



STPT 370წარმოადგენს ნახშირბადოვანი ფოლადის მილებისთვის განკუთვნილი იაპონური სტანდარტის JIS G 3456 კლასის კლასს, რომელიც გამოიყენება წნევის მილებისთვის 350°C-ზე მეტი ტემპერატურის გარემოში. ეს შეიძლება იყოს როგორც უნაკერო, ასევე შედუღებული მილები ელექტრო წინაღობის შედუღების (ERW) პროცესის გამოყენებით. STPT 370 მასალის მექანიკური თვისებებია მინიმალური დაჭიმვის სიმტკიცე 370 მპა და მინიმალური დენადობის ზღვარი 215 მპა.
თუ თქვენ ეძებთ JIS G 3456 სტანდარტს შესაბამისი ფოლადის მილების მწარმოებელსა და მიმწოდებელს, მაშინ ჩვენ ვართ ის პარტნიორი, რომელსაც ეძებთ. დაგვიკავშირდით დღესვე და ჩვენ სიამოვნებით დაგეხმარებით!
გამოდგება 10.5 მმ - 660.4 მმ (6A - 650A) (1/8B - 26B) გარე დიამეტრისთვის.
A და B იაპონურ სტანდარტში ნომინალური დიამეტრის გამოსახატავად ორი გზაა. კერძოდ, A შეესაბამება DN-ს, ხოლო B შეესაბამება NPS-ს.
JIS G 3456 STPT 370-ის წარმოება შესაძლებელია შემდეგი მეთოდის გამოყენებით:უნაკეროწარმოების პროცესი ანელექტრო წინააღმდეგობის შედუღება(ERW) პროცესი.
წარმოების პროცესი ასევე შეესაბამება სხვადასხვა დასრულების მეთოდებს, რათა გაუმკლავდეს სხვადასხვა გამოყენების გარემოს.
| კლასის სიმბოლო | წარმოების პროცესის სიმბოლო | |
| მილების წარმოების პროცესი | დასრულების მეთოდი | |
| JIS G 3456 STPT370 | უნაკერო: S | ცხელი დამუშავება: H ცივი დამუშავება: C |
| შედუღებული ელექტრული წინაღობა: E კონდახით შედუღებული: B | ცხელი დამუშავება: H ცივი დამუშავება: C როგორც ელექტრული წინაღობა შედუღებული: G | |
STPT 370 უნდა გაიაროს თერმული დამუშავება.
1. ცხელი დამუშავების უნაკერო ფოლადის მილი: წარმოებისას საჭიროებისამებრ შეიძლება გამოყენებულ იქნას დაბალტემპერატურული გამოწვა ან ნორმალიზაცია;
2. ცივი დამუშავების უნაკერო ფოლადის მილი: დაბალტემპერატურული გახურება ან ნორმალიზაცია;
3. ცხელი დამუშავებით დამუშავებული ელექტრო წინაღობით შედუღებული ფოლადის მილი: წარმოებისას, საჭიროებისამებრ, შესაძლებელია დაბალტემპერატურული გახურება ან ნორმალიზაცია;
4. ცივი დამუშავებით დამუშავებული ელექტროწინააღმდეგობით შედუღებული და ელექტროწინააღმდეგობით შედუღებული ფოლადის მილი: დაბალტემპერატურული გახურება ან ნორმალიზაცია.
| კლასის სიმბოლო | C | Si | Mn | P | S |
| JIS G 3456 STPT370 | მაქსიმუმ 0.25% | 0.10 - 0.35% | 0.30 - 0.90% | მაქსიმუმ 0.035% | მაქსიმუმ 0.035% |
საჭიროების შემთხვევაში, დამატებითი ელემენტების დამატება შესაძლებელია.
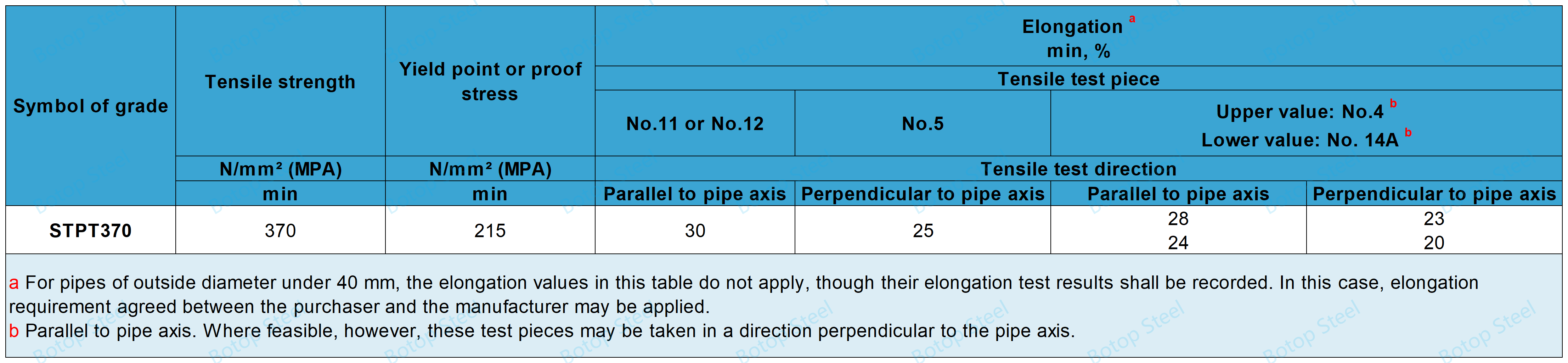
დაჭიმვის სიმტკიცე, დენადობის წერტილი ან დატვირთვის ცდა და წაგრძელება
გაბრტყელების თვისება
შესაფერისია 60.5 მმ-ზე მეტი გარე დიამეტრის მქონე მილებისთვის.
