
BS EN 10210 鋼管建築構造や機械構造の幅広い用途に用いられる、非合金鋼および微粒子鋼の熱間仕上げ中空形材です。丸形、角形、長方形、楕円形などの形状があります。
EN 10210 と BS EN 10210 は同一の規格ですが、異なる組織が発行しています。

ナビゲーションボタン
BS EN 10210 分類
鋼材の種類別
非合金および合金特殊鋼
非合金鋼:S235JRH、S275JOH、S275J2H、S355JOH、S355J2H、S355K2H、S275NH、S275NLH、S355NH、S355NLH。
合金特殊鋼: S420NH、S420NLH、S460NH、S460NLH。
識別の簡単な方法は、鋼の名前で、降伏強度の指標が数字「4」で始まる場合、合金鋼の場合、
製造工程別
構造用中空断面は、シームレスまたは溶接プロセス.
シームレスには、熱仕上げと冷仕上げが含まれます。
一般的な溶接には、電気抵抗溶接 (ERW) とサブマージアーク溶接 (SAW): LSAW、SSAW があります。
電気溶接された中空セクションでは、通常、内部の溶接トリミングは必要ありません。
断面形状別
CHS: 円形中空セクション
RHS: 正方形または長方形の中空断面。
環境安全衛生: 楕円形の中空断面。
この記事は、関連するコンテンツの円形断面(CHS)によって構成されています。
BS EN 10210 サイズ範囲
壁の厚さ: ≤120mm
外径:
丸型(CHS):外径≤2500mm;
正方形(RHS):外径≤800 mm × 800 mm;
長方形(RHS):外径≤750 mm × 500 mm;
