



ASTM A501 B კლასიარის ცხელი ფორმირების შედუღებული და უნაკერო ნახშირბადოვანი ფოლადის მილი, რომლის მინიმალური დაჭიმვის სიმტკიცეა 448 მპა (65,000 psi), რომელიც გამოიყენება სხვადასხვა სტრუქტურული გამოყენებისთვის.
ASTM A501განკუთვნილია სტრუქტურული გამოყენებისთვის ცხლად ფორმირებული შედუღებული და უნაკერო ნახშირბადოვანი ფოლადის მილების დამზადებისა და შესრულებისთვის.
ეს ფოლადის მილები შეიძლება იყოს შავი (დაუფარავი) ან ცხლად გალვანიზებული, რომელთაგან ეს უკანასკნელი გალვანიზაციის პროცესის მეშვეობით გაზრდილი კოროზიისადმი მდგრადობით ხასიათდება, რაც მას გარემო პირობების ფართო სპექტრისთვის შესაფერისს ხდის.
ეს ფოლადის მილები ფართოდ გამოიყენება ხიდებში, შენობებსა და სხვა ზოგად სტრუქტურულ დანიშნულებაში.
ASTM A501 ფოლადის მილებს სამ კლასად ყოფს:A კლასი, B კლასი და C კლასი.
B კლასი სამი კლასიდან ყველაზე ფართოდ გამოიყენება, რადგან ის უზრუნველყოფს კარგად დაბალანსებულ თვისებებს მრავალი სტრუქტურული გამოყენებისთვის.
ფოლადი უნდა დამზადდესუჟანგბადო ან ელექტრორკალური ღუმელის ფოლადის წარმოების პროცესი.
ფოლადი შეიძლება ჩამოისხას ზოდების სახით ან შეიძლება იყოს ძაფიანი ჩამოსხმა.
როდესაც სხვადასხვა კლასის ფოლადები თანმიმდევრულად ჩამოისხმება ძაფებით, ფოლადის მწარმოებელმა უნდა განსაზღვროს შედეგად მიღებული გარდამავალი მასალა და ამოიღოს იგი დადგენილი პროცედურის გამოყენებით, რომელიც დადებითად განასხვავებს კლასის ფოლადებს.
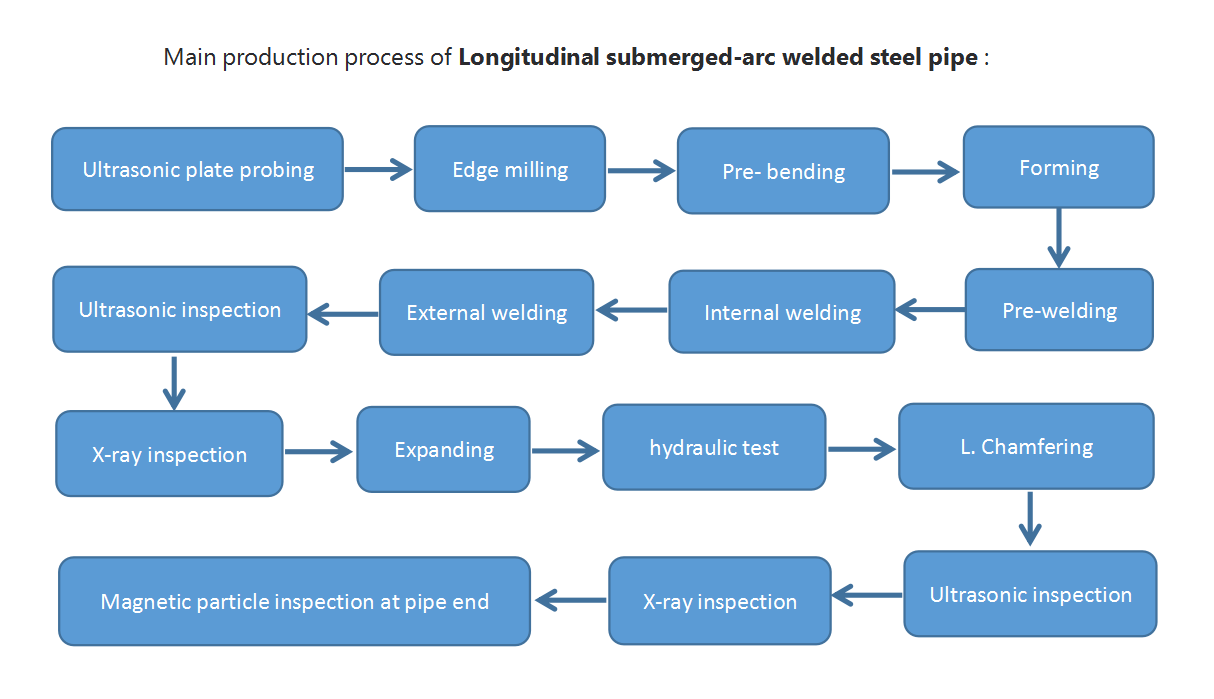
