
ASTM A210 ფოლადის მილი არის საშუალო შემცველობის ნახშირბადოვანი უნაკერო ფოლადის მილი, რომელიც გამოიყენება ქვაბის და გადახურების მილებად მაღალი ტემპერატურისა და წნევის გარემოში, მაგალითად, ელექტროსადგურებსა და სამრეწველო ქვაბებში.

ნავიგაციის ღილაკები
ASTM A210-ის ზომის დიაპაზონი
ნედლეული
ASTM A210 კლასი
ASTM A210 უნაკერო ფოლადის მილის წარმოების პროცესი
თერმული დამუშავება
ქიმიური კომპონენტები
მექანიკური თვისებები
სიმტკიცის ტესტი
სხვა ექსპერიმენტები
ზედაპირის მოპირკეთება
ფორმირების ოპერაციები
ASTM A210 მარკირება
ASTM A210-ის გამოყენება
ჩვენი მსგავსი პროდუქტები
ASTM A210-ის ზომის დიაპაზონი
გარე დიამეტრი: 1/2დუიმი (12.7 მმ) ≤ OD ≤5 დუიმი (127 მმ)
კედლის სისქე: 0.035 ინჩი (0.9 მმ) ≤ წონა ≤0.500 ინჩი (12.7 მმ)
შესაძლებელია სხვა ზომების მქონე მილების მიწოდება, იმ პირობით, რომ ასეთი მილები აკმაყოფილებს ამ სპეციფიკაციის ყველა სხვა მოთხოვნას.
ნედლეული
ფოლადის წარმოების პრაქტიკა--ფოლადი დაიღუპება.
დამპალი ფოლადი გულისხმობს ფოლადის დნობის პროცესში გარკვეული რაოდენობით დეოქსიდაიზატორების, როგორიცაა სილიციუმი, ალუმინი და მანგანუმი, დამატებას.
ამ დანამატებს შეუძლიათ ფოლადში არსებულ ჟანგბადთან რეაქციაში შევიდნენ და მყარი ოქსიდები წარმოქმნან, რითაც ფოლადში ჟანგბადის შემცველობას ამცირებენ და ხელს უშლიან დამჟანგავი ჩანართების წარმოქმნას.
ASTM A210 კლასი
ASTM A210 ხელმისაწვდომია ორ კლასში:A-1 კლასი და C კლასი.
ASTM A210 უნაკერო ფოლადის მილის წარმოების პროცესი
ფოლადის მილები უნდა დამზადდეს უნაკერო პროცესით და უნდა იყოსცხელი დამუშავება or ცივი დამუშავებისროგორც მითითებულია.
როგორც წესი, 30 მილიმეტრზე მეტი დიამეტრის მქონე ფოლადის მილები ცხელი დამუშავებით მზადდება, ხოლო 30 მილიმეტრზე ნაკლები ან ტოლი დიამეტრის მქონე მილები - ცივი დამუშავებით. დიფერენციაციის ეს მეთოდი აბსოლუტური არ არის, მაგრამ შეიძლება გამოყენებულ იქნას, როგორც სწრაფი და მარტივი გზა უნაკერო ფოლადის მილის დამუშავების მეთოდის დასადგენად.
თერმული დამუშავება
ცხელი დამუშავების მილებისთვის თერმული დამუშავება საჭირო არ არის.
ცივი დამუშავების პროცესის შემდეგ, ცივად დამუშავებულ მილებს უნდა ჩაუტარდეთ სუბკრიტიკული გახურება, სრული გახურება ან ნორმალიზებული თერმული დამუშავება.
ქიმიური კომპონენტები
| ელემენტი | A-1 კლასი | C კლასი |
| C (ნახშირბადი), მაქს.A | 0.27 | 0.35 |
| მანგანუმი (მანგანუმი) | მაქსიმუმ 0.93 | 0.29-1.06 |
| P (ფოსფორი), მაქს. | 0.035 | 0.035 |
| S (გოგირდი), მაქს. | 0.035 | 0.035 |
| Si (სილიციუმი), მინ | 0.1 | 0.1 |
| ნახშირბადის მითითებულ მაქსიმუმზე 0.01%-ით შემცირებისთვის, მანგანუმის შემცველობის 0.06%-ით გაზრდა მითითებულ მაქსიმუმზე მეტი იქნება, მაქსიმუმ 1.35%-მდე. | ||
ქიმიური შემადგენლობის ეს მოთხოვნები უზრუნველყოფს მილების ადეკვატურ სიმტკიცეს და ტემპერატურისადმი მდგრადობას.
