
JIS G 3456 ფოლადის მილებინახშირბადოვანი ფოლადის მილები ძირითადად შესაფერისია მომსახურების გარემოში გამოსაყენებლად 10.5 მმ-დან 660.4 მმ-მდე გარე დიამეტრით, 350℃-ზე მეტ ტემპერატურაზე.

ნავიგაციის ღილაკები
JIS G 3456 კლასიფიკაციის მიხედვით
ნედლეული
JIS G 3456 წარმოების პროცესები
მილის ბოლო
ცხელი მკურნალობა
JIS G 3456-ის ქიმიური კომპონენტები
JIS G 3456-ის დაჭიმვის ტესტი
გაბრტყელების ექსპერიმენტი
მოხრის ტესტი
ჰიდრავლიკური ტესტი ან არადესტრუქციული ტესტი (NDT)
JIS G 3456-ის მილების წონის ცხრილი და მილების გრაფიკები
განზომილებიანი ტოლერანტობები
გარეგნობა
JIS G 3456 მარკირება
JIS G 3456 ფოლადის მილების გამოყენება
JIS G 3456-თან დაკავშირებული სტანდარტები
ჩვენი მსგავსი პროდუქტები
JIS G 3456 კლასიფიკაციის მიხედვით
JIS G 3456 სტანდარტს მილის დაჭიმვის სიმტკიცის მიხედვით სამი კლასი აქვს.
STPT370, STPT410 და STPT480
ისინი წარმოადგენენ მილებს, რომელთა მინიმალური დაჭიმვის სიმტკიცე შესაბამისად 370, 410 და 480 ნ/მმ² (მპა) არის.
ნედლეული
მილები უნდა იყოს დამზადებული დამუშავებული და დამუშავებული ფოლადისგან.
დამპალი ფოლადი ფოლადის განსაკუთრებული სახეობაა, რომელიც ხასიათდება დნობის პროცესში სპეციფიკური ელემენტების, როგორიცაა ალუმინი და სილიციუმი, დამატებით, რათა შეიწოვოს და შეკავშირდეს ფოლადში არსებული ჟანგბადი და სხვა მავნე მინარევები.
ეს პროცესი ეფექტურად აშორებს აირებს და მინარევებს, რითაც აუმჯობესებს ფოლადის სისუფთავეს და ერთგვაროვნებას.
JIS G 3456 წარმოების პროცესები
წარმოებულია მილების წარმოების პროცესებისა და დასრულების მეთოდების შესაბამისი კომბინაციის გამოყენებით.
| კლასის სიმბოლო | წარმოების პროცესის სიმბოლო | ||
| მილების წარმოების პროცესი | დასრულების მეთოდი | მარკირება | |
| STPT370 STPT410 STPT480 | უნაკერო:S | ცხელი დამუშავება:H ცივი დამუშავება:C | როგორც მოცემულია 13 ბ)-ში. |
| ელექტრული წინაღობით შედუღებული:E კონდახით შედუღებული:B | ცხელი დამუშავება:H ცივი დამუშავება:C როგორც ელექტრული წინაღობა შედუღებულია:G | ||
ამისთვისSTPT 480კლასის მილის გამოყენებით, დასაშვებია მხოლოდ უნაკერო ფოლადის მილი.
თუ გამოიყენება წინააღმდეგობის შედუღება, მილის შიდა და გარე ზედაპირებზე შედუღებული ადგილები უნდა მოიხსნას გლუვი შედუღების მისაღებად.
