



JIS G 3455არის იაპონური სამრეწველო სტანდარტი (JIS) მაღალი წნევის მომსახურებისთვის 350°C ან უფრო დაბალ ტემპერატურაზე, ძირითადად მექანიკური ნაწილებისთვის.
STS370 ფოლადის მილიარის ფოლადის მილი მინიმალური დაჭიმვის სიმტკიცით 370 მპა და მინიმალური დენადობის ზღვარი 215 მპა, ნახშირბადის შემცველობით არაუმეტეს 0.25%-ისა და სილიციუმის შემცველობით 0.10%-დან 0.35%-მდე და ძირითადად გამოიყენება მაღალი სიმტკიცისა და კარგი შედუღებადობის მოთხოვნით, როგორიცაა სამშენებლო კონსტრუქციები, ხიდები, წნევის ჭურჭლები და გემის კომპონენტები.
JIS G 3455-ს სამი კლასი აქვს.STS370, STS410, STA480.
გარე დიამეტრი 10.5-660.4 მმ (6-650A) (1/8-26B).
მილები უნდა დამზადდეს შემდეგი მასალისგან:მოკლული ფოლადი.
დაჟანგული ფოლადი არის ფოლადი, რომელიც სრულად დეოქსიდირებულია ზოდებად ან სხვა ფორმებად ჩამოსხმამდე. პროცესი გულისხმობს ფოლადს გამყარებამდე დეოქსიდაციური აგენტის, როგორიცაა სილიციუმი, ალუმინი ან მანგანუმი, დამატებას. ტერმინი „დაჟანგული“ მიუთითებს, რომ გამყარების პროცესის დროს ფოლადში ჟანგბადის რეაქცია არ ხდება.
ჟანგბადის გამორიცხვით, დამპალი ფოლადი ხელს უშლის გამდნარ ფოლადში ჰაერის ბუშტების წარმოქმნას, რითაც თავიდან აცილებს ფორიანობას და საბოლოო პროდუქტში ჰაერის ბუშტების წარმოქმნას. ეს იწვევს უფრო ერთგვაროვან და მკვრივ ფოლადს, რომელსაც აქვს უმაღლესი მექანიკური თვისებები და სტრუქტურული მთლიანობა.
დამუშავებული ფოლადი განსაკუთრებით შესაფერისია მაღალი ხარისხისა და გამძლეობის მოთხოვნით გამოყენებული აპლიკაციებისთვის, როგორიცაა წნევის ჭურჭლები, დიდი კონსტრუქციები და მაღალი ხარისხის მოთხოვნების მქონე მილსადენები.
მილების წარმოებისთვის დამუშავებული ფოლადის გამოყენებით, შეგიძლიათ დარწმუნებული იყოთ უკეთეს მუშაობასა და ხანგრძლივ მომსახურების ვადაში, განსაკუთრებით მძიმე დატვირთვისა და წნევის პირობებში.
დამზადებულია უწყვეტი წარმოების პროცესისა და დასრულების მეთოდის გამოყენებით.

ცხელი დამუშავების უნაკერო ფოლადის მილი: SH;
ცივი დამუშავების უნაკერო ფოლადის მილი: SC.
უნაკერო წარმოების პროცესისთვის, ის შეიძლება უხეშად დაიყოს 30 მმ-ზე მეტი გარე დიამეტრის მქონე უნაკერო ფოლადის მილებად ცხელი დამუშავების გამოყენებით და 30 მმ ცივი დამუშავების გამოყენებით.
აქ მოცემულია ცხელი დამუშავებით დამუშავებული უნაკერო მასალის წარმოების პროცესი.


დაბალტემპერატურულ გამოწვას ძირითადად იყენებენ მასალების დამუშავების გასაუმჯობესებლად, სიმტკიცის შესამცირებლად და სიმტკიცის გასაუმჯობესებლად და გამოდგება ცივად დამუშავებული ფოლადისთვის.
ნორმალიზაცია გამოიყენება მასალის სიმტკიცისა და სიმტკიცის გასაუმჯობესებლად, რათა ფოლადი უფრო მეტად იყოს შესაფერისი მექანიკური სტრესისა და დაღლილობისადმი გასაძლო და ხშირად გამოიყენება ცივად დამუშავებული ფოლადის მახასიათებლების გასაუმჯობესებლად.