მექანიკური თვისებები
მექანიკური თვისებების მოთხოვნები არ ვრცელდება მილებზე, რომლებიც უფრო მცირეა, ვიდრე1/ 8შიდა დიამეტრი 3.2 მმ [ინჩში] ან სისქე 0.4 მმ [0.015 ინჩი].
| სია | უინტი | A-1 კლასი | C კლასი | |
| დაჭიმვის სიმტკიცე, მინ. | ქსი | 60 | 70 | |
| მპა | 415 | 485 | ||
| დენადობის ზღვარი, მინ. | ქსი | 37 | 40 | |
| მპა | 255 | 275 | ||
| წაგრძელება 50 მმ (2 ინჩი), მინ. | გრძივი ზოლიანი ტესტებისთვის, კედლის სისქის ყოველი 0.8 მმ-იანი [1/32 ინჩის] შემცირებისთვის 8 მმ-ზე [5/16 ინჩის] ნაკლები უნდა გამოქვითდეს შემდეგი პროცენტული პუნქტების ძირითადი მინიმალური წაგრძელებიდან. | % | 1.5A | 1.5A |
| როდესაც გამოიყენება სტანდარტული მრგვალი 2 ინჩიანი ან 50 მმ-იანი საზომი სიგრძის ან უფრო მცირე პროპორციული ზომის ნიმუში, რომლის საზომი სიგრძე 4D-ს უდრის (დიამეტრის ოთხჯერ მეტი). | 22 | 20 | ||
| Aგამოთვლილი მინიმალური მნიშვნელობებისთვის იხილეთ ცხრილი 4. | ||||
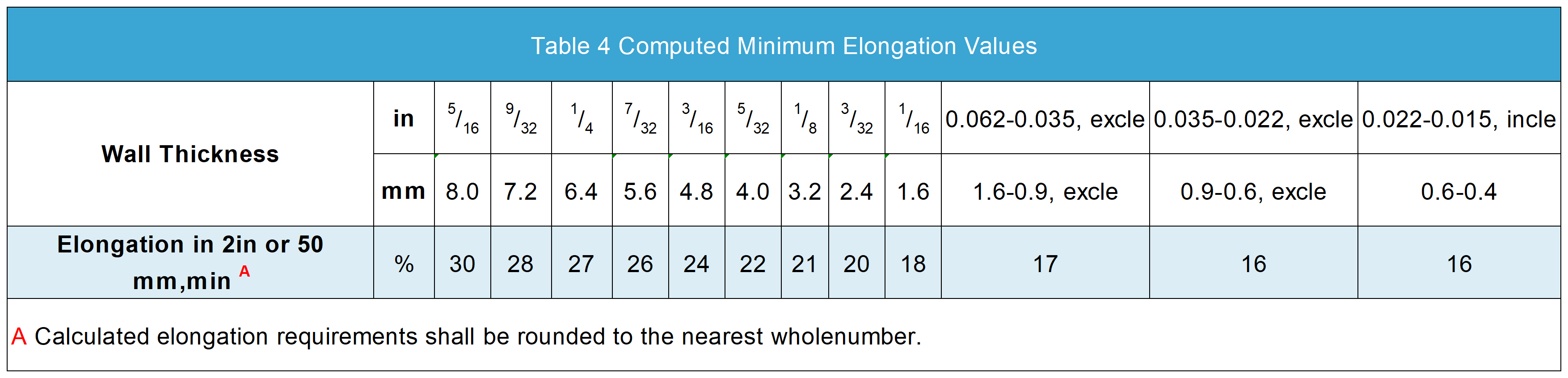
ცხრილი 4 გვიჩვენებს თითოეულისთვის გამოთვლილ მინიმალურ წაგრძელების მნიშვნელობებს1/32კედლის სისქის შემცირება 0.8 მმ-ით.
