
JIS G 3461 鋼管シームレス(SMLS)または電気抵抗溶接(ERW)炭素鋼管で、主にボイラーや熱交換器に使用され、管の内外の熱交換を実現するなどの用途に使用されます。

サイズ範囲
外径15.9~139.8mmの鋼管に適しています。
原材料
チューブは以下から製造されるものとする。キルドスチール.
キルド鋼は、溶解工程中にシリコン、アルミニウム、マンガンなどの脱酸剤を添加することで鋼から酸素が除去されたタイプの鋼です。
この処理により、鋼には気泡やその他のガス状介在物が実質的に含まれなくなり、鋼の均一性と全体的な特性が向上します。
JIS G 3461の製造工程
パイプの製造方法と仕上げ方法の組み合わせ。

熱間仕上げシームレス鋼管:SH
冷間仕上げシームレス鋼管:SC
電気抵抗溶接鋼管:EG
熱間仕上げ電縫鋼管:EH
冷間仕上げ電気抵抗溶接鋼管:EC
抵抗溶接で鋼管を製造する場合、鋼管の表面が輪郭に沿って滑らかになるように、内面と外面から溶接ビードを除去しなければならない。
購入者と製造者が合意した場合、内面の溶接ビードは除去されない場合があります。
パイプエンドタイプ
鋼管は平端にする必要があります。
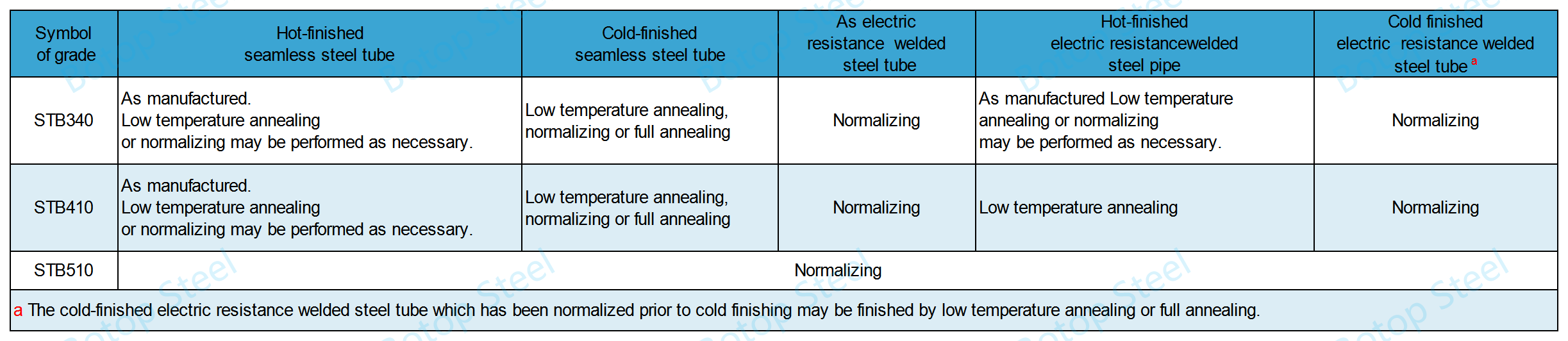
熱処理
適切な熱処理を選択する際には、鋼管の製造プロセスとそれに対応する材料グレードを考慮する必要があります。
製造プロセスや材料グレードが異なると、望ましい機械的特性と微細構造を実現するために、異なる熱処理方法が必要になる場合があります。
JIS G 3461の化学組成