ამ თერმული დამუშავების პროცესების მეშვეობით, ფოლადის შიდა სტრუქტურა ოპტიმიზირებულია და მისი თვისებები უმჯობესდება, რაც მას უფრო შესაფერისს ხდის მომთხოვნი სამრეწველო გამოყენებისთვის.
თერმული ანალიზი უნდა შეესაბამებოდეს JIS G 0320-ს. პროდუქტის ანალიზი უნდა შეესაბამებოდეს JIS G 0321-ს.
| კლასი | C (ნახშირბადი) | Si (სილიციუმი) | მანგანუმი (მანგანუმი) | P (ფოსფორი) | S (გოგირდი) |
| STS370 | მაქსიმუმ 0.25% | 0.10-0.35% | 0.30-1.10% | მაქსიმუმ 0.35% | მაქსიმუმ 0.35% |
სითბოს ანალიზიძირითადად მიზნად ისახავს ნედლეულის ქიმიური შემადგენლობის შემოწმებას.
ნედლეულის ქიმიური შემადგენლობის ანალიზით შესაძლებელია წარმოების პროცესში საჭირო დამუშავების ეტაპებისა და პირობების, როგორიცაა თერმული დამუშავების პარამეტრები და შენადნობის ელემენტების დამატება, პროგნოზირება და კორექტირება.
პროდუქტის ანალიზიაანალიზებს მზა პროდუქციის ქიმიურ შემადგენლობას საბოლოო პროდუქტის შესაბამისობისა და ხარისხის დასადასტურებლად.
პროდუქტის ანალიზი უზრუნველყოფს, რომ წარმოების პროცესში პროდუქტში ყველა ცვლილება, დამატება ან ნებისმიერი შესაძლო მინარევი კონტროლის ქვეშ იყოს და საბოლოო პროდუქტი აკმაყოფილებდეს ტექნიკურ სპეციფიკაციებსა და გამოყენების მოთხოვნებს.
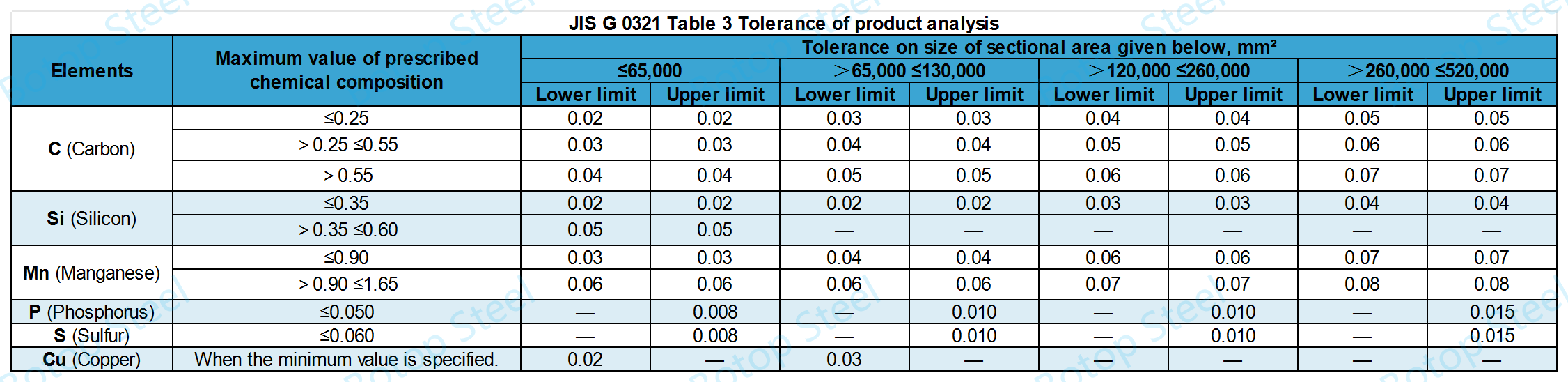
JIS G 3455-ის მიხედვით, პროდუქტის ანალიზის მნიშვნელობები არა მხოლოდ ზემოთ მოცემულ ცხრილში მოცემული ელემენტების მოთხოვნებს უნდა შეესაბამებოდეს, არამედ ტოლერანტობის დიაპაზონი უნდა შეესაბამებოდეს JIS G 3021-ის მე-3 ცხრილის მოთხოვნებს.
