



STPT 370は、日本の規格JIS G 3456炭素鋼管の等級であり、350℃を超える温度環境における圧力管に使用されます。継目無鋼管または電気抵抗溶接(ERW)法による溶接管のいずれかとなります。STPT 370材の機械的特性は、最小引張強度370 MPa、最小降伏強度215 MPaです。
JIS G 3456規格に適合する鋼管の製造・供給業者をお探しなら、ぜひ当社にご相談ください。喜んでお手伝いさせていただきます。
外径10.5mm~660.4mm(6A~650A)(1/8B~26B)に適合します。
AとBは、日本の規格における呼び径の表記方法です。具体的には、AはDN、BはNPSに対応します。
JIS G 3456 STPT 370は、シームレス製造工程または電気抵抗溶接(ERW)プロセス。
製造工程も、さまざまな使用環境に対応するためにさまざまな仕上げ方法に対応しています。
| グレードの記号 | 製造工程のシンボル | |
| パイプ製造工程 | 仕上げ方法 | |
| JIS G 3456 STPT370 | シームレス: S | 熱間仕上げ:H 冷間仕上げ:C |
| 電気抵抗溶接:E 突合せ溶接:B | 熱間仕上げ:H 冷間仕上げ:C 電気抵抗溶接の場合:G | |
STPT 370 は熱処理が必要です。
1. 熱間仕上げシームレス鋼管:製造時に必要に応じて低温焼鈍または焼きならし処理を施すことができます。
2. 冷間仕上げシームレス鋼管:低温焼鈍または焼ならし処理。
3. 熱間仕上げ電気抵抗溶接鋼管:製造時に必要に応じて低温焼鈍または焼きならし処理を施すことができます。
4. 冷間仕上げ電縫鋼管および電縫鋼管:低温焼鈍または焼ならし処理。
| グレードの記号 | C | Si | Mn | P | S |
| JIS G 3456 STPT370 | 最大0.25% | 0.10~0.35% | 0.30~0.90% | 最大0.035% | 最大0.035% |
必要に応じて、追加の要素を追加できます。
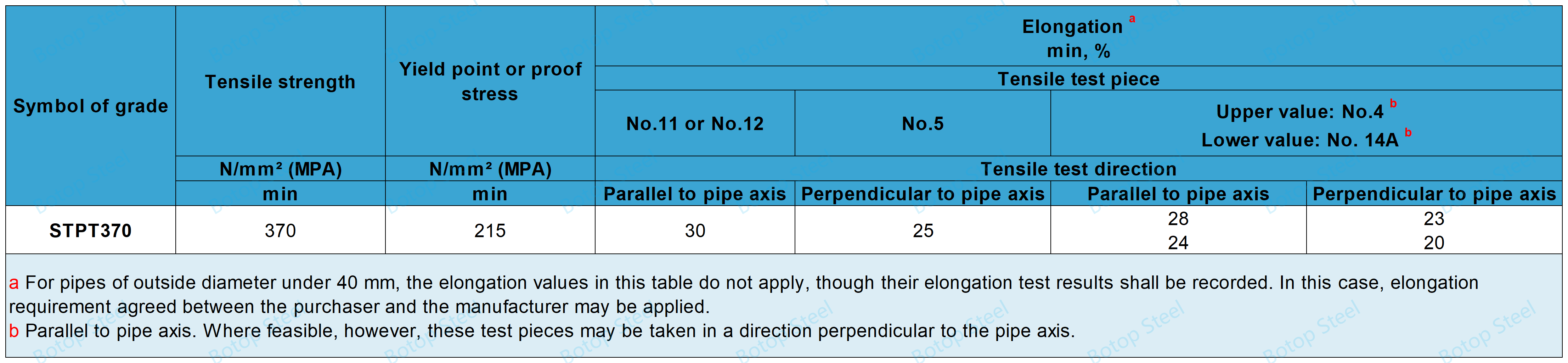
引張強度、降伏点または耐力、伸び
平坦化プロパティ
外径60.5mm以上のパイプに適しています。
試験片は2つのプラットフォームの間に置かれ、平らに伸ばされます。2つのプレート間の距離がH鋼管試験片の表面に亀裂は発生していない。
H = 1.08t/(0.08+t/D)
н: プラテン間の距離 (mm)。
t:パイプの壁の厚さ(mm)
D: パイプの外径(mm)
曲げやすさ
外径60.5mm以下の鋼管に適しています。
試験片をマンドレルの周囲にパイプの外径の 6 倍の内半径まで曲げて試験片を検査しますが、亀裂は見つかりません。
| 公称壁厚 | スケジュール番号: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| 最小水圧試験圧力、Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
鋼管の外径および肉厚が標準サイズでない場合は、以下の方法で適切な規格グレードを決定できます。
まず、非標準サイズに最も近い標準スケジュールグレードを選択し、次に P 値を計算して仕様グレードを決定します。
どちらの方法でも、より小さい値を最終仕様グレードとして選択する必要があります。
P = 2st/D
P: 試験圧力(MPa)
t:パイプの壁の厚さ(mm)
D: パイプの外径(mm)
s: 降伏点または耐力の規定最小値の60%
一般的な非破壊検査方法には、超音波検査 (UT) と渦電流検査 (ET) があります。
超音波検査を実施する場合は、JIS G 0582 を参考にし、検査結果が UD クラスの基準値以上である場合に不合格とします。
渦流検査を実施する場合は、JIS G 0583 を参照してください。検査結果が EY クラスの参照基準と同等またはそれを超える場合は、不合格とみなされます。
2014年の設立以来、ボトップスチールは、優れたサービス、高品質の製品、包括的なソリューションで知られる、中国北部の炭素鋼管の大手サプライヤーになりました。
当社は、シームレス鋼管、ERW鋼管、LSAW鋼管、SSAW鋼管を含む多様な炭素鋼管および関連製品に加え、管継手やフランジも幅広く取り揃えています。また、特殊製品として、高級合金鋼やオーステナイト系ステンレス鋼も取り扱っており、様々なパイプラインプロジェクトの需要に合わせてカスタマイズされています。
どうぞお気軽にお問い合わせください。喜んでご質問にお答えいたします。










