 | GR.1、GR.2、GR.3 | 構造用(杭打ち) | |
| BS EN10210 | S275JRH、S275J0H、S355J0H、S355J2Hなど | ||
| BS EN10219 | S275JRH、S275J0H、S355J0H、S355J2Hなど | ||
| JIS G3452 | SGPなど | 輸送 低圧流体 | |
| JIS G3454 | STPG370、STPG410など | 輸送 高圧流体 | |
| JIS G3456 | STPG370、STPG410、STPG480など | 高温鋼管 |
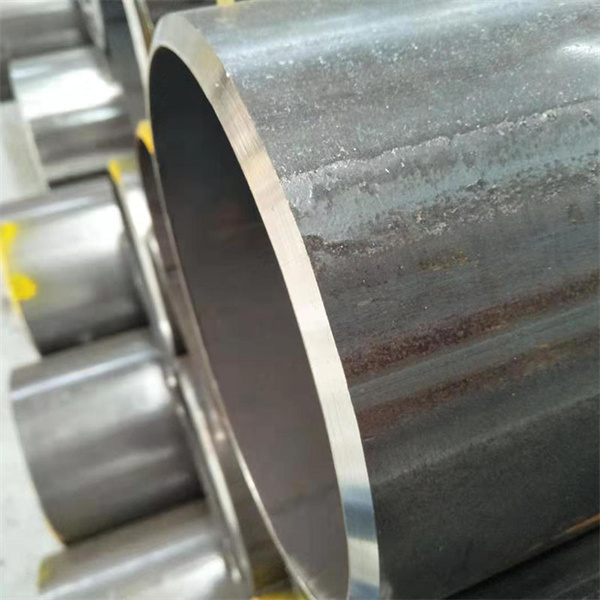
パイプ端面取り