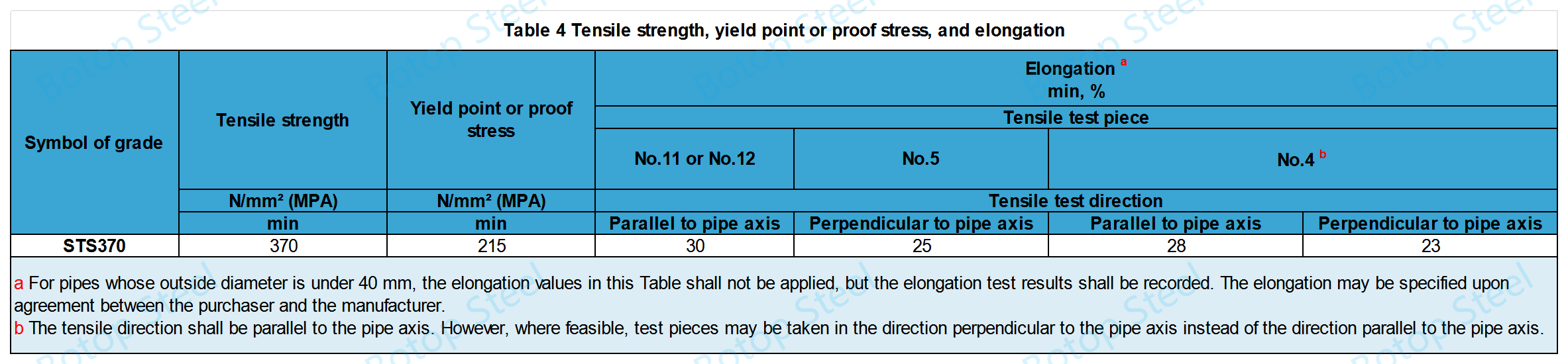
საცდელი ნაწილის No12 (მილის ღერძის პარალელურად) და საცდელი ნაწილის No5 (მილის ღერძის პერპენდიკულარულად) წაგრძელების მნიშვნელობები აღებულია 8 მმ-ზე ნაკლები კედლის სისქის მილებიდან.
| კლასის სიმბოლო | გამოყენებული სატესტო ნაწილი | წაგრძელება მინ., % | ||||||
| კედლის სისქე | ||||||||
| >1 ≤2 მმ | >2 ≤3 მმ | >3 ≤4 მმ | >4 ≤5 მმ | >5 ≤6 მმ | >6 ≤7 მმ | >7 <8 მმ | ||
| STS370 | №12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| №5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| ამ ცხრილში მოცემული წაგრძელების მნიშვნელობები მიიღება კედლის სისქის 8 მმ-დან ყოველი 1 მმ-ით შემცირებისთვის ცხრილ 4-ში მოცემული წაგრძელების მნიშვნელობიდან 1.5%-ის გამოკლებით და შედეგის მთელ რიცხვამდე დამრგვალებით JIS Z 8401-ის A წესის შესაბამისად. | ||||||||
გაბრტყელების ტესტი შეიძლება გამოტოვდეს, თუ მყიდველი სხვა რამეს არ ითვალისწინებს.
მოათავსეთ ნიმუში მანქანაში და გაასწორეთ მანამ, სანამ ორ პლატფორმას შორის მანძილი არ მიაღწევს მითითებულ მნიშვნელობას H. შემდეგ შეამოწმეთ ნიმუში ბზარებზე.
კრიტიკული წინააღმდეგობის მქონე შედუღებული მილის ტესტირებისას, შედუღებულ ადგილსა და მილის ცენტრს შორის ხაზი პერპენდიკულარულია შეკუმშვის მიმართულებით.
H=(1+e)t/(e+t/D)
H: ფირფიტებს შორის მანძილი (მმ)
t: მილის კედლის სისქე (მმ)
D: მილის გარე დიამეტრი (მმ)
ე:მილის თითოეული კლასისთვის განსაზღვრული მუდმივა.0.08 STS370-ისთვის: 0.07 STS410-ისა და STS480-ისთვის.
გამოდგება მილებისთვის, რომელთა გარე დიამეტრი ≤ 50 მმ-ია.
