
JIS G 3454 鋼管外径が10.5 mmから660.4 mm、動作温度が350 ℃までで、主に非高圧環境での使用に適した炭素鋼管です。
グレード分類
JIS G 3454には、完成した鋼管の最小降伏強度に応じて2つの等級があります。
STPG370、STPG410
製造プロセス
チューブ製造工程と仕上げ方法を適切に組み合わせて製造されます。
| 等級の記号 | 製造工程のシンボル | ||
| パイプ製造工程 | 仕上げ方法 | 亜鉛メッキの分類 | |
| STPG370 STPG410 | シームレス:S 電気抵抗溶接:E | 熱間仕上げ:H 冷間仕上げ:C 電気抵抗溶接の場合:G | 黒いパイプ:亜鉛メッキが施されていないパイプ 白いパイプ:亜鉛メッキされたパイプ |
冷間加工鋼管は、製造後に焼鈍処理を施すものとする。必要に応じて、買主はSTPG 410抵抗溶接鋼管の溶接部の熱処理を指定することができる。
抵抗溶接を使用する場合は、管の輪郭に沿って滑らかな溶接部を得るために、管の内外面の溶接部を除去する必要があります。ただし、内面の溶接部を除去することが困難な場合は、溶接状態を維持することもできます。
溶融亜鉛めっき - 白管
のために白パイプ(亜鉛メッキされたパイプ)、検査された表面黒いパイプ(亜鉛めっきが施されていない管)は、溶融亜鉛めっきを施す前に、サンドブラスト、酸洗、その他の洗浄処理を施すものとする。溶融亜鉛めっきに使用する亜鉛は、JIS H 2107 1種蒸留亜鉛塊、またはこれと同等以上の品質の亜鉛とする。
亜鉛メッキに関するその他の一般要求事項は、JIS H 8641 に準拠します。
JIS G 3454の化学組成
分析試験の一般項目並びに試料採取及び分析方法は、JIS G 0404 8項(化学成分)による。
分析方法はJIS G 0320に準じる。
| 等級の記号 | C(炭素) | Si(シリコン) | Mn(マンガン) | P(リン) | S(硫黄) |
| 最大 | 最大 | 最大 | 最大 | ||
| STPG370 | 0.25% | 0.35% | 0.30~0.90% | 0.04% | 0.04% |
| STPG410 | 0.30% | 0.35% | 0.30~1.00% | 0.04% | 0.04% |