楕円形(EHS):外径≤500mm×250mm。
原材料
非合金の微粒子鋼。
非合金鋼の4つの品質JR、JO、J2、K2が指定されています。
微粒子鋼:N および NL の 4 つの品質が指定されています。
細粒鋼は、フェライト粒径が 6 以上の細粒構造を持つ鋼です。
BS EN 10210 鋼材名
非合金鋼中空断面の場合、鋼の指定は次のようになります。
例: BS EN 10210-S275J0H
4つの部分から構成されます:S、275、J0、H。
1.S: 構造用鋼であることを示します。
2.数値(275): 最小規定降伏強度(MPa)の場合、厚さは16mm以下。
3.JR: 室温で特定の衝撃特性を持つことを示します。
J0: 0℃で特定の衝撃特性を示す。
J2またはK2: -20℃で特定の衝撃特性を示します。
4.H: 中空部分を示します。
細粒鋼構造中空断面の場合、鋼の指定は次のようになります。
例: EN 10210-S355NLH
5 つの部分から構成されます。S、355、N、L、H.
1. S: 構造用鋼を示します。
2. 数値(355):厚さ≤16mmの最小規定降伏強度、単位はMPa。
3. N: 標準化または標準化された圧延。
4. L: -50 °C における特定の衝撃特性。
5.H: 中空部分を表します。
BS EN 10210の納入条件
JR、J0、J2、K2 - ホット終了。
N および NL - 正規化済み。正規化済みには、正規化ロールが含まれます。
JR、J0、J2、K2 - 熱間加工
N および NL - 正規化。正規化には、正規化ローリングが含まれます。