ნიმუში არ უნდა იყოს ბზარებიანი 90°-იანი კუთხით მოხრისას, რომლის შიდა დიამეტრი მილის გარე დიამეტრზე 6-ჯერ მეტია.
მოხრის კუთხე უნდა გაიზომოს მოხრის დასაწყისში.
ყველა ფოლადის მილს სჭირდება ჰიდროსტატიკურად ან არადესტრუქციულად ტესტირება.მილის ხარისხისა და უსაფრთხოების უზრუნველსაყოფად და გამოყენების სტანდარტების დასაკმაყოფილებლად.
ჰიდრავლიკური ტესტი
თუ სატესტო წნევა არ არის მითითებული, მინიმალური ჰიდროტესტირების წნევა უნდა განისაზღვროს მილსადენის გრაფიკის შესაბამისად.
| ნომინალური კედლის სისქე | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| მინიმალური ჰიდრავლიკური ტესტის წნევა, MPa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
როდესაც ფოლადის მილის გარე დიამეტრის კედლის სისქე არ არის სტანდარტული მნიშვნელობა ფოლადის მილის წონის ცხრილში, აუცილებელია ფორმულის გამოყენება წნევის მნიშვნელობის გამოსათვლელად.
P=2st/D
P: ტესტის წნევა (MPa)
t: მილის კედლის სისქე (მმ)
Dმილის გარე დიამეტრი (მმ)
sმოცემული დენადობის ზღვრის ან დაძაბულობის მინიმალური მნიშვნელობის 60%.
როდესაც არჩეული გეგმის ნომრის მინიმალური ჰიდროსტატიკური ტესტირების წნევა აღემატება ფორმულით მიღებულ ტესტირების წნევას P, წნევა P უნდა იქნას გამოყენებული, როგორც მინიმალური ჰიდროსტატიკური ტესტირების წნევა, ზემოთ მოცემულ ცხრილში მინიმალური ჰიდროსტატიკური ტესტირების წნევის არჩევის ნაცვლად.
არადესტრუქციული ტესტი
ფოლადის მილების არადესტრუქციული ტესტირება უნდა ჩატარდესულტრაბგერითი ან მორევული დენის ტესტირება.
ამისთვისულტრაბგერითიშემოწმების მახასიათებლები, სიგნალი საცნობარო ნიმუშიდან, რომელიც შეიცავს UD კლასის საცნობარო სტანდარტს, როგორც ეს მითითებულიაJIS G 0582უნდა ჩაითვალოს განგაშის დონედ და მისი ძირითადი სიგნალი უნდა იყოს განგაშის დონის ტოლი ან მეტი.
სტანდარტული აღმოჩენის მგრძნობელობამორევიანი დენიგამოცდა უნდა იყოს EU, EV, EW ან EX კატეგორიის, რომელიც მითითებულიაJIS G 0583და არ უნდა იყოს სიგნალები, რომლებიც ექვივალენტური ან მეტია აღნიშნული კატეგორიის საცნობარო სტანდარტის შემცველი საცნობარო ნიმუშიდან მიღებული სიგნალების.
მეტისთვისმილების წონის დიაგრამები და მილების გრაფიკებისტანდარტის ფარგლებში, შეგიძლიათ დააწკაპუნოთ.