熱分析法JIS G 0320の規格に従わなければならない。

特定の特性を得るために、これ以外の合金元素を添加することもあります。
の方法は製品分析JIS G 0321の規格に従わなければならない。
製品を分析したとき、管の化学成分の偏差値は、継目無鋼管についてはJIS G 0321の表3、抵抗溶接鋼管についてはJIS G 0321の表2の規定に適合しなければならない。
JIS G 3461の機械的性能
機械試験の一般要求事項は、JIS G 0404の7項及び9項に準じるものとする。
ただし、機械試験のサンプリング方法は、JIS G 0404の7.6項のA種の規定の要求事項に適合しなければならない。
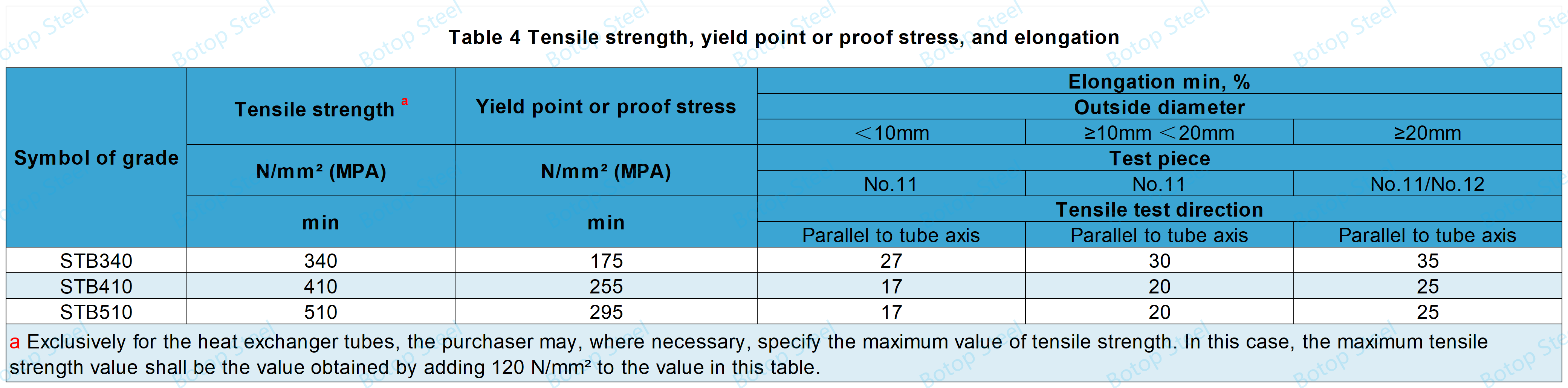
引張強度、降伏点または耐力、伸び
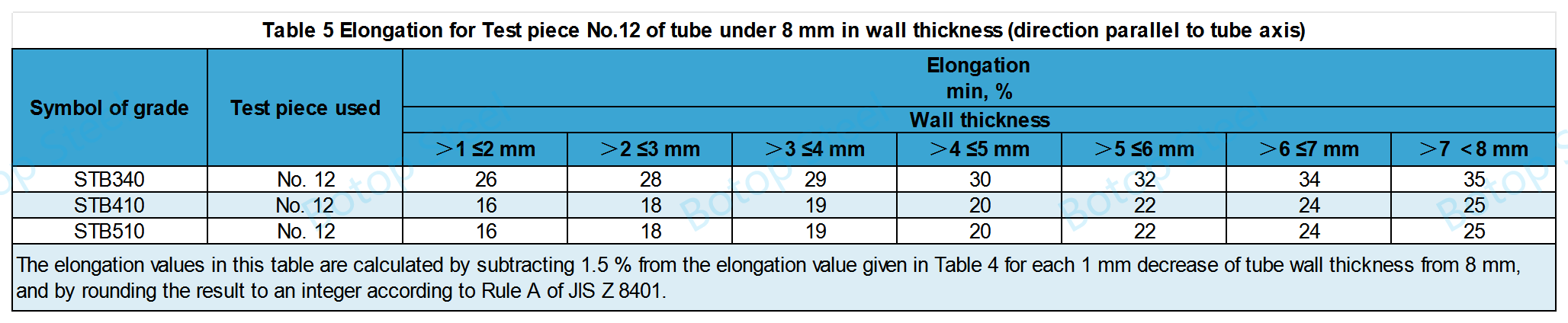
肉厚8mm未満の管について試験片No.12で引張試験を行ったとき、伸びは表5によるものとする。
平坦化抵抗
シームレス鋼管には扁平抵抗試験は必要ありません。
試験方法試験片を機械に置き、2つのプラットフォーム間の距離が指定された値に達するまで平らにします。H次に、試験片に亀裂がないか確認します。
重要な抵抗溶接パイプをテストする場合、溶接部とパイプの中心を結ぶ線は圧縮方向に対して垂直になります。
H=(1+e)t/(e+t/D)
H: プラテン間の距離 (mm)
t:チューブの壁の厚さ(mm)
D:チューブの外径(mm)
е: チューブのグレードごとに定義された定数。STB340: 0.09;STB410: 0.08;STB510: 0.07。