მილები უნდა დამზადდეს შემდეგი პროცესებიდან ერთ-ერთის გამოყენებით:უწყვეტი; ღუმელის კონდახით შედუღება (უწყვეტი შედუღება); ელექტრული წინაღობის შედუღება (ERW) ან წყალქვეშა რკალური შედუღება (SAW)რასაც მოჰყვება ხელახალი გაცხელება მთელ განივი კვეთის გასწვრივ და ცხელი ფორმირება შემცირების ან ფორმირების პროცესით, ან ორივე ერთად.
SAW შედუღების პროცესი იყოფაLSAW(SAWL) და SSAW (ჯანმრთელობისა და სოციალური დაცვის სამსახური).
საბოლოო ფორმის ფორმირება უნდა მოხდეს ცხელი ფორმირების პროცესით.
13 მმ-ზე [1/2 ინჩ] მეტი კედლის სისქის მქონე მილებისთვის დასაშვებია ნორმალიზებული თერმული დამუშავების დამატება.
| ASTM A501 B კლასის ქიმიური მოთხოვნები,% | |||
| კომპოზიცია | B კლასი | ||
| სითბოს ანალიზი | პროდუქტის ანალიზი | ||
| C (ნახშირბადი)B | მაქსიმუმი | 0.22 | 0.26 |
| მანგანუმი (მანგანუმი)B | მაქსიმუმი | 1.40 | 1.45 |
| P (ფოსფორი) | მაქსიმუმი | 0.030 | 0.040 |
| S (გოგირდი) | მაქსიმუმი | 0.020 | 0.030 |
| Cu (სპილენძი)B (როდესაც მითითებულია სპილენძის ფოლადი) | წთ | 0.20 | 0.18 |
| Bნახშირბადის მითითებულ მაქსიმუმზე 0.01 პროცენტული პუნქტით შემცირებისთვის, მანგანუმის მითითებულ მაქსიმუმზე 0.06 პროცენტული პუნქტით გაზრდა დასაშვებია, მაქსიმუმ 1.60%-მდე სითბური ანალიზით და 1.65%-მდე პროდუქტის ანალიზით. | |||
პროდუქტის ანალიზი უნდა ჩატარდეს საცდელი ნიმუშების გამოყენებით, რომლებიც აღებულია მილის ორი სიგრძიდან 500 სიგრძის თითოეული პარტიიდან, ან მისი ნაწილიდან, ან ბრტყელგლინიანი მასალის ორი ცალიდან, შესაბამისი რაოდენობის ბრტყელგლინიანი მასალის თითოეული პარტიიდან.