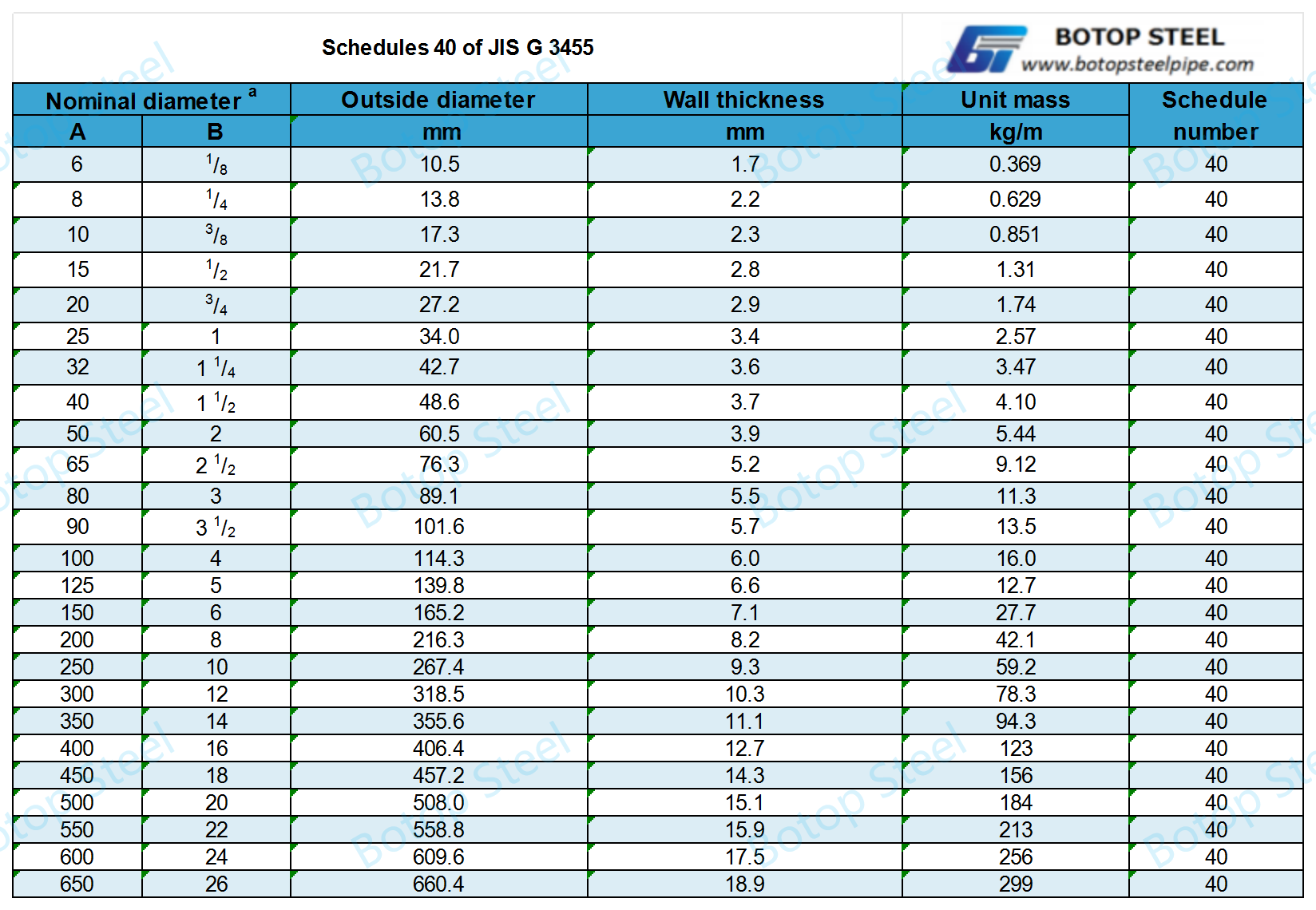
Schedule 40-ის მილი იდეალურად შეეფერება დაბალი და საშუალო წნევის აპლიკაციებს, რადგან ის გთავაზობთ საშუალო კედლის სისქეს, რაც თავიდან აგაცილებთ ჭარბ წონას და ხარჯებს და ამავდროულად უზრუნველყოფს საკმარის სიმტკიცეს.
