




| SPESIFIKASI PIPA BAJA LSAW | |
| 1. Ukuran | 1) OD: 406mm-1500mm |
| 2) Kekandelan tembok: 8mm-50mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Standar: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 etc |
| 3. Materi | ASTM A53 Gr.B,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H,dll |
| 4. Panganggone: | 1) Cairan tekanan rendah, banyu, gas, lenga, pipa saluran |
| 2) struktur pipa, konstruksi pipa piling | |
| 3) pager, pipa lawang | |
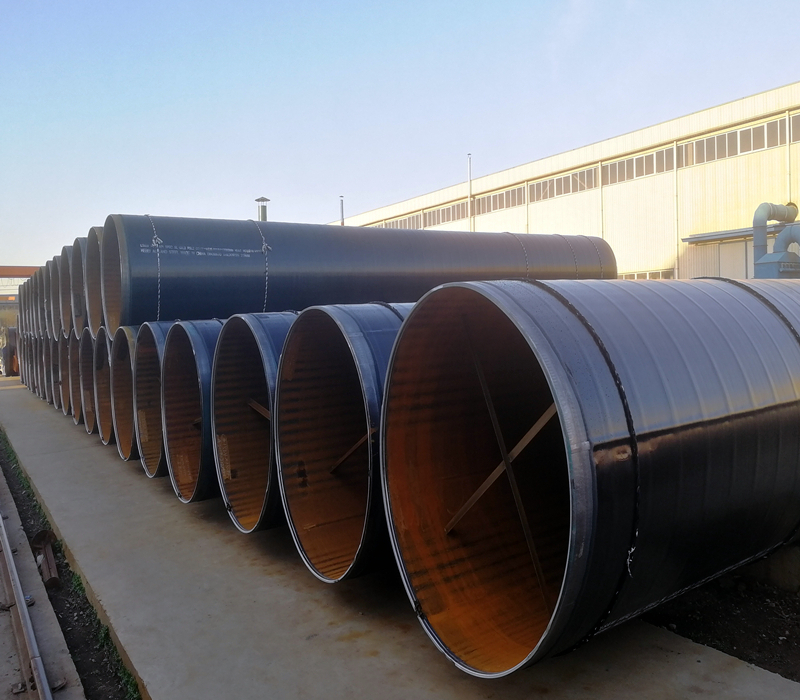
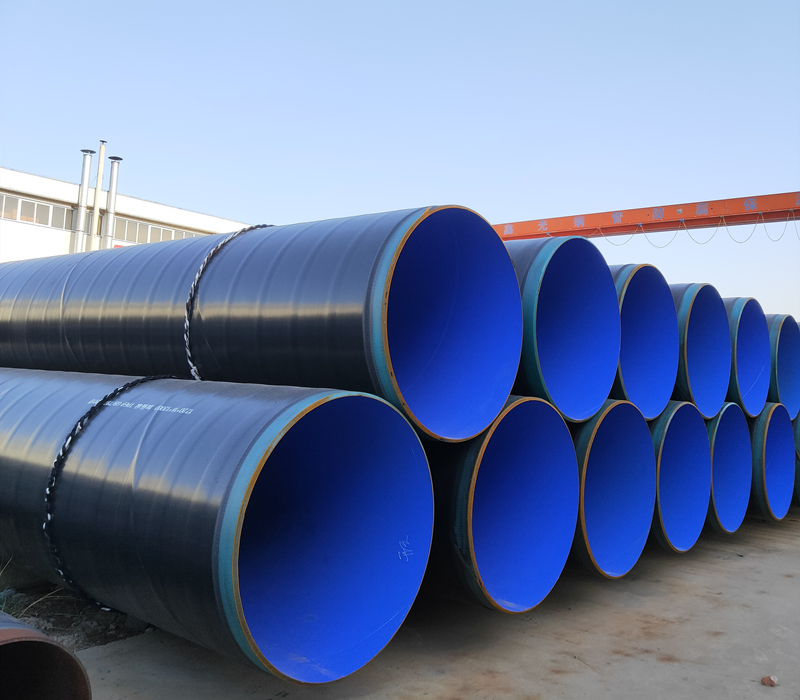
| 5. Lapisan | 1) Barongan 2) Cat ireng (lapisan pernis) 3) Galvanis 4) Lenga 5) PE, 3PE, FBE, comosion tahan coating, Anti korosi coating |
| 6. Teknik | pipa baja las longitudinal |
| 7. Inspeksi: | Kanthi Hyd raulic Testing, Eddy Current, RT, UT utawa inspeksi dening pihak katelu |
| 8. Pangiriman | Wadah, Kapal Bulk. |
| 9. Babagan Kualitas Kita: | 1) Ora rusak, ora bengkok 2) ora ana burrs utawa sudhut cetha lan ora scraps 3) Gratis kanggo lenga & menehi tandha 4) Kabeh barang bisa dicenthang dening pengawasan pihak katelu sadurunge pangiriman |