იმ შემთხვევაში, თუ კედლის სისქე ზემოთ ნაჩვენებ ორ მნიშვნელობას შორისაა, მინიმალური წაგრძელების მნიშვნელობა უნდა განისაზღვროს შემდეგი განტოლებით:
იმპერიული ერთეულები (ინჩებში): E = 48t+15.00
SI ერთეული (მმ): E = 1.87t+15.00
სადაც:
E = წაგრძელება 2 ინჩში ან 50 მმ-ში, %,
t = ნიმუშის ფაქტობრივი სისქე.
სიმტკიცის ტესტი
ბრინელის ან როკველის სიმტკიცის ტესტები უნდა ჩატარდეს თითოეული პარტიიდან ორი მილის ნიმუშებზე.
ASTM A210 კლასი A-1:79-143 HBW
ASTM A210 კლასი C: 89-179 HBW
HBW ბრინელის სიმტკიცის გაზომვას ეხება, სადაც „W“ კარბიდის ბურთის ინდენტერად გამოყენებას აღნიშნავს.
სხვა ექსპერიმენტები
გაბრტყელების ტესტი
აფეთქების ტესტი
ჰიდროსტატიკური ან არადესტრუქციული ელექტრული ტესტი
ზედაპირის მოპირკეთება
მისი მწნილში დაჭრა ან აფეთქება შესაძლებელია, ან ორივე ერთად, და ეს ნაწილი შეთანხმების საკითხია და არჩევანი მომხმარებელსა და მწარმოებელს შორის შეთანხმებას ეფუძნება.
მწნილის დამუშავება ძირითადად გამოიყენება ფოლადის მილების ზედაპირიდან დაჟანგული ფენების და სხვა დამაბინძურებლების მოსაშორებლად.
ზედაპირის გასაწმენდად და მისი წებოვნების გასაძლიერებლად გამოიყენება დარტყმითი აფეთქება.
ეს დამუშავებები არა მხოლოდ მილის ზედაპირის ხარისხზე მოქმედებს, არამედ შეიძლება გავლენა მოახდინოს მის საბოლოო გამოყენების მახასიათებლებზე.
ფორმირების ოპერაციები
ქვაბში ჩასმისას მილები უნდა გაუძლოს გაფართოებას და ნაკეცების წარმოქმნას ბზარების ან დეფექტების გარეშე. სათანადო მანიპულირების შემთხვევაში, გადამხურებელი მილები უნდა გაუძლოს გამოყენებისთვის აუცილებელ ყველა გაჭედვას, შედუღებას და მოხრას დეფექტების გარეშე.
ASTM A210 მარკირება
შემდეგი უნდა იყოს მკაფიოდ აღნიშნული:
მწარმოებლის სახელი ან ლოგო.
მილის სპეციფიკაცია (ზომა, კედლის სისქე და ა.შ.).
მილის კლასი.
ფოლადის მილის წარმოების ტიპი: ცხელი დამუშავება ან ცივი დამუშავება.
ASTM A210-ის გამოყენება
გამოიყენება მცირე და საშუალო ზომის საშუალო წნევის ქვაბების წარმოებაში, როგორიცაა ასაწყობი ქვაბები, დასაჯდომი ქვაბები და სხვა ქვაბები, რომლებიც გამოიყენება სამრეწველო ან საცხოვრებელი გათბობისთვის.
სუპერგამაცხელებლები ქვაბის ნაწილებია, რომლებიც გამოიყენება ორთქლის ტემპერატურის დუღილის წერტილზე მაღლა ასაწევად და ASTM A210 მილები შესაფერისია ამ მაღალი ტემპერატურის მქონე ნაწილების წარმოებისთვის.
ჩვენი მსგავსი პროდუქტები
ჩვენ ვართ მაღალი ხარისხის შედუღებული ნახშირბადოვანი ფოლადის მილების მწარმოებელი და მიმწოდებელი ჩინეთიდან, ასევე უნაკერო ფოლადის მილების მომწოდებელი, რომელიც გთავაზობთ ფოლადის მილების ფართო არჩევანს!
ტეგები: astm 210, ქვაბი, უნაკერო, ცხელი დამუშავებით, ცივი დამუშავებით, გადამცხელებელი, მომწოდებლები, მწარმოებლები, ქარხნები, მომწოდებლები, კომპანიები, საბითუმო, ყიდვა, ფასი, ციტატა, ნაყარი, გასაყიდად, ღირებულება.
გამოქვეყნების დრო: 2024 წლის 24 აპრილი