დაჭიმვის ნიმუშები უნდა შეესაბამებოდეს ტესტირების მეთოდებისა და განმარტებების A370, დანართი A2-ის შესაბამის მოთხოვნებს.
| ASTM A501 B კლასის დაჭიმვის მოთხოვნები | |||
| სია | კედლის სისქე მმ [ინჩები] | B კლასი | |
| დაჭიმვის სიმტკიცე, წთ, psi[MPa] | ყველა | 65000 [448] | |
| მოსავლიანობის ზღვარი, წთ, psi[MPa] | ≤25 [1] | 46,000 [315] | |
| >25 [1] და ≤ 50 [2] | 45,000 [310] | ||
| >50 [2] და ≤ 76 [3] | 42,500 [290] | ||
| >76 [3] და ≤ 100 [4] | 40,000 [280] | ||
| წაგრძელება, მინ., % | — | 24 | |
| დარტყმის ენერგია | წთ.,საშუალო, ფუტი/იშემიური ფეხის ტერმინალი [ჯ] | — | 20 [27] |
| წთ.,მარტოხელა, ფუტი/იშემიური ფეხის ტერმინალი [ჯ] | — | 14 [19] | |
დაჭიმვის ტესტის ნიმუშები უნდა იყოს სრული ზომის გრძივი ტესტის ნიმუშები ან გრძივი ზოლიანი ტესტის ნიმუშები.
შედუღებული მილებისთვის, ნებისმიერი გრძივი ზოლური ტესტის ნიმუში უნდა იქნას აღებული შედუღებიდან მინიმუმ 90°-იანი კუთხით და უნდა მომზადდეს საზომი სიგრძის გაბრტყელების გარეშე.
გრძივი ზოლის ტესტინიმუშებს ყველა ნაკაწრი უნდა მოშორდეს.
დაჭიმვის ტესტის ნიმუშებს არ უნდა ჰქონდეთ ზედაპირული ნაკლოვანებები, რომლებიც ხელს შეუშლის დაჭიმვის თვისებების სწორად განსაზღვრას.
კედლის სისქე ≤ 6.3 მმ [0.25 ინჩი] არ საჭიროებს დარტყმით ტესტირებას.
| ASTM A501 განზომილებიანი ტოლერანტობა | ||
| სია | მასშტაბი | შენიშვნა |
| გარე დიამეტრი (OD) | ≤48 მმ (1.9 ინჩი) | ±0.5 მმ [1/48 ინჩი] |
| >50 მმ (2 ინჩი) | ± 1% | |
| კედლის სისქე (T) | კედლის მითითებული სისქე | ≥90% |
| წონა | მითითებული წონა | 96.5%-110% |
| სიგრძე (L) | ≤7 მ (22 ფუტი) | -6 მმ (1/4 ინჩი) - +13 მმ (1/2 ინჩი) |
| 7-14 მ (22-44 ფუტი) | -6 მმ (1/4 ინჩი) - +19 მმ (3/4) | |
| სისწორე | სიგრძეები იმპერიულ ერთეულებშია (ft) | ლ/40 |
| სიგრძის ერთეულებია მეტრიკა (მ) | ლ/50 | |
სტრუქტურული მილები უნდა იყოს დეფექტების გარეშე და უნდა ჰქონდეს გლუვი დასრულება, რაც ცხელი გლინვის წარმოების პროცესის შედეგია.
როდესაც მილის ზედაპირზე დეფექტების სიღრმე აღემატება ნომინალური კედლის სისქის 10%-ს, ეს დეფექტები ჩაითვლება შეუსაბამოდ. შედუღებით შეკეთება დასაშვებია მხოლოდ მყიდველსა და მწარმოებელს შორის შეთანხმების შემთხვევაში. შედუღებით შეკეთებამდე, შესაკეთებელი დეფექტები მთლიანად უნდა აღმოიფხვრას ჭრის ან დაფქვის მეთოდებით.
სტრუქტურული მილის ცხლად გალვანიზაციისთვის, ეს საფარი უნდა შეესაბამებოდეს სპეციფიკაციის შესაბამის მოთხოვნებს.ASTM A53.
სტრუქტურული მილის თითოეული სიგრძე უნდა იყოს მონიშნული შესაბამისი მეთოდით, როგორიცაა გლინვა, შტამპვა, ჭედვა ან შეღებვა.