ნიმუში მოთავსებულია ორ პლატფორმას შორის და გაბრტყელებულია. როდესაც ორ ფირფიტას შორის მანძილი მიაღწევსH, ფოლადის მილის ნიმუშის ზედაპირზე ბზარები არ არის.
H = 1.08t/(0.08+ t/D)
n: მანძილი ფირფიტებს შორის (მმ);
t: მილის კედლის სისქე (მმ);
D: მილის გარე დიამეტრი (მმ);
მოხრა
გამოდგება ფოლადის მილებისთვის, რომელთა გარე დიამეტრი 60.5 მმ ან ნაკლებია.
როდესაც ნიმუში მოხრილია მანდრელის გარშემო მილის გარე დიამეტრის 6-ჯერ დიდი შიდა რადიუსით, ნიმუში შემოწმდება და ბზარები არ გვხვდება.
| ნომინალური კედლის სისქე | გრაფიკის ნომერი: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| მინიმალური ჰიდრავლიკური ტესტის წნევა, MPa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
როდესაც ფოლადის მილის გარე დიამეტრი და კედლის სისქე არ არის სტანდარტული ზომები, შესაბამისი სპეციფიკაციის კლასის დასადგენად შეიძლება გამოყენებულ იქნას შემდეგი მეთოდები:
პირველ რიგში, აირჩიეთ სტანდარტული გრაფიკის კლასი, რომელიც ყველაზე ახლოს არის არასტანდარტულ ზომასთან; მეორეც, განსაზღვრეთ სპეციფიკაციის კლასი P მნიშვნელობის გამოთვლით.
ორივე მეთოდში, საბოლოო სპეციფიკაციის კლასად უნდა შეირჩეს უფრო მცირე მნიშვნელობა.
P = 2st/D
P: ტესტის წნევა (MPa);
t: მილის კედლის სისქე (მმ);
D: მილის გარე დიამეტრი (მმ);
s: დენადობის ზღვრის ან დაძაბულობის მითითებული მინიმალური მნიშვნელობის 60%;
არადესტრუქციული ტესტირების გავრცელებული მეთოდებია ულტრაბგერითი ტესტირება (UT) და მორევული დენის ტესტირება (ET).
ულტრაბგერითი შემოწმების ჩატარებისას უნდა იხელმძღვანელოთ JIS G 0582 სტანდარტით და როდესაც შემოწმების შედეგი ტოლია ან აღემატება UD კლასის საცნობარო სტანდარტს, ეს ჩაითვლება გაუმართაობად.
მორევული დენის შემოწმებისას უნდა იხელმძღვანელოთ JIS G 0583 სტანდარტით. როდესაც შემოწმების შედეგი ტოლია ან აღემატება EY კლასის საცნობარო სტანდარტს, ის არაკვალიფიციურად ითვლება.
სტანდარტული ზომები და კედლის სისქეები 10.5 მმ-დან 660.4 მმ-მდე დიაპაზონშია ჩამოთვლილი JIS G 3456-ში, რომელიც წარმოადგენსფოლადის მილის წონის ცხრილი და შესაბამისი გრაფიკის ნომერი.
გრაფიკი 10,გრაფიკი 20,გრაფიკი 30,გრაფიკი 40,გრაფიკი 60,გრაფიკი 80,გრაფიკი 100,გრაფიკი 120,გრაფიკი 140,გრაფიკი 160.
2014 წელს დაარსების დღიდან,ბოტოპ ფოლადიჩრდილოეთ ჩინეთში ნახშირბადოვანი ფოლადის მილების წამყვანი მიმწოდებელი გახდა, რომელიც ცნობილია შესანიშნავი მომსახურებით, მაღალი ხარისხის პროდუქციითა და ყოვლისმომცველი გადაწყვეტილებებით.
კომპანია გთავაზობთ ნახშირბადოვანი ფოლადის მილებისა და მათთან დაკავშირებული პროდუქციის მრავალფეროვნებას, მათ შორის უნაკერო, ERW, LSAW და SSAW ფოლადის მილებს, ასევე მილსადენების ფიტინგებისა და ფლანგების სრულ ასორტიმენტს. მისი სპეციალიზებული პროდუქცია ასევე მოიცავს მაღალი ხარისხის შენადნობებსა და აუსტენიტურ უჟანგავ ფოლადებს, რომლებიც მორგებულია სხვადასხვა მილსადენის პროექტების მოთხოვნებზე.
გთხოვთ, თავისუფლად დაგვიკავშირდეთ და სიამოვნებით ვუპასუხებთ თქვენს შეკითხვებს.