フレアリング特性
シームレスチューブにはフレアリング特性テストは必要ありません。
試験片の一端を室温(5℃~35℃)で円錐形の工具を使用して60°の角度でフレア加工し、外径が1.2倍に拡大されるまで押し広げ、亀裂の有無を検査します。
この要件は、外径が 101.6 mm を超えるチューブにも適用されます。
逆平坦化抵抗
逆平坦化試験片及び試験方法は、次のとおりとする。
パイプの一端から長さ 100 mm の試験片を切り取り、円周の両側で溶接線から 90° の角度で半分に切断し、溶接部を含む半分を試験片とします。
室温(5 °C ~ 35 °C)で、試験片を溶接部を上にして平らにし、試験片の溶接部に亀裂がないか検査します。
硬度試験
| 等級の記号 | ロックウェル硬度(3点の平均値) HRBW |
| STB340 | 最大77。 |
| STB410 | 最大79。 |
| STB510 | 最大92。 |
油圧試験または非破壊試験
各パイプに対して水圧または非破壊検査を実施する必要があります。
油圧テスト
パイプ内部を最低圧力P以上の圧力に5秒以上保持し、パイプが漏れなく圧力に耐えられることを確認します。
P=2st/D
P: 試験圧力 (MPa)
t:チューブの壁の厚さ(mm)
D:チューブの外径(mm)
s: 降伏点または耐力の規定最小値の60%。
P最大10MPa。
購入者が計算された試験圧力 P または 10 MPa を超える圧力を指定する場合、適用される試験圧力は購入者と製造業者が合意するものとします。