壁厚が 10 mm を超えるシームレス中空断面の場合、または T/D が 0.1 を超える場合は、目的の構造を実現するためにオーステナイト化後に加速冷却を適用するか、指定された機械的特性を実現するために液体焼入れおよび焼戻しを適用する必要がある場合があります。
壁厚が 10 mm を超えるシームレス中空セクションの場合、または T/D が 0.1 を超える場合、目的の構造を実現するためにオーステナイト化後の加速冷却が必要になることがあります。また、指定された機械的特性を実現するために液体の焼入れおよび焼戻しが必要になることもあります。
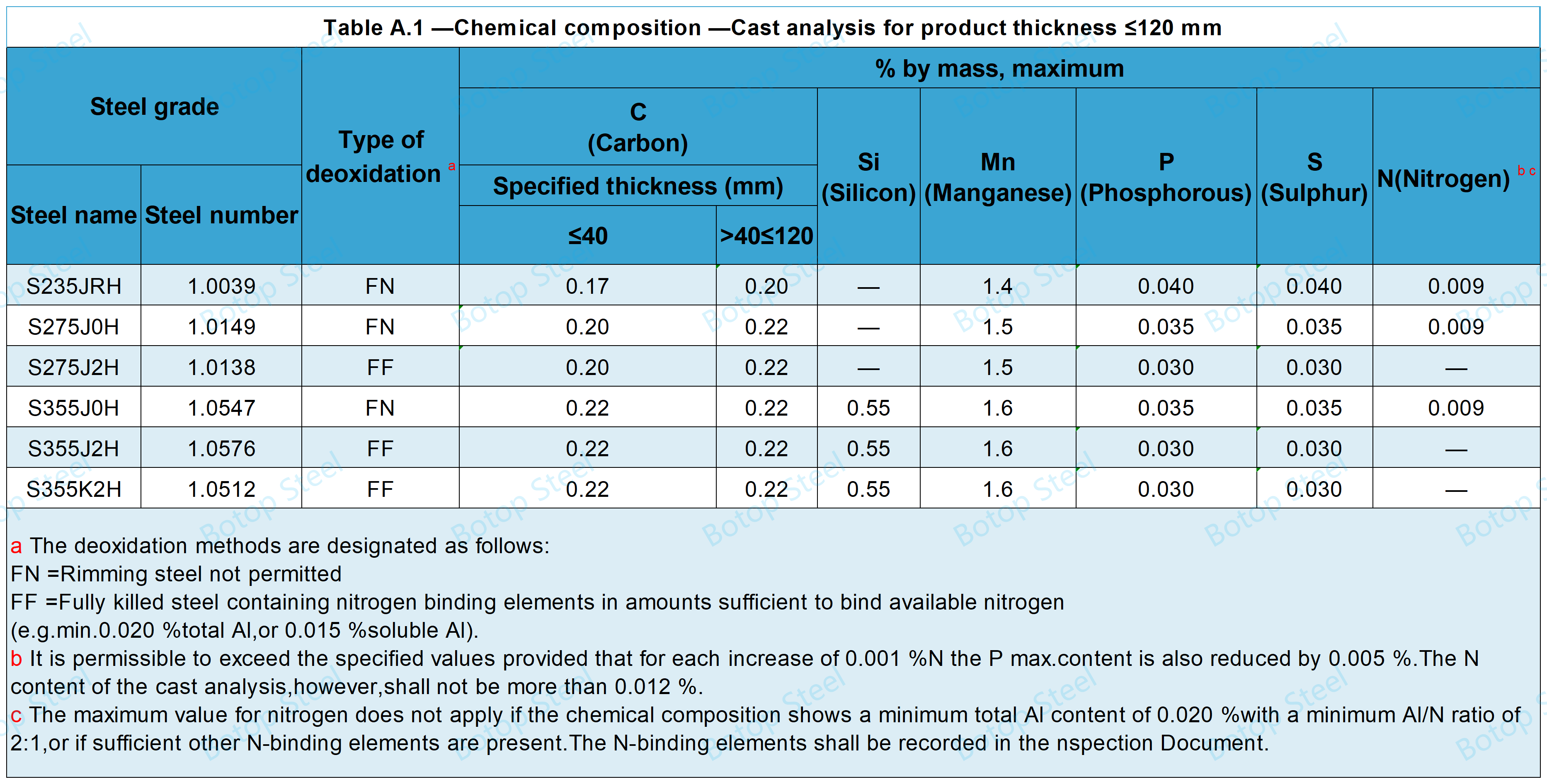
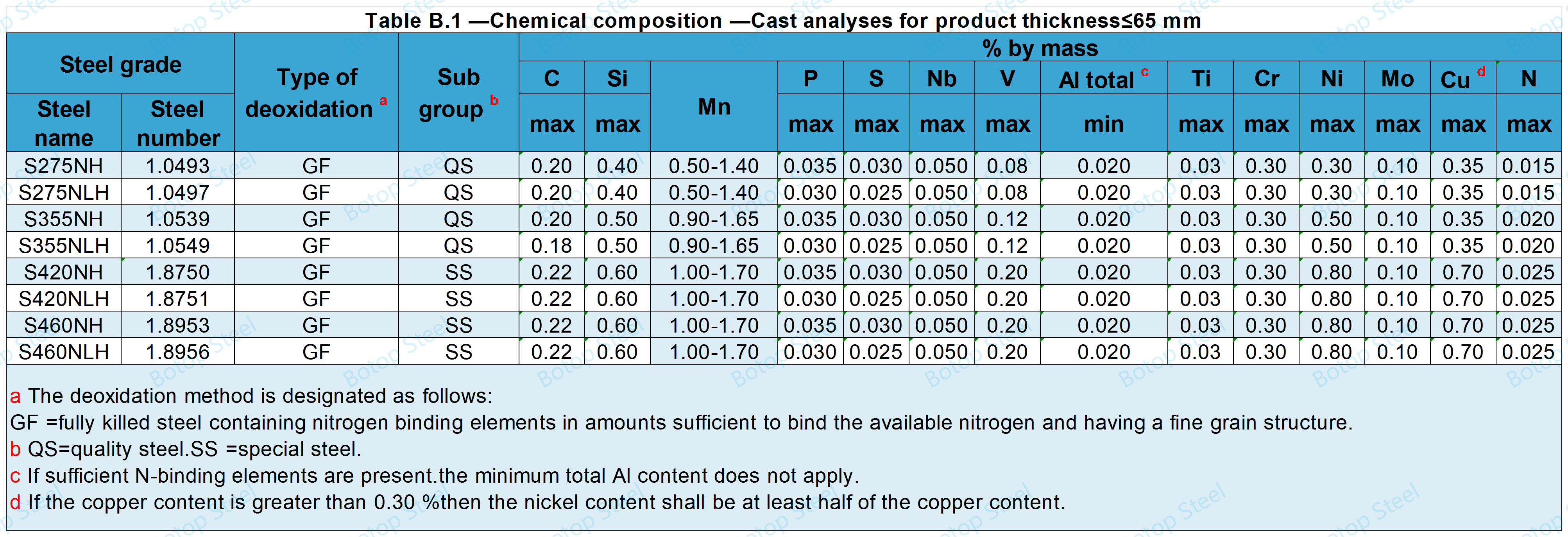
BS EN 10210の化学組成
非合金鋼 - 化学組成
微粒子鋼 - 化学組成
CEVを決定する際には、次の式を使用します。
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
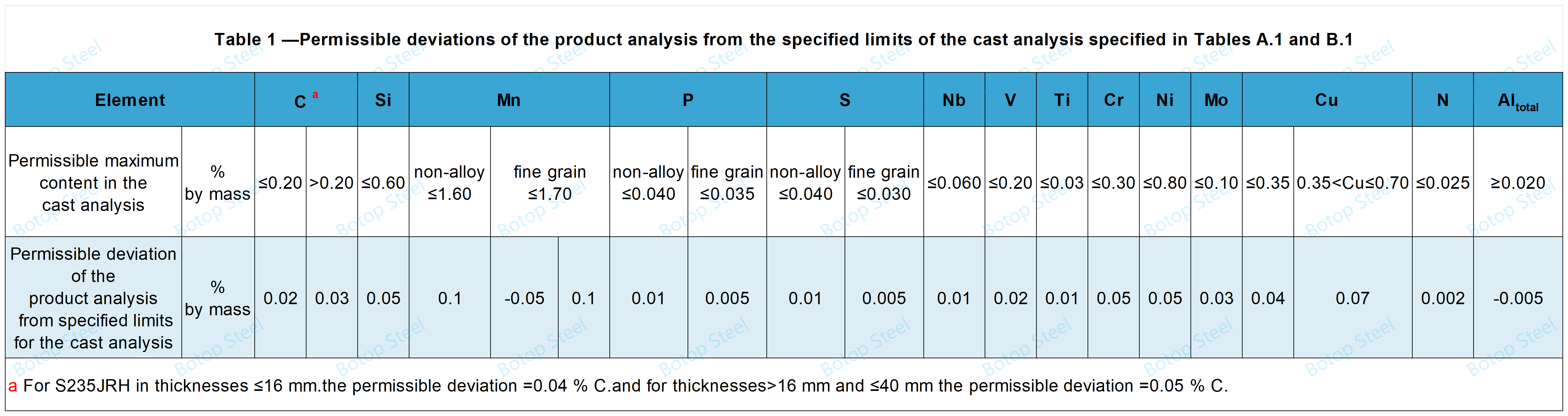
化学組成の偏差
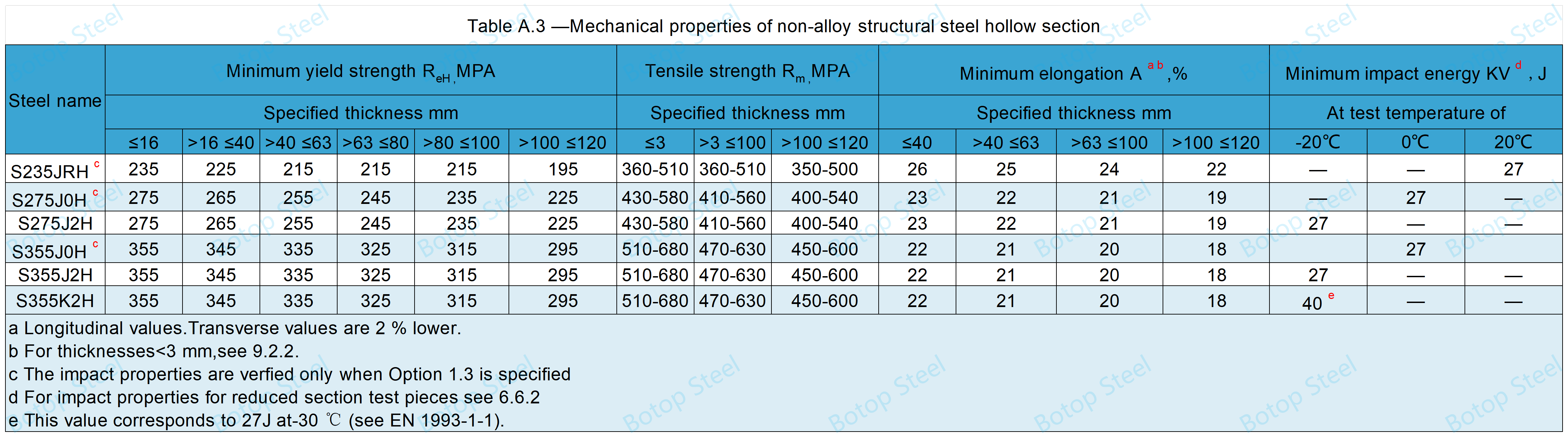
BS EN 10210の機械的特性
応力除去焼鈍を 580 °C 以上または 1 時間以上行うと、機械的特性が劣化する可能性があります。
非合金鋼 - 機械的特性
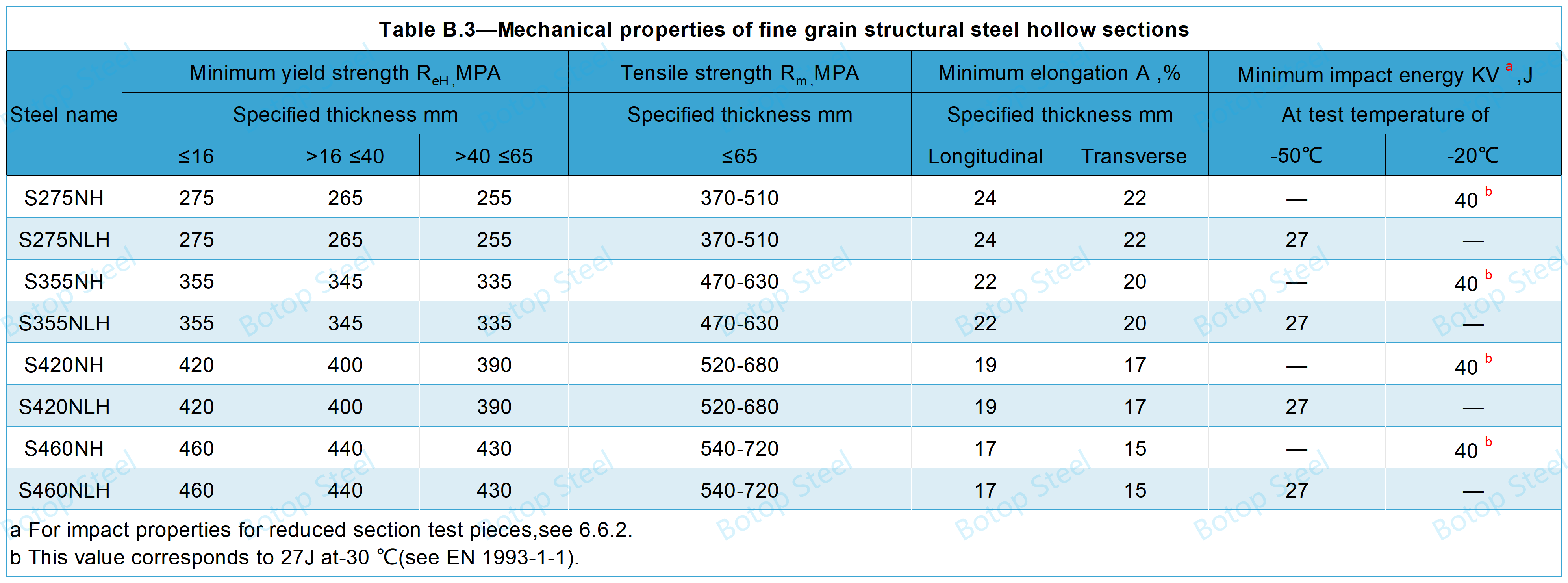
微粒子鋼 - 機械的特性
衝撃試験
指定された厚さが 6 mm 未満の場合は、衝撃試験は必要ありません。
