



JIS G 3461 鋼管シームレス(SMLS)または電気抵抗溶接(ERW)炭素鋼管で、主にボイラーや熱交換器に使用され、管の内外の熱交換を実現するなどの用途に使用されます。
STB340JIS G 3461規格の炭素鋼管のグレードです。引張強度は340MPa以上、降伏強度は175MPa以上です。
強度、熱安定性、適応性、相対的な耐腐食性、コスト効率、加工性に優れているため、多くの産業用途に最適な材料です。
JIS G 34613つのグレードがあります。STB340、STB410、STB510。
STB340最小引張強度:340 MPa、最小降伏強度:175 MPa。
STB410最小引張強度: 410 MPa、最小降伏強度: 255 MPa。
STB510:最小引張強度: 510 MPa、最小降伏強度: 295 MPa。
実際、JIS G 3461 の等級は鋼管の最小引張強度に応じて分類されていることを知ることは難しくありません。
材料のグレードが上がると、引張強度と降伏強度もそれに応じて増加し、より厳しい作業環境でのより高い負荷と圧力に耐えることができるようになります。
外径15.9~139.8mm。
ボイラーや熱交換器の用途では、通常、それほど大きな管径は必要ありません。管径が小さいほど、熱伝達のための表面積と体積の比率が高くなり、熱効率が向上します。これにより、熱エネルギーをより速く、より効率的に伝達できます。
チューブは以下から製造されるものとする。キルドスチール.
パイプの製造方法と仕上げ方法の組み合わせ。

詳細には、次のように分類できます。
熱間仕上げシームレス鋼管:SH
冷間仕上げシームレス鋼管:SC
電気抵抗溶接鋼管:EG
熱間仕上げ電縫鋼管:EH
冷間仕上げ電気抵抗溶接鋼管:EC
熱仕上げシームレスの生産フローをご紹介します。

シームレス鋼管の製造方法としては、外径30mm以上のシームレス鋼管を熱間仕上げ製法で製造するものと、外径30mm以下の冷間仕上げ製法で製造するものに大別されます。