JIS G 3454の機械的性質
機械試験の一般要求事項は、JIS G 0404 の 7 項(一般要求事項)および 9 項(機械的性質)に準拠します。
ただし、機械試験の試験片採取方法は、JIS G 0404 7.6項(試験片採取条件及び試験片)A種によるものとする。
管試験機はJIS Z 2241に従って試験を実施し、引張強度、降伏強度及び伸びは表3によるものとする。
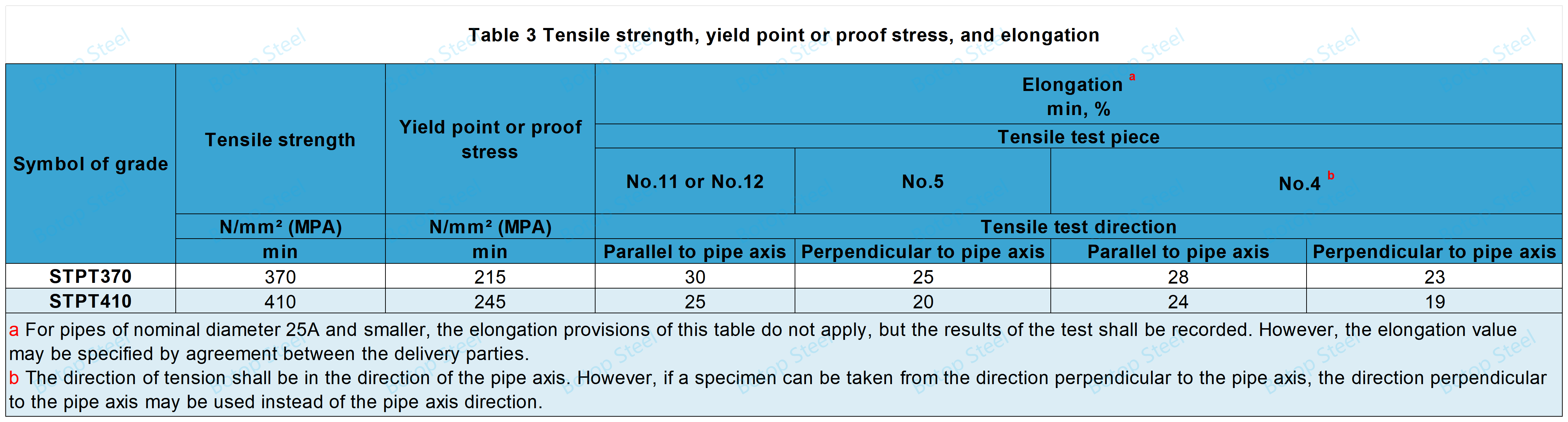
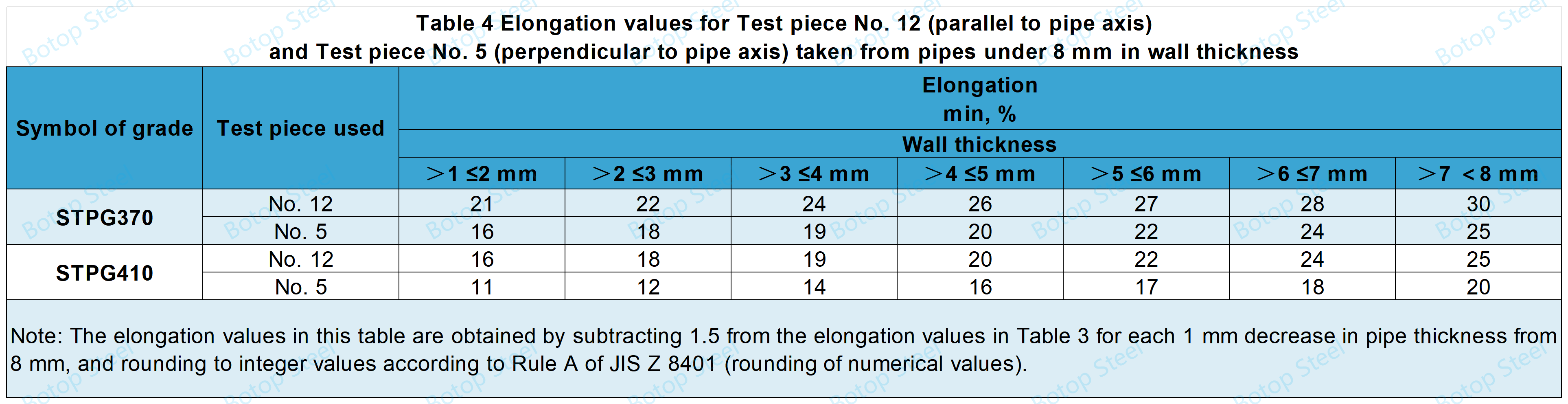
ただし、厚さ8mm未満の管の場合、伸びは、12号試験片または5号試験片を用いた引張試験の場合、表4によるものとする。
平坦化テスト
試験温度は室温(5~35℃)とし、試験片を2枚の平板の間に置き、平板間の距離Hが規定値以下になるまで圧縮し、試験片が平らになったときに鋼管サンプルブロックの表面に亀裂があるかどうかを観察します。
H=2/3Dのとき溶接部に亀裂がないか確認してください。
H=1/3Dのとき溶接部以外の部分に亀裂がないか確認します。
シームレス鋼管は扁平試験を免除することができるが、その性能は規定に適合していなければならない。
曲げ試験
外径40A(48.6mm)以下のパイプに適用します。
試験片は、内半径が外径の6倍になるように90°に曲げても割れてはならない。
購入者は、曲げ角度を 180 度、または内半径をパイプの外径の 4 倍に指定できます。
抵抗溶接パイプの場合、溶接継ぎ目は曲げの最も外側の部分から約 90° の位置に配置する必要があります。
油圧試験または非破壊試験
すべてのパイプは水圧テストまたは非破壊検査を受ける必要があります。
ただし、白色パイプの場合、これは通常、亜鉛メッキの前に行われます。
水圧試験または非破壊検査は、配管の設置および使用中の安全性と信頼性を確保するための配管品質管理の重要な手段です。
水圧試験
規定よりも高い水圧テスト圧力をパイプに加え、少なくとも 5 秒間保持して、パイプが圧力に耐えられるかどうか、また漏れが生じないかどうかを確認します。
| 表5 最小水圧試験圧力 | ||||||
| 公称壁厚 | スケジュール番号: Sch | |||||