EN 10045-1 に準拠した標準 V ノッチ付き試験片を使用する必要があります。
公称製品厚さが標準化された試験片を準備するのに不十分な場合は、幅10 mm未満、5 mm以上の試験片を使用して試験を実施する必要があります。
溶接性
BS EN 10210 の鋼は溶接可能です。
EN 1011-1 および EN 1011-2 は、溶接製品の一般的な要件を規定しています。
製品の厚さ、強度レベル、CEV が増加すると、溶接部での冷間割れが主なリスクになります。
寸法公差
形状、真直度、質量の許容差

長さの許容差

SAW溶接のシーム高さ
サブマージアーク溶接中空断面の内部および外部の溶接継ぎ目の高さの許容差。
| 厚さ、T | 最大溶接ビード高さ、mm |
| ≤14.2 | 3.5 |
| >14,2 | 4.8 |
BS EN 10210規格は、シームレス鋼管と溶接熱間仕上げ中空断面鋼管の両方を対象としています。主な溶接方法は、抵抗溶接(ERW)とサブマージアーク溶接(SAW)です。ERW鋼管の溶接部はほとんど目に見えませんが、SAW溶接部は通常、SAWの影響で粗く、目立ちやすくなります。
表面の外観
表面は、使用される製造方法に応じて滑らかな仕上げが施されていなければならない。
厚さが許容範囲内であれば、製造工程で生じる隆起、溝、または浅い縦溝は許容されます。
亜鉛メッキ
BS EN 10210 製品は溶融亜鉛めっき処理に適しています。
コーティング要件を指定するには、EN ISO 1461 を使用する必要があります。
亜鉛コーティングは、少なくとも 98% の亜鉛含有量を含む溶融溶液に浸漬して塗布されます。
表面欠陥の修復
