
| პროდუქტის დასახელება | ნახშირბადოვანი ფოლადის უნაკერო / ქალბატონი ფოლადის მილი |
| სტანდარტული | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| გარე დიამეტრი: | 13.7 მმ-762 მმ |
| კედლის სისქე | 2მმ-80მმ |
| დია ტოლერანტობა | კონტროლი სტანდარტში, OD: +-1%, WT: +-10% |
| მასალები | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| ინსპექტირება | ISO, BV, SGS, MTC |
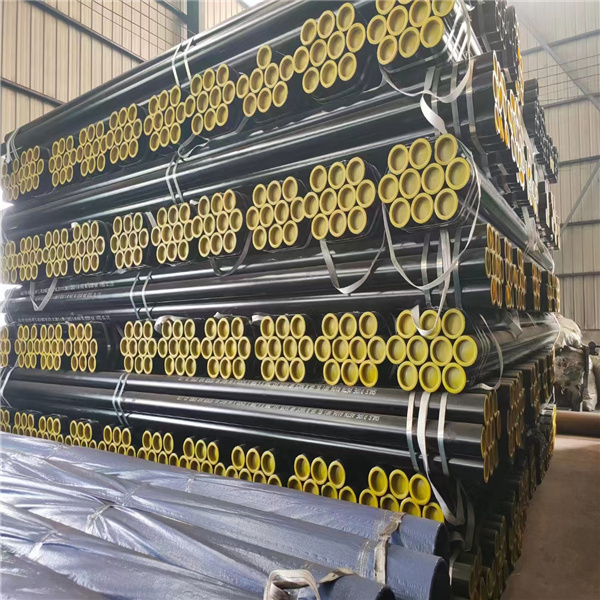
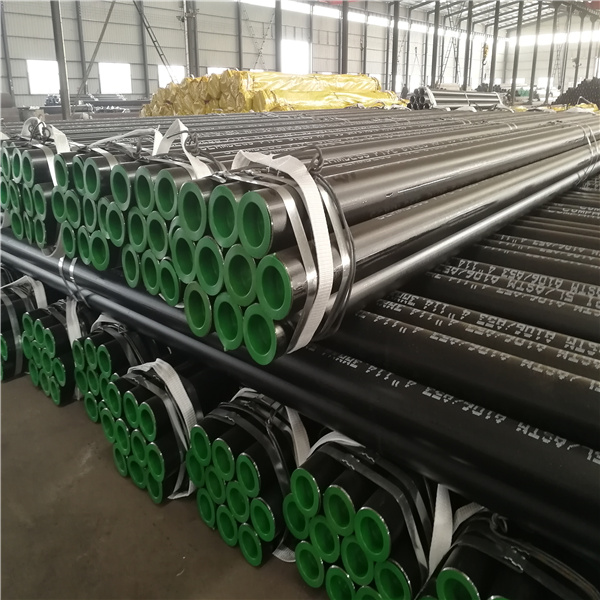
| შეფუთვა | 3LPE/3PP/FBE/BLACK შეღებვა/ლაქი და შეფუთული ფოლადის ზოლები, სტანდარტული ექსპორტისთვის ვარგისი შეფუთვა ან საჭიროებისამებრ |
| მიწოდების შესაძლებლობა | 1000 მეტრიკული ტონა/თვეში |
| MOQ | 5 მეტრიკული ტონა, ნიმუშის შეკვეთა მიღებულია |
| გადაზიდვის დრო | დეპოზიტის ან აკრედიტივის მიღებიდან 7-10 სამუშაო დღის განმავლობაში |
| გადახდები | ტოლი/ტოლი, LC |
| ტევადობა | 250,000 ტონა/წელიწადში |
API 5L Gr. X52NS PSL 2უნაკერო ფოლადის მილი ACC.To IPS-M-PI-190(3) და NACE MR-01-75 ყოველთვის გამოიყენება მჟავე გარემოში, განსაკუთრებით ნავთობისა და გაზის საბადოებში, სადაც H2S და CO2-ით მდიდარი აირია.



API 5L X52NS PSL 2 უნაკერო ფოლადის მილი ACC.To IPS-M-PI-190(3) და NACE MR-01-75 სტანდარტების შესაბამისად, დაჟანგვისთვის, წარმოების შემდეგ უნდა გაიაროს თერმული დამუშავება. ასევე უნდა ჩატარდეს HIC და SSC ტესტები.
ხარისხი და ქიმიური შემადგენლობა (%)API 5L-ისთვისPSL2
| სტანდარტული |
| ქიმიური შემადგენლობა(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | V ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
Nb+V+Ti≤0.15%
Nb+V≤0.06%
როდის ხდება პროდუქტის ქიმიური ანალიზი, ფოლადის თითოეული სითბოს ორი ანალიზი, რომელიც აღებულია ცალკეული პროდუქტის ელემენტებიდან.
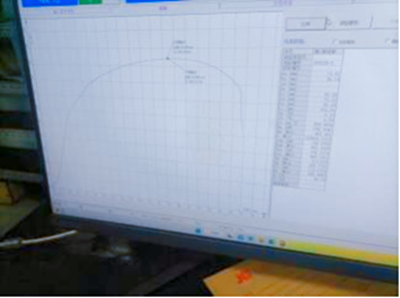
API 5L-ის მექანიკური თვისებებიX52NSPSL 2 უნაკერო ფოლადის მილი IPS-M-PI-190(3)-ის შესაბამისად დაNACE MR-01-75 მჟავე მომსახურებისთვის:
| მოსავლიანობის ზღვარი(მპა) | დაჭიმვის სიმტკიცე(მპა) | წაგრძელება A% |
| მპა | მპა | წაგრძელება (მინ.) |
| 36O-530MPa | 460-760 მპა | 20 |
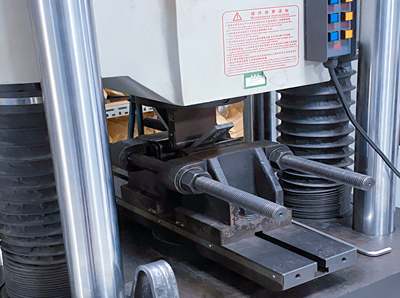
მოხრის ტესტი
მექანიკური თვისებების ტესტი