| 10 | 20 | 30 | 40 | 60 | 80 | |
| 最小水圧試験圧力、Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 |
非破壊検査
超音波探傷試験(UT)方法は、JIS G 0582 に準拠するものとする。ただし、人工欠陥の UD 分類よりも厳しい試験を代わりに使用することもできる。
Eddy の現在のテスト (ET) 方法は、JIS G 0583 に準拠する必要があります。ただし、EY 人工欠陥分類よりも厳しいテストに置き換えることもできます。
もちろん、基準を満たす他の非破壊検査方法を選択することもできます。
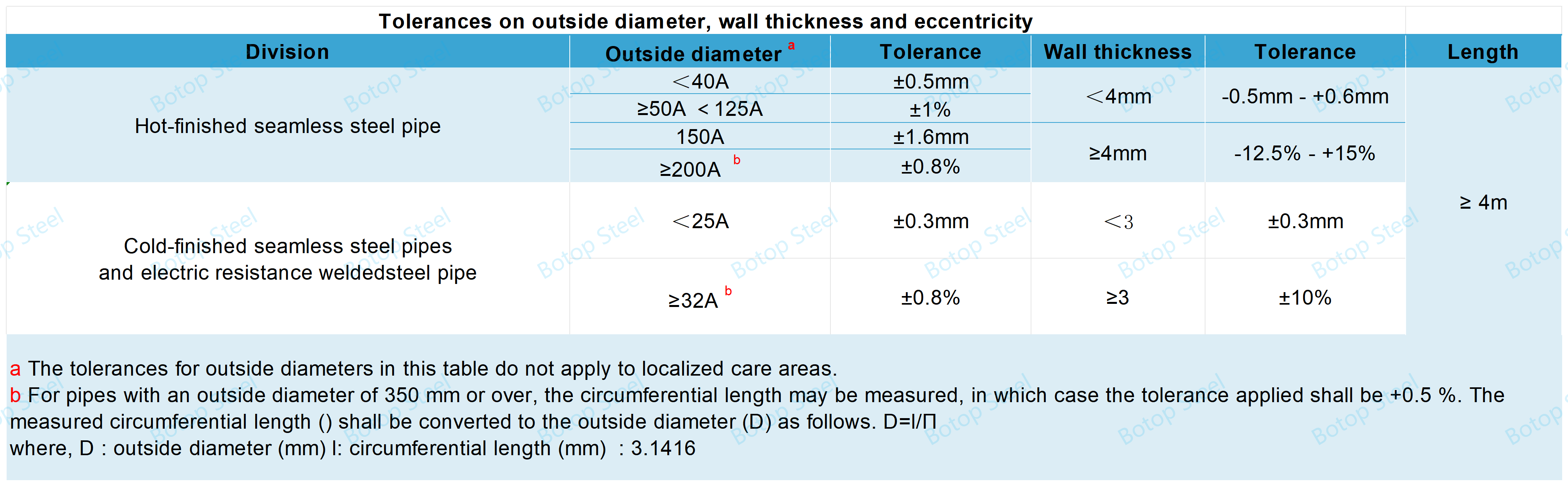
寸法公差
抵抗溶接鋼管の厚さに対する負の許容差は、抵抗溶接鋼管の溶接部にのみ適用され、正の許容差は適用されません。
JIS G3454の配管重量表と配管スケジュール
鋼管重量計算式
W=0.02466t(Dt)
W: パイプの単位質量(kg/m)
t: パイプの壁の厚さ(mm)
D: パイプの外径(mm)
0.02466: Wを得るための変換係数
上記の式は鋼管の密度 7.85 g/cm³ に基づいた変換であり、結果は有効数字 3 桁に丸められています。
鋼管重量表
パイプ重量チャートは、パイプラインの設計、エンジニアリング、調達、建設のプロセスで非常に重要な役割を果たし、パイプラインエンジニアリングにおいて不可欠かつ重要な参考資料となります。
配管スケジュール
配管スケジュールは、配管寸法を標準化するために使用される表であり、通常は配管の壁の厚さと公称直径を指定します。
JIS G 3454 のスケジュール 10、20、30、40、60、80。
詳細はこちらパイプの重量とパイプスケジュール標準化された範囲内で。
外観
パイプは基本的に真っ直ぐで、その両端はパイプの軸に対して基本的に垂直でなければなりません。
パイプの内面および外面は良好な仕上がりで、使用に支障をきたすような欠陥がないこと。
表面処理は、表面欠陥に対処するために研削、機械加工、その他の方法で行うことができますが、処理後の厚さは最小厚さ以上であり、パイプの形状は一定のままです。
JIS G 3454の表面コーティング