10MPa未満の場合は0.5MPa単位で、10MPa以上の場合は1MPa単位で指定するものとする。
非破壊検査
鋼管の非破壊検査は超音波検査または渦電流検査によって実行する必要があります。
超音波検査特性については、JIS G 0582に規定するUD級の参照標準を含む参照サンプルからの信号を警報レベルとみなし、警報レベル以上の基本信号を持たなければならない。
渦電流検査特性は、JIS G 0583に規定するEY区分の参照標準からの信号を警報レベルとし、警報レベル以上の信号があってはならない。
JIS G 3461のパイプ重量表
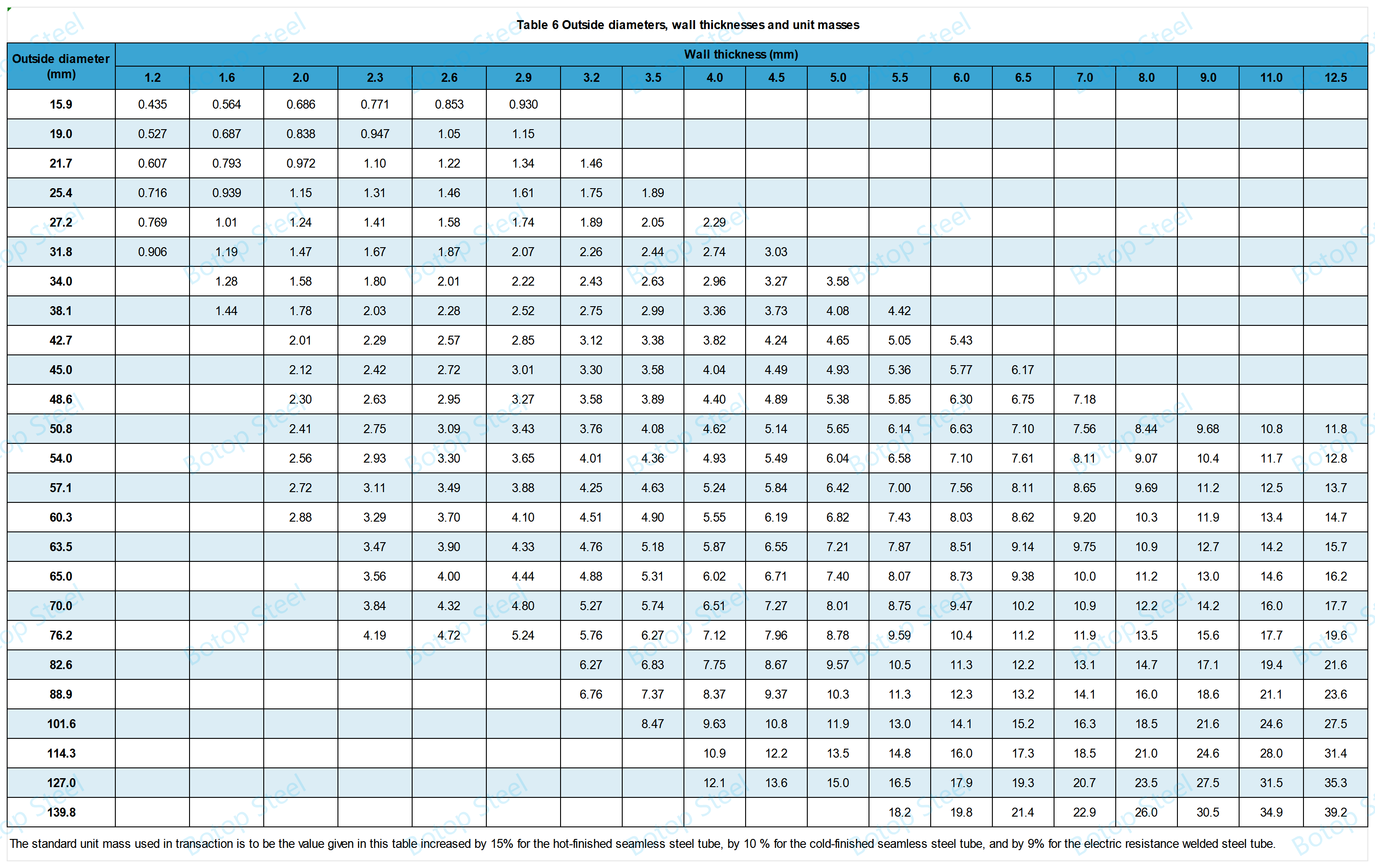
重量チャートのデータは、以下の計算式に基づいています。
W=0.02466t(Dt)
W: パイプの単位質量(kg/m)
t: パイプの壁の厚さ(mm)
D: パイプの外径(mm)
0.02466: Wを得るための変換係数
上記の式は鋼管の密度 7.85 g/cm³ に基づいた変換であり、結果は有効数字 3 桁に丸められています。
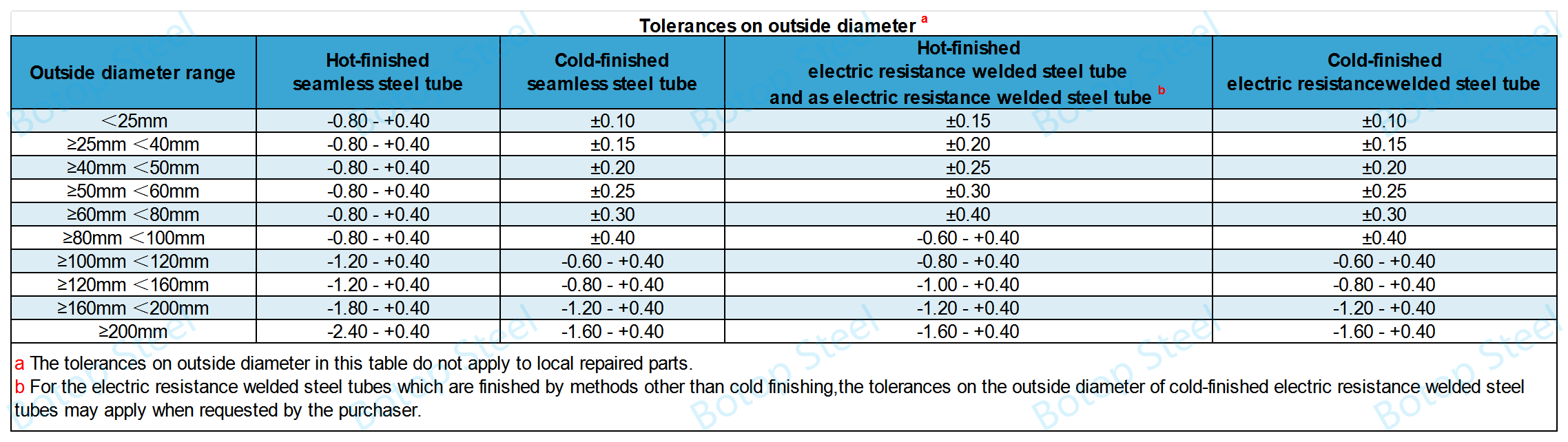
JIS G 3461の寸法許容差
外径公差
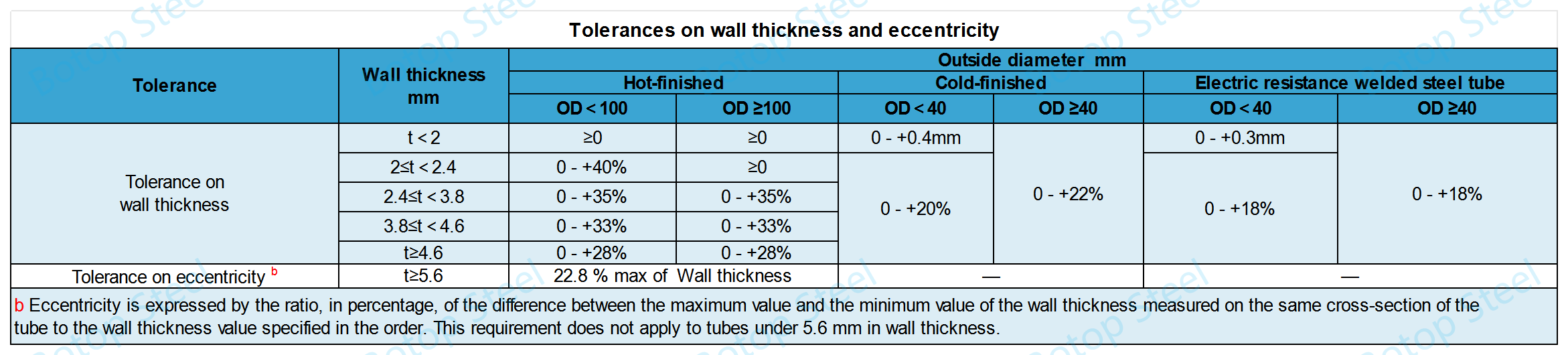
壁厚と偏心の許容差
長さの許容差

外観
鋼管の内外面は平滑で、使用に支障をきたすような欠陥がないことが必要です。抵抗溶接鋼管の場合、内側の溶接部の高さは0.25mm以下である必要があります。
外径 ≤ 50.8mm または壁厚 ≤ 3.5mm の鋼管の場合、INSIDE CAMPS ≤ 0.15mm が必要になることがあります。