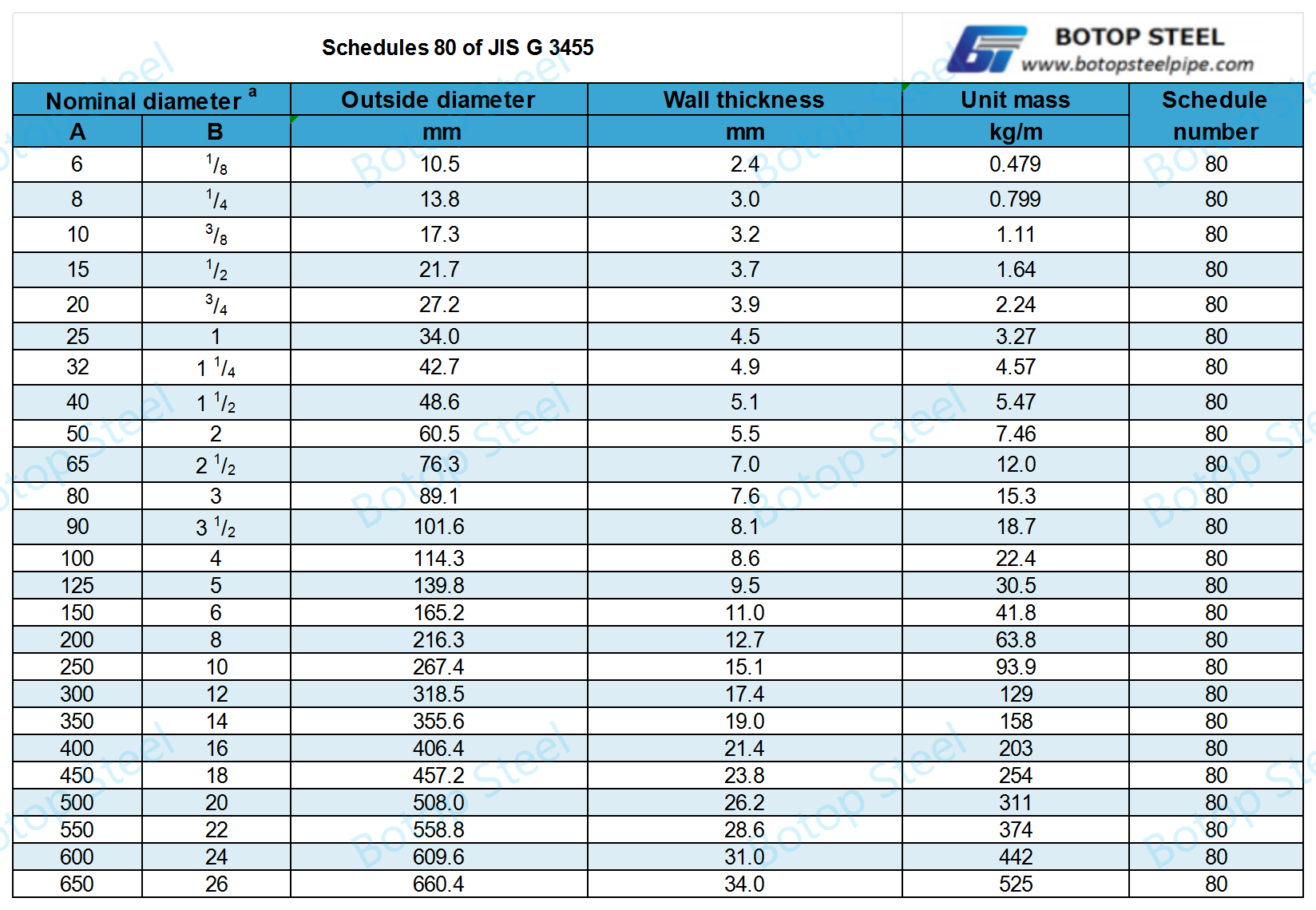
გრაფიკი 80-ის მილსადენი ფართოდ გამოიყენება სამრეწველო გარემოში, რომლებიც საჭიროებენ მაღალი წნევის დამუშავებას, როგორიცაა ქიმიური დამუშავების სისტემები და ნავთობისა და გაზის გადამცემი მილსადენები, მისი სქელი კედლის სისქის გამო მაღალი წნევისა და ძლიერი მექანიკური ზემოქმედებისადმი გამძლეობის უნარის გამო, რაც უზრუნველყოფს დამატებით უსაფრთხოებას, დაცულობას და გამძლეობას.
თითოეულ მილს უნდა ჰქონდეს შემდეგი ინფორმაცია.
ა)კლასის სიმბოლო;
ბ)წარმოების მეთოდის სიმბოლო;
გ)ზომებიმაგალითი 50AxSch80 ან 60.5x5.5;
დ)მწარმოებლის სახელი ან საიდენტიფიკაციო ბრენდი.
როდესაც თითოეული მილის გარე დიამეტრი მცირეა და თითოეული მილის მონიშვნა რთულია, ან როდესაც მყიდველი მოითხოვს მილების თითოეული შეკვრის მონიშვნას, თითოეული შეკვრა შეიძლება მონიშნოს შესაბამისი მეთოდით.
STS370 შესაფერისია დაბალი წნევის, მაგრამ შედარებით მაღალი ტემპერატურის სითხის გადატანის სისტემებისთვის.