სიმტკიცის ტესტი
დასრულებული მილის გარე წონა (სიგანე, სიგრძე), ზედაპირის ხარისხი, სისწორე, დეფექტური მილის გაპრიალება, ვიზუალური და განზომილებითი შემოწმება.
1. OD ტოლერანტობა: (-0.75%D,+0.75%D).
მილის ბოლოების გარე დიამეტრის ტოლერანტობა: ±0.005D.
2.WT ტოლერანტობა: (+15%t, -12.5%t).
3. მილის კორპუსის ოვალურობა: ±0.020D, ბოლოების ოვალურობა: ±0.015D.
მილის ნებისმიერ წერტილში წონა უნდა იყოს ნომინალური კედლის სისქის 87.5%-ზე მეტი.
მილების ბოლოებში წონა იზომება მიკრომეტრით.
მილის ტანზე კედლის სისქის გაზომვა ხორციელდება WT-სთვის ხელით გაზომვით, რომელიც მოიცავს 3 რგოლს ან მონაკვეთს მილის ტანის გასწვრივ, თითოეულ მონაკვეთზე 6 ჩვენებით.
4. მილის კორპუსის მოხრის ხარისხი: მილის სიგრძის 0.20%. იზომება დამუშავებული ხაზით.
5. მილის ბოლოების მოხრის ხარისხი: არ უნდა იყოს 3.0 მმ-ზე მეტი 1.2 მეტრში. იზომება სწორი ზოლით.

გარე დიამეტრის შემოწმება

კედლის სისქის შემოწმება

ინსპექტირების დასრულება

სისწორის შემოწმება

UT ინსპექტირება

გარეგნობის შემოწმება
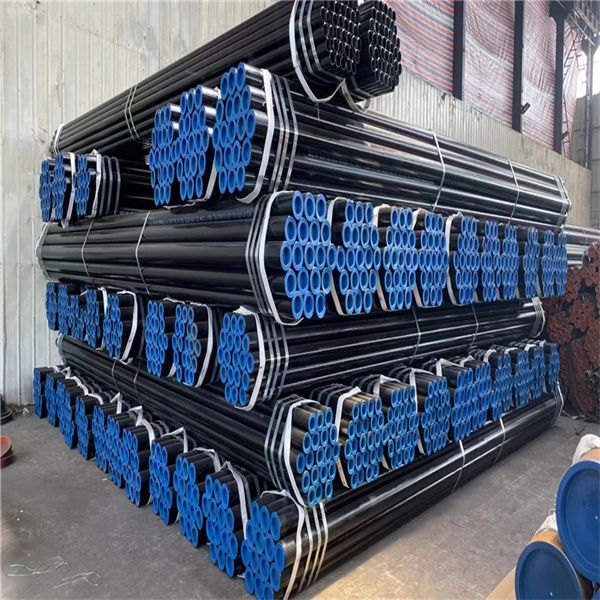
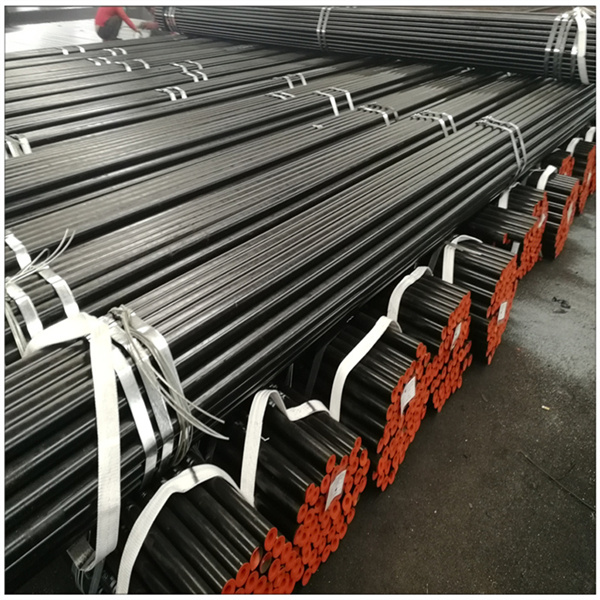
შიშველი მილი ან შავი / ლაქის საფარი (მომხმარებლის მოთხოვნების შესაბამისად);
6 ინჩი და ნაკლები სიმაღლის, შეკვრებად ორი ბამბის სახვევით;
ორივე ბოლო ბოლო დამცავით;
უბრალო ბოლო, დახრილი ბოლო (2" და ზემოთ დახრილი ბოლოებით, ხარისხი: 30~35°), ხრახნიანი და შემაერთებელი;
მარკირება.


უნაკერო მილსადენების გადაზიდვა კატარში

უნაკერო მილების გადაზიდვა პაკისტანში

უნაკერო მილსადენების გადაზიდვა სამხრეთ აფრიკაში

უნაკერო მილსადენების გადაზიდვა ეკვადორში