鋼管の表面は、研削、切削、機械加工、その他の方法で補修できます。補修後の肉厚が
規定の壁厚公差内であり、補修部の表面は滑らかでなければならない。
マーキング
次の情報に適切なラベルを付けるようにしてください。
a) 等級の記号
b) 製造方法の記号
c) 寸法:外径および壁の厚さ。
d) 製造元の名前または識別ブランド。
JIS G 3461の適用
主にボイラーの給水管、煙道管、過熱管、空気予熱管などに使用され、管内外の熱交換を実現する炭素鋼管です。
さらに、これらのチューブは、熱交換器チューブ、凝縮器チューブ、触媒チューブとして化学および石油業界で広く使用されています。
ただし、低温用の燃焼ヒーター管や熱交換器管には適していません。
JIS G 3461相当規格

関連製品
2014年の設立以来、Botop Steelは中国北部における炭素鋼管のリーディングサプライヤーとして、優れたサービス、高品質の製品、そして包括的なソリューションで知られています。シームレス鋼管、ERW鋼管、LSAW鋼管、SSAW鋼管など、幅広い炭素鋼管および関連製品に加え、管継手やフランジの包括的なラインナップも提供しています。
同社の特殊製品には、さまざまなパイプライン プロジェクトの需要に合わせてカスタマイズされた高級合金やオーステナイト系ステンレス鋼も含まれます。
タグ: jis g 3461、stb310、stb410、stb510、炭素鋼管、サプライヤー、メーカー、工場、仕入先、会社、卸売、購入、価格、見積、バルク、販売、コスト。
投稿日時: 2024年5月11日