鋼管の内面および外面には、ジンクリッチコーティング、エポキシコーティング、プライマーコーティング、3PE、FBE などの防錆コーティングを施すことができます。
マーキング
検査に合格した鋼管には、1本1本ごとに次の事項を表示しなければならない。ただし、鋼管の外径が小さいため、1本1本に表示することが困難な場合は、鋼管を束ね、その束ごとに適切な方法で表示することができる。
表示の順序は特に規定されていません。また、製品が識別可能な場合、納品当事者間の合意により、特定の項目を省略することができます。
a) 等級の記号
b) 製造工程のシンボル
製造工程の記号は次のとおりとする。ダッシュは空白に置き換えることができる。
熱間仕上げシームレス鋼管:-SH
冷間仕上げシームレス鋼管:-SC
電気抵抗溶接鋼管として:-例えば
熱間仕上げ電縫鋼管:-えー
冷間仕上げ電縫鋼管:-EC
c) 寸法は、公称直径×公称壁厚、または外径×壁厚で表されます。
d) 製造業者名または識別ブランド
例:BOTOP JIS G 3454-SH STPG 370 50A×SHC40 HEAT NO.00001
JIS G 3454鋼管の用途
JIS G 3454規格鋼管は、さまざまな産業分野や建設分野で幅広く使用され、主にさまざまな流体媒体の輸送に使用されます。
給水システム:JIS G 3454規格鋼管は、水道水や処理水を輸送するために、都市給水システム、工業用給水システムなどに使用できます。
HVAC システム:これらの鋼管は、冷却水や温水を輸送するための HVAC システムでもよく使用されます。
圧力容器:JIS G 3454鋼管は、一部の圧力容器やボイラーにも使用されています。
化学工場:これらはさまざまな化学媒体を輸送するために使用できます。
石油・ガス産業:JIS G 3454 は主に低圧輸送に適していますが、要求がそれほど厳しくない石油・ガス産業の用途にも使用できます。
当社は、中国の高品質溶接炭素鋼管の製造業者およびサプライヤーであり、またシームレス鋼管の在庫業者でもあり、幅広い鋼管ソリューションをご提供しています。
タグ: JIS G 3454、STPG、SCH、カーボンパイプ、白管、黒管、サプライヤー、メーカー、工場、仕入先、会社、卸売、購入、価格、見積、バルク、販売、コスト。
投稿日時: 2024年5月1日