Kasus Teknik Hong Kong

Kasus engineering Qatar

Kasus rekayasa Turki

Pipa LSAWadopts submerged arc welding teknologi, nggunakake pangisi welding, partikel pangayoman flux disarèkaké busur.
LSAW iku singkatan Inggris saka submerged arc gandheng pipa baja jahitan lurus. Proses produksi pipa baja jahitan lurus dilas busur submerged kalebu teknologi JCOE forming, teknologi pengelasan busur submerged coil lan teknologi UOE forming.
Proses pembuatan Longitudinal Submerged-arc Welded (LSAW) Pipa minangka nderek:
Ultrasonik plate probing → pinggiran panggilingan → wis mlengkung → mbentuk → Pra-welding → Internal welding → External welding → Ultrasonik inspeksi → X-ray inspeksi → Expanding → hydraulic test → l. Chamfering → Inspeksi ultrasonik → inspeksi sinar-X → inspeksi partikel magnetik ing ujung tabung

| Syarat Tensile | |||
| kelas 1 | kelas 2 | kelas 3 | |
| Kekuatan tarik, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Titik ngasilake utawa kekuatan ngasilake, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Elongasi minimal dhasar kanggo kekandelan tembok nominal %6 in. (7.9 mm) utawa luwih: Elongation ing 8 in. (203.2 mm), min, % Elongation ing 2 in. (50.8 mm), min, % | 18 30 | 14 25 | ... 20 |
| Kanggo kekandelan tembok nominal kurang saka %6 ing. (7.9 mm), potongan saka elongation minimal dhasar ing 2 ing. (50.08 mm) kanggo saben Vzi - ing. (0.8 mm) nyuda ing kekandelan tembok nominal ngisor% 6 ing. (7.9 mm), ing persentasi TCTerms | 1.5A | 1.25A | 1.0A... |

Pengujian Hidrostatik

Pengujian NDT(RT).

Pengujian NDT(UT).
Tes Bending -dawa cekap saka pipe bakal ngadeg mbengkongaken kadhemen liwat 90 ° watara mandrel bentuke silinder.
Tes flattening-sanajan tes ora dibutuhake, pipa kudu bisa nyukupi syarat tes flattening.
Tes hidrostatik -kajaba sing diijini, saben dawa pipa kudu diuji hidro-statis tanpa bocor liwat tembok pipa.
Tes listrik non-destruktifminangka alternatif kanggo tes hidro-statis, awak kebak saben pipa kudu diuji kanthi tes listrik sing ora ngrusak. ing ngendi tes listrik ora ngrusak ditindakake, dawane kudu ditandhani nganggo huruf "NDE"
Tes ultrasonik
Ujian eddy saiki
Pipa gundhul, lapisan ireng (selaras);
Loro-lorone ends karo protèktif mburi;
Ujung polos, ujung bevel;
menehi tandha.




| Diameter njaba | Dhiameter njaba tumpukan pipa ora kudu beda-beda luwih saka ± 1% saka diameter njaba sing ditemtokake. | ||
| Ketebalan tembok | Kekandelan tembok ing sembarang titik ora kudu luwih saka 12,5% miturut kekandelan tembok nominal sing ditemtokake. | ||
| dawa | Tumpukan pipa kudu dilengkapi kanthi dawa acak tunggal, dawa acak kaping pindho, utawa dawa seragam kaya sing kasebut ing pesenan tuku, miturut watesan ing ngisor iki: | Single acak dawa | 16 nganti 25ft (4,88 nganti 7,62mm), inci |
| Dobel dawa acak | Luwih saka 25ft (7.62m) kanthi rata-rata minimal 35ft (10.67m) | ||
| dawa seragam | dawa kaya sing ditemtokake kanthi variasi sing diidini ± 1 in. | ||
| Bobot | Saben dawa tumpukan pipa kudu ditimbang kanthi kapisah lan bobote ora beda-beda luwih saka 15% utawa 5% miturut bobot teoretis, diitung kanthi nggunakake dawa lan bobot saben unit dawa. | ||