ASTM A501 მარკირება უნდა შეიცავდეს მინიმუმ შემდეგ ინფორმაციას:
მწარმოებლის სახელი
ბრენდი ან სავაჭრო ნიშანი
ზომა
სტანდარტის დასახელება (გამოცემის წელი სავალდებულო არ არის)
კლასი
50 მმ [2 ინჩი] ოდეკალური დიამეტრის მქონე სტრუქტურული მილებისთვის დასაშვებია ფოლადის შესახებ ინფორმაციის მონიშვნა თითოეულ შეკვრაზე მიმაგრებულ ეტიკეტზე.
ASTM A501 B კლასის ფოლადი აერთიანებს სიმტკიცესა და პლასტიურობას ცხელი ფორმირების წარმოების პროცესთან, რაც მას სხვადასხვა სტრუქტურული გამოყენებისთვის ვარგისს ხდის.
მშენებლობა და მშენებლობაროგორც წესი, გამოიყენება სამშენებლო და სამშენებლო სამუშაოებში, სადაც საჭიროა მყარი მასალების მაღალი სიმტკიცე და გამძლეობა. ეს მოიცავს შენობებს, სპორტულ სტადიონებს, ხიდებს და სხვა ნაგებობებს.
სამრეწველო ობიექტებიმაღალი სიმტკიცის გამო, ის შესაფერისია სამრეწველო ობიექტებში, როგორიცაა ქარხნები და საწყობები, სადაც სტრუქტურული მთლიანობა კრიტიკულად მნიშვნელოვანია.
სატრანსპორტო ინფრასტრუქტურაეს კლასი გამოიყენება სატრანსპორტო ინფრასტრუქტურის წარმოებაში, მათ შორის რკინიგზის სადგურების, აეროპორტების და გზატკეცილების ესტაკადების წარმოებაში.
სტრუქტურული კომპონენტებიის ასევე ფართოდ გამოიყენება სტრუქტურული კომპონენტების, როგორიცაა სვეტები, სხივები და ფერმები, წარმოებაში, რომლებიც ქმნიან სხვადასხვა სტრუქტურის კარკასს.
აღჭურვილობის წარმოებამძიმე ტექნიკისა და დანადგარების წარმოებაში, მისი გამოყენება შესაძლებელია იმ ნაწილებისთვის, რომლებიც საჭიროებენ მაღალი სიმტკიცის სტრუქტურულ კომპონენტებს.


მწარმოებელი მყიდველს მიაწვდის შესაბამისობის სერტიფიკატს, რომელშიც მითითებული იქნება, რომ პროდუქტი ნიმუშის აღება, ტესტირება და შემოწმება განხორციელდა ამ სპეციფიკაციისა და შესყიდვის შეკვეთაში ან კონტრაქტში მითითებული ნებისმიერი სხვა მოთხოვნის შესაბამისად და რომ ყველა ასეთი მოთხოვნა დაკმაყოფილებულია. შესაბამისობის სერტიფიკატში მითითებული უნდა იყოს კონკრეტული ნომერი და გაცემის წელი.
„ბოტოპ სტილი“ ჩინეთიდან შედუღებული ნახშირბადოვანი ფოლადის მილების მაღალი ხარისხის მწარმოებელი და მიმწოდებელია, ასევე უნაკერო ფოლადის მილების მომწოდებელი.
„ბოტოპ სტილს“ მაღალი ხარისხი აქვს და მკაცრ კონტროლსა და ტესტირებას ახორციელებს.პროდუქტის საიმედოობის უზრუნველყოფა. მისი გამოცდილი გუნდი უზრუნველყოფს პერსონალიზებულ გადაწყვეტილებებს და ექსპერტულ მხარდაჭერას, მომხმარებლის კმაყოფილებაზე ორიენტირებით. მოუთმენლად ველით თქვენთან თანამშრომლობას.







