

JIS G3454 炭素ERW鋼管、
,
| スタイル | テクニカル | 材料 | 標準 | 学年 | 使用法 |
| 電気抵抗溶接(ERW)鋼管 | 高周波 | 炭素鋼 | API 5L PSL1&PSL2 | GR.B、X42、X46、X52、X60、X65、X70など | 石油とガスの輸送 |
| ASTM A53 | GR.A、GR.B | 構造用(杭打ち) | |||
| ASTM A252 | GR.1、GR.2、GR.3 | ||||
| BS EN10210 | S275JRH、S275J0H、S355J0H、S355J2Hなど | ||||
| BS EN10219 | S275JRH、S275J0H、S355J0H、S355J2Hなど | ||||
| JIS G3452 | SGPなど | 低圧流体の輸送 | |||
| JIS G3454 | STPG370、STPG410など | 高圧流体の輸送 | |||
| JIS G3456 | STPG370、STPG410、STPG480など | 高温鋼管 |
この仕様で注文されたパイプは、およそ最高温度 350℃ での圧力サービス用です。
裸管、黒色コーティングまたは溶融亜鉛メッキ(カスタマイズ)
2本の綿紐で束ねて;
両端にエンドプロテクター付き。
平端、斜端(購入者の要求があり、S≤22mmの場合、パイプの端は斜面加工され、角度:30°(+5°〜0°)、ルートの壁の厚さは<2.4mm減少しません。)
マーキング。
グレードと化学成分(%)
| 学年 | C≤ | Si≤ | Mn | P≤ | S≤ |
| STPG370 | 0.25 | 0.35 | 0.30~0.90 | 0.040 | 0.040 |
| STPG410 | 0.30 | 0.35 | 0.30~1.00 | 0.040 | 0.040 |
|
|
|
|
|
|
|
| 機械的特性 | ||||||
| 学年 | 抗張力 | 降伏強度 | 伸長 % | |||
| N/m㎡ | N/m㎡ | No.11またはNo.12の試験片 | 5号試験片 | 4号試験片 | ||
|
|
| 縦方向 | 横方向 | 縦方向 | 横方向 | |
| STPG370 | 370分 | 215分 | 30分 | 25分 | 28分 | 23分 |
| STPG410 | 410分 | 245分 | 25分 | 20分 | 24分 | 19分 |
ODとWTの許容範囲
| 分割 | ODに対する耐性 | WTに対する耐性 | ||
| 冷間仕上げERW鋼管 | 24A以下 | +/-0.3mm | 3mm未満
3mm以上 | +/-0.3mm
+/-10% |
| 32A以上 | +/-0.8% |
|
| |
| 呼び径350A以上の管については、外径許容差は円周長によって決定される。この場合、許容差は+/-0.5%とする。 | ||||
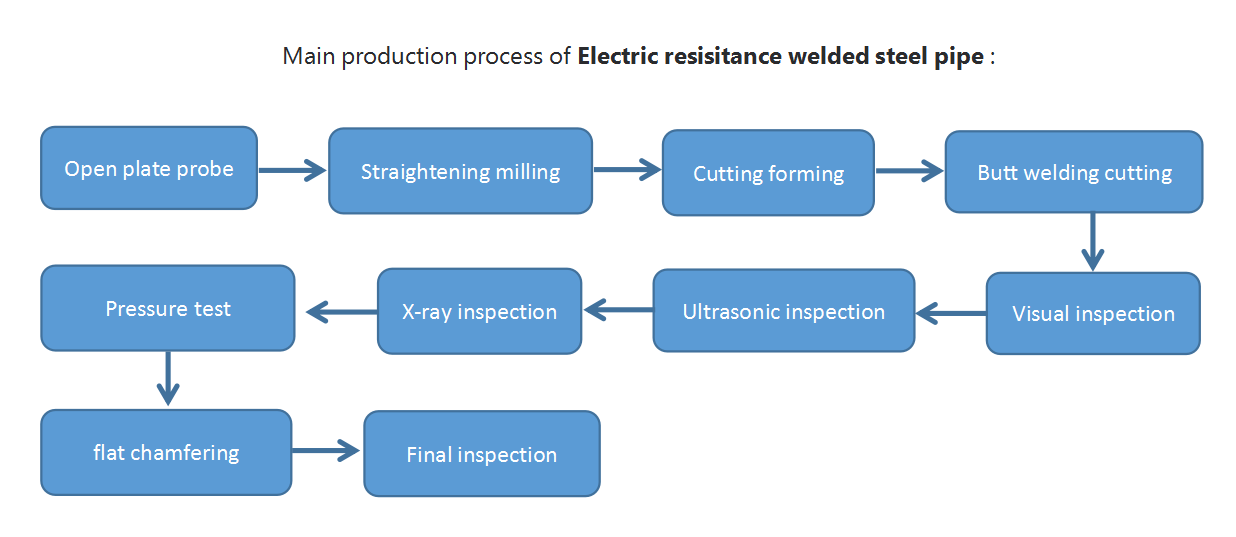
JIS G3454 ERW鋼管のプレス加工サービスは、ERW鋼管の製造・生産において重要な役割を担っています。JIS G3454は、高温圧力用途の炭素鋼鋼管を規定する日本工業規格です。ERW(電気抵抗溶接)鋼管は、鋼板または鋼帯の端部を加熱・加圧接合することで、継ぎ目がなく強固な鋼管を形成するプロセスで製造されます。JIS G3454 ERW鋼管の製造におけるプレス加工サービスは、これらの鋼管の品質と信頼性を確保する上で重要な役割を果たします。プレス加工サービスでは、高圧機械を用いて所定の寸法と仕様に合わせて鋼管を成形します。このプロセスにより、鋼管の端部は滑らかで精密になり、全長にわたって均一な肉厚が得られます。JIS G3454 ERW鋼管プレス加工サービスの主な利点の一つは、優れた寸法精度と溶接部の完全性を備えた鋼管を製造できることです。プレス加工サービスにより、製造プロセスをより厳密に管理し、鋼管が必要な規格と仕様を満たすことを保証します。さらに、スタンピングサービス中に高圧機械を使用すると、並外れた強度と耐久性を備えたパイプを製造するのに役立ち、石油・ガス、建設、自動車などの業界のさまざまな用途に適したものになります。 さらに、JIS G3454 ERW鋼管プレスサービスでは、滑らかで美しいパイプも製造できます。 スタンピングサービスで使用される機械は、パイプの表面を研磨して仕上げることができるため、見た目に魅力的な製品になります。 これは、配管が露出または見える用途で特に重要であり、全体的な外観を向上させ、高品質の仕上がりを保証します。 結論として、JIS G3454 ERW鋼管プレスサービスは製造プロセスの不可欠な部分であり、さまざまな圧力サービス用途向けの高品質で信頼性の高いパイプの製造を保証します。 寸法精度、溶接の完全性、滑らかな表面を保証し、これらのパイプを幅広い産業と用途に適したものにします。
复制