熱分析方法は、JIS G 0320の規格に準じるものとする。
特定の特性を得るために、これ以外の合金元素を添加することもあります。
製品を分析したとき、管の化学成分の偏差値は、継目無鋼管についてはJIS G 0321の表3、抵抗溶接鋼管についてはJIS G 0321の表2の規定に適合しなければならない。
| グレードの記号 | C(炭素) | Si(シリコン) | Mn(マンガン) | P(リン) | S(硫黄) |
| 最大 | 最大 | 最大 | 最大 | ||
| STB340 | 0.18 | 0.35 | 0.30~0.60 | 0.35 | 0.35 |
| 購入者は、Si の量を 0.10% ~ 0.35% の範囲で指定できます。 | |||||
STB340 の化学組成は、適切な機械的特性と加工性を確保するとともに、溶接や高温環境での用途に適した材料となるように設計されています。
| グレードの記号 | 引張強度a | 降伏点または耐力 | 伸び(最小)、% | ||
| 外径 | |||||
| 10mm未満 | ≥10mm <20mm | ≥20mm | |||
| N/mm²(MPA) | N/mm²(MPA) | 試験片 | |||
| 11番 | 11番 | 11号/12号 | |||
| 分 | 分 | 引張試験方向 | |||
| チューブ軸に平行 | チューブ軸に平行 | チューブ軸に平行 | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
注記:熱交換器用チューブに限り、購入者は必要に応じて引張強度の最大値を指定することができる。この場合、最大引張強度の値は、この表の値に120 N/mm²を加えた値とする。
肉厚8mm以下の管について試験片No.12の引張試験を行った場合。
| グレードの記号 | 使用した試験片 | 伸長 最小、% | ||||||
| 壁の厚さ | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STB340 | 12番 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
この表の伸び値は、管壁の厚さが8mmから1mm減少するごとに、表4に示す伸び値から1.5%を差し引き、その結果をJIS Z 8401のA則に従って整数に丸めて計算します。
試験方法はJIS Z 2245による。試験片の硬さは、試験片1個につき断面または内面の3箇所で測定する。
| グレードの記号 | ロックウェル硬度(3点の平均値) HRBW |
| STB340 | 最大77。 |
| STB410 | 最大79。 |
| STB510 | 最大92。 |
この試験は、肉厚2mm以下の鋼管には行わない。電縫溶接鋼管の場合は、溶接部及び熱影響部以外の部分で試験を行う。
継目無鋼管には適用されません。
試験方法 試験片を機械にセットし、2 つのプラットフォーム間の距離が規定値 H に達するまで平らにします。次に、試験片に亀裂がないか確認します。
重要な抵抗溶接パイプをテストする場合、溶接部とパイプの中心を結ぶ線は圧縮方向に対して垂直になります。
H=(1+e)t/(e+t/D)
H: プラテン間の距離(mm)
t: チューブの壁の厚さ(mm)
D: チューブの外径(mm)
え:チューブのグレードごとに定義された定数。STB340: 0.09、STB410: 0.08、STB510: 0.07。
継目無鋼管には適用されません。
試験片の一端を室温(5℃~35℃)で円錐形の工具を使用して60°の角度でフレア加工し、外径が1.2倍に拡大されるまで押し広げ、亀裂の有無を検査します。
この要件は、外径が 101.6 mm を超えるチューブにも適用されます。
フレアリング試験を実施する場合、逆平坦化試験は省略できる。
パイプの一端から長さ 100 mm の試験片を切り取り、円周の両側で溶接線から 90° の角度で半分に切断し、溶接部を含む半分を試験片とします。
室温(5 °C ~ 35 °C)で、試験片を溶接部を上にして平らにし、試験片の溶接部に亀裂がないか検査します。
すべての鋼管は水圧または非破壊検査を受ける必要があるパイプの品質と安全性を確保し、使用基準を満たすこと。
油圧テスト
パイプ内部を最低圧力P以上(P最大10MPa)の圧力に5秒以上保持し、パイプが漏れなく圧力に耐えられることを確認します。
P=2st/D
P: 試験圧力 (MPa)
t:チューブの壁の厚さ(mm)
D: チューブの外径(mm)
s: 降伏点または耐力の規定最小値の60%。
非破壊検査
鋼管の非破壊検査は、超音波または渦電流検査.
のために超音波検査特性、UDクラスの参照標準を含む参照サンプルからの信号は、JIS G 0582警報レベルとみなされ、警報レベル以上の基本信号を持つものとする。
標準検出感度は渦電流検査はEU、EV、EW、またはEXカテゴリーで指定されるものとする。JIS G 0583当該カテゴリーの参照標準を含む参照サンプルからの信号と同等以上の信号が存在してはならない。