გათბობის სისტემებიქალაქის გათბობის ან დიდი შენობების გათბობის სისტემებში, STS370 შეიძლება გამოყენებულ იქნას ცხელი წყლის ან ორთქლის ტრანსპორტირებისთვის, რადგან მას შეუძლია გაუძლოს სისტემაში წნევის და ტემპერატურის ცვლილებებს.
ელექტროსადგურებიელექტროენერგიის წარმოებისას საჭიროა მაღალი წნევის ორთქლის მილების დიდი რაოდენობა და STS370 იდეალური მასალაა ამ მილების წარმოებისთვის, რადგან მას შეუძლია გაუძლოს მაღალი ტემპერატურისა და მაღალი წნევის სამუშაო გარემოს ხანგრძლივ პერიოდებს.
შეკუმშული ჰაერის სისტემებიწარმოებასა და ავტომატიზირებულ წარმოების ხაზებში შეკუმშული ჰაერი ენერგიის მნიშვნელოვანი წყაროა და STS370 ფოლადის მილი გამოიყენება ამ სისტემებისთვის მილსადენების ასაშენებლად, რათა უზრუნველყოფილი იყოს ჰაერის უსაფრთხო და ეფექტური მიწოდება.
სტრუქტურული გამოყენება და ზოგადი დანადგარებიკარგი მექანიკური თვისებების გამო, STS370 ასევე შეიძლება გამოყენებულ იქნას სხვადასხვა სტრუქტურული და მექანიკური კომპონენტების წარმოებაში, განსაკუთრებით იმ შემთხვევებში, როდესაც საჭიროა გარკვეული შეკუმშვის სიმტკიცე.
JIS G 3455 STS370 არის ნახშირბადოვანი ფოლადის მასალა, რომელიც გამოიყენება მაღალი წნევის მომსახურებაში. შემდეგი მასალები შეიძლება ჩაითვალოს ექვივალენტურად ან თითქმის ექვივალენტურად:
1. ASTM A53 B კლასიგამოდგება ზოგადი სტრუქტურული და მექანიკური გამოყენებისთვის და სითხეების ტრანსპორტირებისთვის.
2. API 5L B კლასიმაღალი წნევის ნავთობისა და გაზის ტრანსპორტირების მილსადენებისთვის.
3. DIN 1629 St37.0ზოგადი მექანიკური ინჟინერიისა და გემთმშენებლობისთვის.
4. EN 10216-1 P235TR1უნაკერო ფოლადის მილი მაღალი ტემპერატურისა და მაღალი წნევის გარემოსთვის.
5. ASTM A106 B კლასიუნაკერო ნახშირბადოვანი ფოლადის მილი მაღალი ტემპერატურის გამოყენებისთვის.
6.ASTM A179უნაკერო ცივი დაჭიმვის რბილი ფოლადის მილები და მილები დაბალ ტემპერატურაზე მუშაობისთვის.
7. DIN 17175 St35.8უნაკერო მილების მასალები ქვაბებისა და წნევის ჭურჭლებისთვის.
8. EN 10216-2 P235GHარალეგირებული და შენადნობის ფოლადის უნაკერო მილები და მილსადენები მაღალი ტემპერატურისა და მაღალი წნევის გარემოში გამოსაყენებლად.
2014 წელს დაარსების დღიდან, Botop Steel ჩრდილოეთ ჩინეთში ნახშირბადოვანი ფოლადის მილების წამყვანი მიმწოდებელი გახდა, რომელიც ცნობილია შესანიშნავი მომსახურებით, მაღალი ხარისხის პროდუქციითა და ყოვლისმომცველი გადაწყვეტილებებით. კომპანია გთავაზობთ ნახშირბადოვანი ფოლადის მილებისა და მათთან დაკავშირებული პროდუქციის მრავალფეროვნებას, მათ შორის უნაკერო, ERW, LSAW და SSAW ფოლადის მილებს, ასევე მილების ფიტინგებისა და ფლანგების სრულ ასორტიმენტს.
მისი სპეციალური პროდუქტები ასევე მოიცავს მაღალი ხარისხის შენადნობებსა და აუსტენიტურ უჟანგავ ფოლადებს, რომლებიც მორგებულია სხვადასხვა მილსადენის პროექტების მოთხოვნებზე.