表面の欠陥は、修復後の厚さが最小許容厚さ以上であれば、製造業者が研磨して除去することができます。
溶接工程で製造された場合、サブマージアーク溶接を除き、溶接部の補修は許可されません。
非合金鋼管は管体溶接により補修できますが、合金鋼管は管体溶接により補修できません。
BS EN 10210 マーキング
鋼管マーキングの内容は次のとおりです。
鋼の名前です (例: EN 10210-S275JOH)。
製造元の名称または商標です。
識別コード(例:注文番号)。
BS EN 10210 鋼管には、識別と追跡可能性を容易にするために、塗装、刻印、粘着ラベル、または追加ラベルを個別または組み合わせて使用するなど、さまざまな方法でマークを付けることができます。
アプリケーション
BS EN 10210 は、高い強度、優れた靭性、溶接性を備えているため、さまざまな環境や荷重条件に耐えることができ、さまざまな構造用途に広く使用されています。
建物構造たとえば、高層ビルの骨組み、スタジアムの屋根構造、橋梁の支持要素など。
機械工学: 機械および重機用のフレームとサポート。
土木工学: トンネルの支柱、橋脚、その他の荷重支持構造物など。
交通インフラ: 道路や鉄道橋の部品を含む。
エネルギー部門例:風力タービンタワーやエネルギー施設のその他の構造部品。
当社は、中国の高品質溶接炭素鋼管の製造業者およびサプライヤーであり、またシームレス鋼管の在庫業者でもあり、幅広い鋼管ソリューションをご提供しています。
タグ: bs en 10210、en 10210、s275j2h、s275j0h、s355j2h。
投稿日時: 2024年4月25日