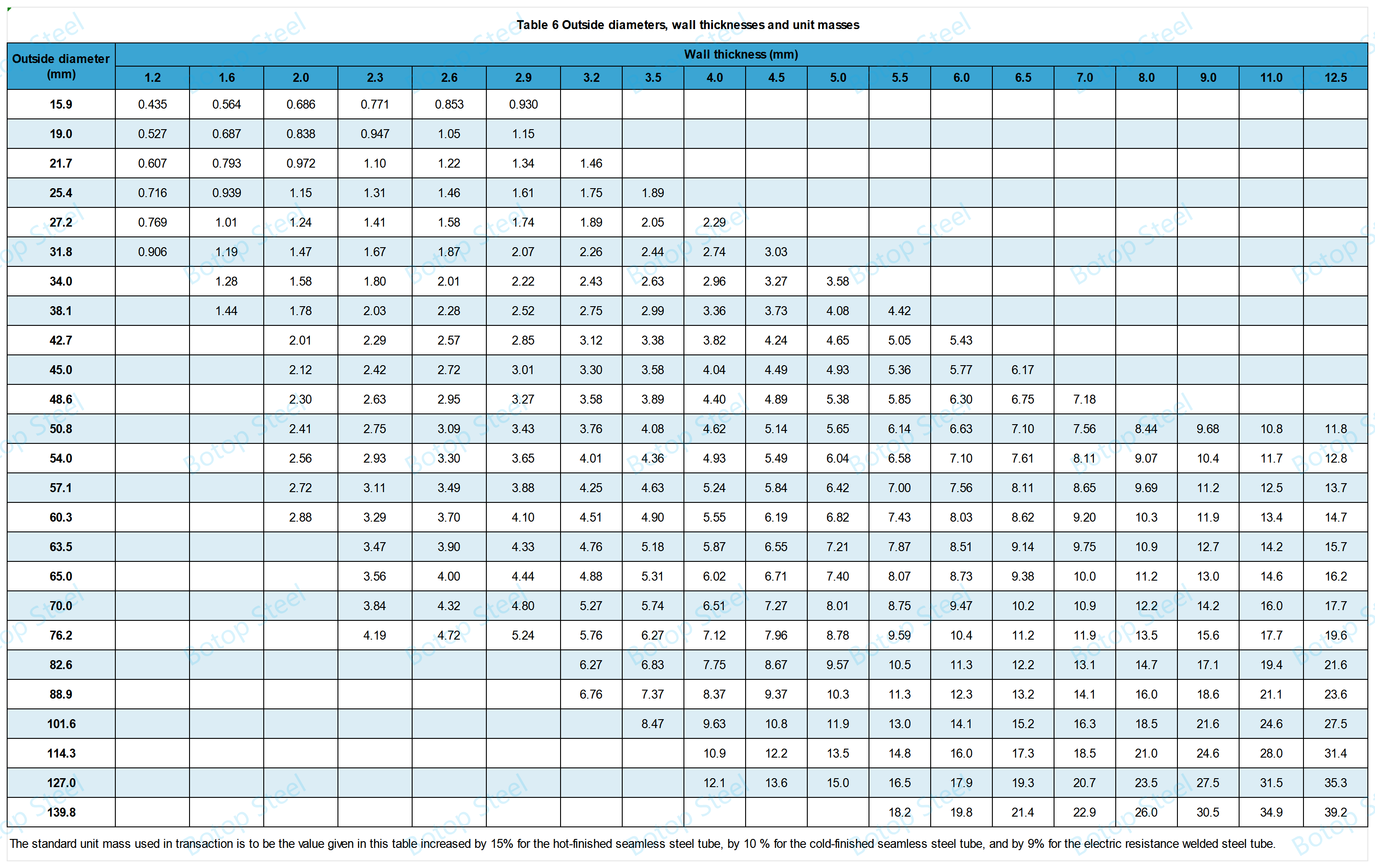
詳しくはこちらパイプ重量チャートとパイプスケジュール標準内ではクリックして進むことができます。
次の情報に適切なラベルを付けるようにしてください。
a) 等級の記号
b) 製造方法の記号
c) 寸法:外径および壁の厚さ。
d) 製造元の名前または識別ブランド。
チューブの外径が小さいために個々のチューブに表示することが困難な場合、または購入者の要求がある場合は、適切な方法でチューブの束ごとに表示することができます。
STB340 は、特に高温高圧への耐性が求められる環境において、さまざまな産業用ボイラーの水道管や煙道管の製造によく使用されます。
熱伝導性が優れているため、熱交換器用のパイプの製造にも適しており、異なる媒体間で効率的に熱を伝達するのに役立ちます。
また、蒸気や温水などの高温・高圧の流体の輸送にも使用でき、化学、電力、機械製造業界で広く使用されています。
ASTM A106 グレードA
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 グレード320
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
これらの材料は化学組成や基本的な特性が似ている場合もありますが、特定の熱処理プロセスや機械加工が最終製品の特性に影響を及ぼす可能性があります。
したがって、実際の用途で同等の材料を選択する場合は、詳細な比較と適切なテストを実行する必要があります。
2014年の設立以来、Botop Steelは中国北部における炭素鋼管のリーディングサプライヤーとして、優れたサービス、高品質の製品、そして包括的なソリューションで知られています。シームレス鋼管、ERW鋼管、LSAW鋼管、SSAW鋼管など、幅広い炭素鋼管および関連製品に加え、管継手やフランジの包括的なラインナップも提供しています。
同社の特殊製品には、さまざまなパイプライン プロジェクトの需要に合わせてカスタマイズされた高級合金やオーステナイト系ステンレス鋼も含まれます。