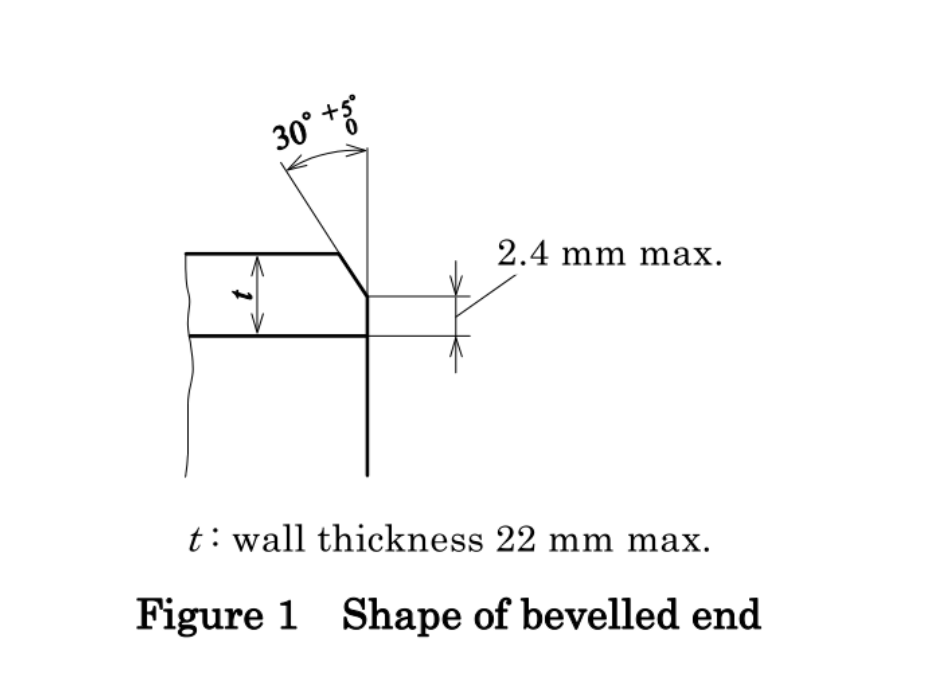
მილის ბოლო
მილი უნდა იყოსბრტყელი ბოლო.
თუ მილის დამუშავება საჭიროა დახრილი ბოლოების სახით, ფოლადის მილის კედლის სისქის შემთხვევაში, რომლის სისქე ≤ 22 მმ-ია, დახრილობის კუთხეა 30-35°, ფოლადის მილის კიდის დახრილობის სიგანე: მაქსიმუმ 2.4 მმ.
22 მმ-ზე მეტი ფოლადის მილის დახრილი ბოლოების კედლის სისქე, როგორც წესი, დამუშავებულია კომპოზიტური დახრილობის სახით, სტანდარტების განხორციელებისას შეგიძლიათ მიმართოთ ASME B36.19-ის შესაბამის მოთხოვნებს.
ცხელი მკურნალობა
შეარჩიეთ შესაბამისი თერმული დამუშავების პროცესი კლასისა და წარმოების პროცესის მიხედვით.

JIS G 3456-ის ქიმიური კომპონენტები
ქიმიური შემადგენლობის ტესტირება
თერმული ანალიზის მეთოდი უნდა შეესაბამებოდეს JIS G 0320-ს.
პროდუქტის ანალიზის მეთოდი უნდა შეესაბამებოდეს JIS G 0321-ს.
| კლასის სიმბოლო | C(ნახშირბადი) | Si(სილიკონი) | Mn(მანგანუმი) | P(ფოსფორი) | S(გოგირდი) |
| მაქსიმუმი | მაქსიმუმი | მაქსიმუმი | |||
| STPT370 | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| STPT410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| STPT480 | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
ქიმიური შემადგენლობის ტოლერანტობა
უნაკერო ფოლადის მილები უნდა დაექვემდებაროს JIS G 0321-ის მე-3 ცხრილში მოცემულ ტოლერანტობას.
წინააღმდეგობით შედუღებული ფოლადის მილები უნდა დაექვემდებაროს JIS G 0321-ის მე-2 ცხრილში მოცემულ ტოლერანტობას.
JIS G 3456-ის დაჭიმვის ტესტი
ტესტირების მეთოდები: ტესტირების მეთოდები უნდა შეესაბამებოდეს JIS Z.2241 სტანდარტებს.
მილი უნდა აკმაყოფილებდეს ცხრილ 4-ში მოცემულ მოთხოვნებს დაჭიმვის სიმტკიცის, დენადობის ზღვარისა და წაგრძელების შესახებ.