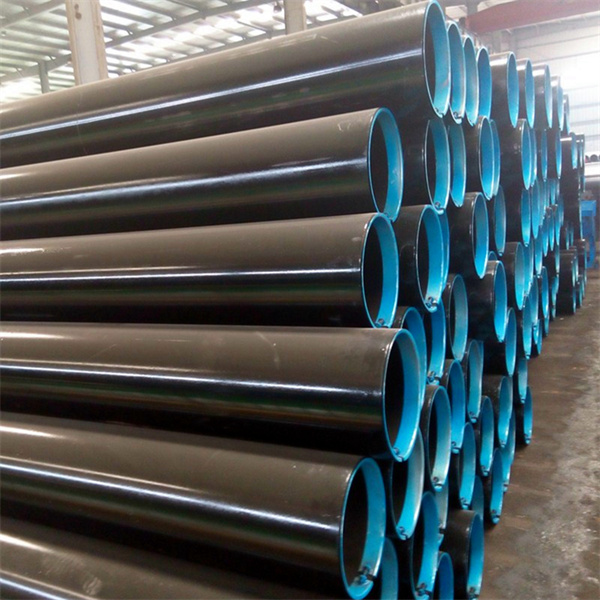
マーキング付き黒塗装

バンドルとスリング
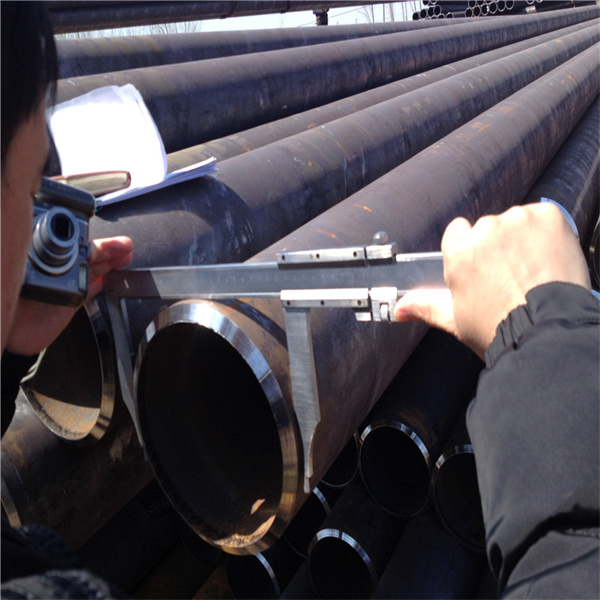
外径検査

壁厚検査

終了検査

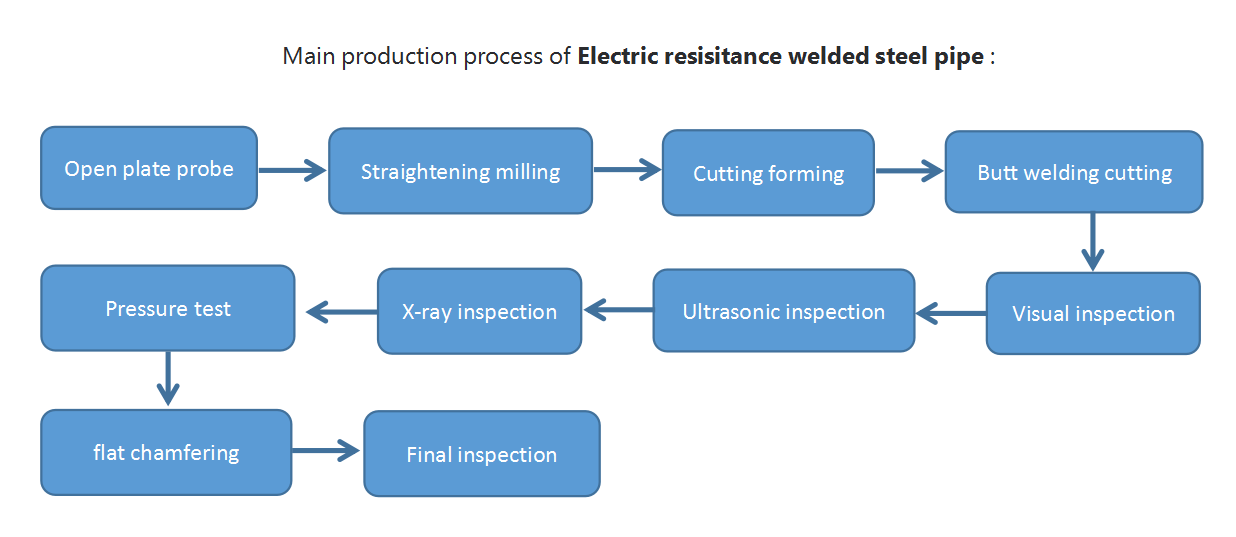
電気抵抗溶接(製造方法は電気抵抗溶接または突合せ溶接。仕上げ方法は熱間仕上げまたは冷間仕上げが可能。冷間仕上げ管は製造後焼鈍処理を施す。)
ODとWTの許容範囲
| 分割 | ODに対する耐性 | WTに対する耐性 | |
| ERW鋼管 | 10.5mm≤D≤48.6mm | ±0.5 mm | -12.5% + 指定なし |
| 直径=60.5mm | ±0.5 mm | ||
| 直径=76.3mm | ±0.7 mm | ||
| 89.1mm≤D≤139.8mm | ±0.8 mm | ||
| 直径=165.2mm | ±0.8 mm | ||
| 直径=190.7mm | ±0.9 mm | ||
| 直径=216.3mm | ±1.0 mm | ||
| 直径=241.8mm | ±1.2 mm | ||
| 直径=267.4mm | ±1.3 mm | ||
| 奥行=318.5mm | ±1.5mm | ||
| 355.6mm≤D≤508.0mm | - | ||


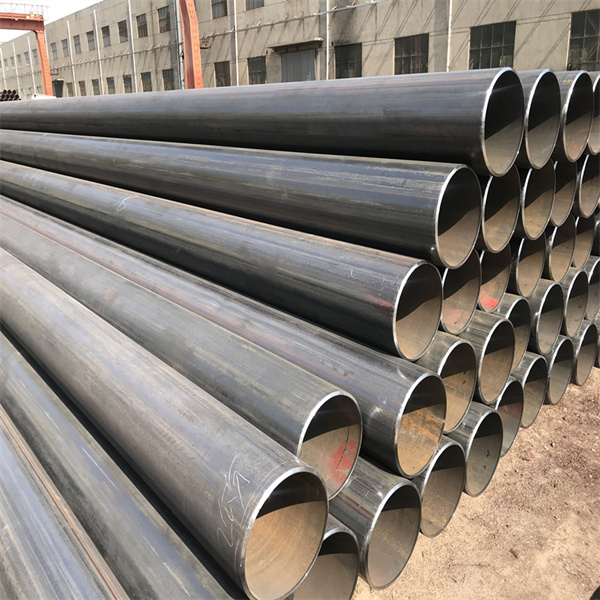
| ASTM A252 ERWパイプ | 丸型ERWパイプ |
| ASTM A53 B ERWパイプ | ERW溶接鋼管 |
| ERW鋼管杭 | ERW黒鋼管 |
| 軟鋼ERWパイプ | ERW炭素鋼管 |
ASTM A53 Gr.A & Gr. B 高温用炭素ERW鋼管
EN10210 S355J2H 構造用ERW鋼管
JIS G3454 炭素電縫鋼管 圧力配管
JIS G3452 一般配管用炭素電縫鋼管
EN10219 S275J0H S275J2H / S275JRH 構造用ERW鋼管杭