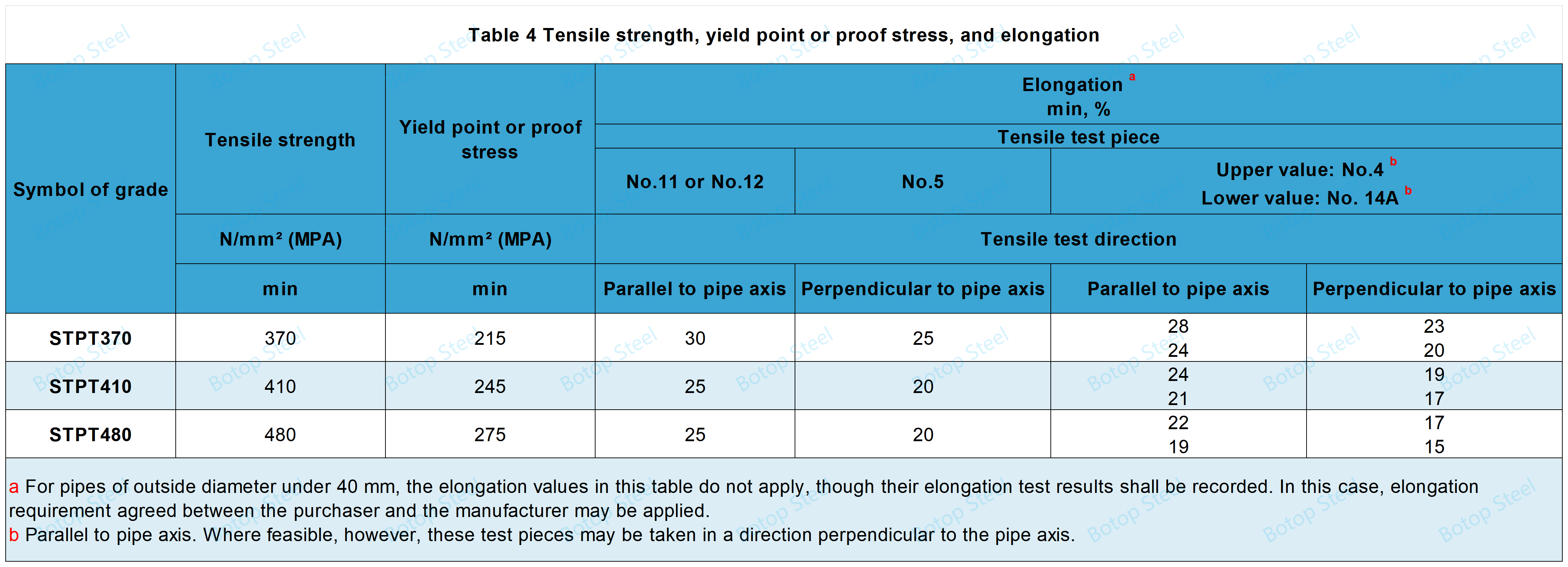
გამოყენებული საცდელი ნიმუში უნდა იყოს JIS Z 2241-ში მითითებული No11, No12 (No12A, No12B ან No12C), No14A, No4 ან No5.
სატესტო ნაწილის №4 დიამეტრი უნდა იყოს 14 მმ (ლიანდაგის სიგრძე 50 მმ).
საცდელი ნაწილები No11 და No12 უნდა იქნას აღებული მილის ღერძის პარალელურად,
საცდელი ნაწილები No14A და No4, მილის ღერძის პარალელურად ან პერპენდიკულარულად,
და საცდელი ნაწილი №5, მილის ღერძის პერპენდიკულარულად.
ელექტროწინაღობით შედუღებული ფოლადის მილიდან აღებული საცდელი ნაწილი No12 ან No5 არ უნდა შეიცავდეს შედუღებულ მასალას.
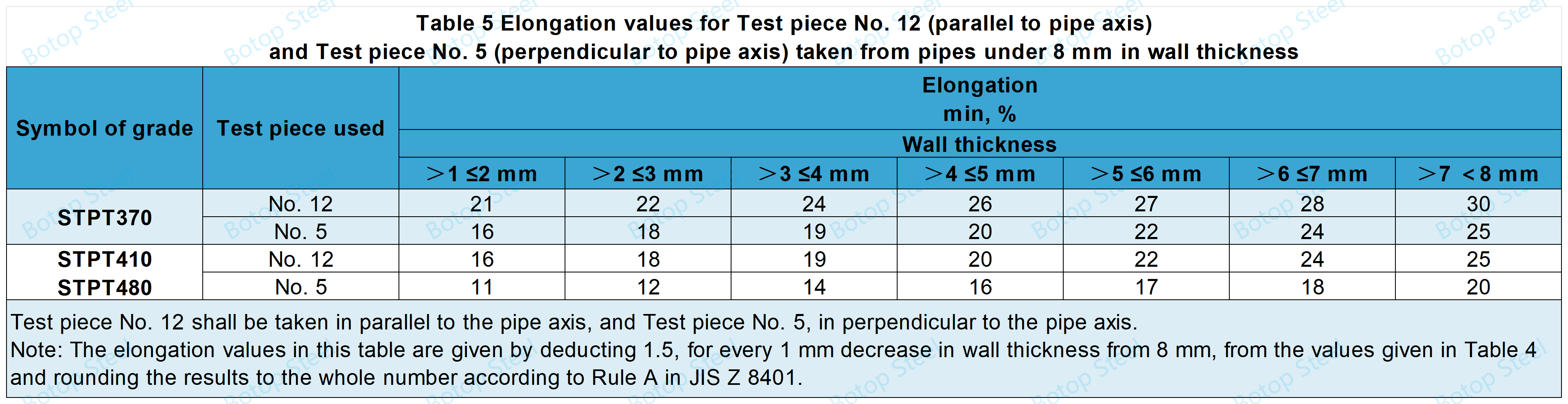
8 მმ-ზე ნაკლები სისქის მილების დაჭიმვის ტესტისთვის, რომელიც შესრულებულია საცდელი ნაწილის #12 ან საცდელი ნაწილის #5 გამოყენებით, გამოიყენება ცხრილში 5 მოცემული წაგრძელების მოთხოვნა.
გაბრტყელების ექსპერიმენტი
ოთახის ტემპერატურაზე (5°C - 35°C), გააბრტყელეთ ნიმუში ორ პლატფორმას შორის მანამ, სანამმათ შორის მანძილი (H) მიაღწევს მითითებულ მნიშვნელობას და შემდეგ შეამოწმეთ ბზარები.
H=(1+e)t/(e+t/D)
н: ფირფიტებს შორის მანძილი (მმ)
t: მილის კედლის სისქე (მმ)
Dმილის გარე დიამეტრი (მმ)
е: მილის თითოეული კლასისთვის განსაზღვრული მუდმივა:
0.08 STPT370-ისთვის,
0.07 STPT410-ისა და STPT480-ისთვის
მოხრის ტესტი
მოხრადობა გამოიყენება 60.5 მმ ან ნაკლები გარე დიამეტრის მქონე მილებისთვის.
ტესტირების მეთოდი ოთახის ტემპერატურაზე (5°C-დან 35°C-მდე) მოხარეთ სატესტო ნაწილი მანდრელის გარშემო მანამ, სანამ შიდა რადიუსი მილის გარე დიამეტრზე 6-ჯერ მეტი არ გახდება და შეამოწმეთ ბზარები. ამ ტესტის დროს შედუღება უნდა განთავსდეს მოხრის უკიდურესი ნაწილიდან დაახლოებით 90°-ით.
მოხრის ტესტი ასევე შეიძლება ჩატარდეს იმ მოთხოვნის შესაბამისად, რომ შიდა რადიუსი მილის გარე დიამეტრზე ოთხჯერ მეტი იყოს და მოხრის კუთხე 180° იყოს.
ჰიდრავლიკური ტესტი ან არადესტრუქციული ტესტი (NDT)
თითოეულ მილზე უნდა ჩატარდეს ჰიდრავლიკური ან არადესტრუქციული ტესტირება.
ჰიდრავლიკური ტესტი
მილსადენი მინიმუმ 5 წამის განმავლობაში გააჩერეთ მითითებული ჰიდრავლიკური ტესტის მინიმალური წნევაზე და დააკვირდით, რომ მილს შეუძლია გაუძლოს წნევას გაჟონვის გარეშე.
ჰიდრავლიკური დრო მითითებულია ფოლადის მილების გრაფიკის მიხედვით.
| ცხრილი 6 მინიმალური ჰიდრავლიკური ტესტის წნევა | ||||||||||
| ნომინალური კედლის სისქე | განრიგის ნომერი: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| მინიმალური ჰიდრავლიკური ტესტის წნევა, MPa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
არადესტრუქციული ტესტი
თუ გამოიყენება ულტრაბგერითი შემოწმება, JIS G 0582-ში მითითებული UD ტიპის საცნობარო სტანდარტების შემცველი საცნობარო ნიმუშებიდან მიღებული სიგნალები უნდა იქნას გამოყენებული განგაშის დონეებად; მილსადენიდან გამომავალი ნებისმიერი სიგნალი, რომელიც ტოლია ან მეტია განგაშის დონეზე, უნდა იქნას უარყოფილი. გარდა ამისა, მილების ტესტირებისთვის კვადრატული ჩაღრმავებების მინიმალური სიღრმე, ცივი დამუშავების გარდა, უნდა იყოს 0.3 მმ.
თუ გამოიყენება მორევული დენის შემოწმება, JIS G 0583-ში მითითებული EY ტიპის საცნობარო სტანდარტიდან მიღებული სიგნალები უნდა იქნას გამოყენებული განგაშის დონედ; მილსადენიდან გამომავალი ნებისმიერი სიგნალი, რომელიც ტოლია ან მეტია განგაშის დონეზე, უარყოფის მიზეზი უნდა იყოს.
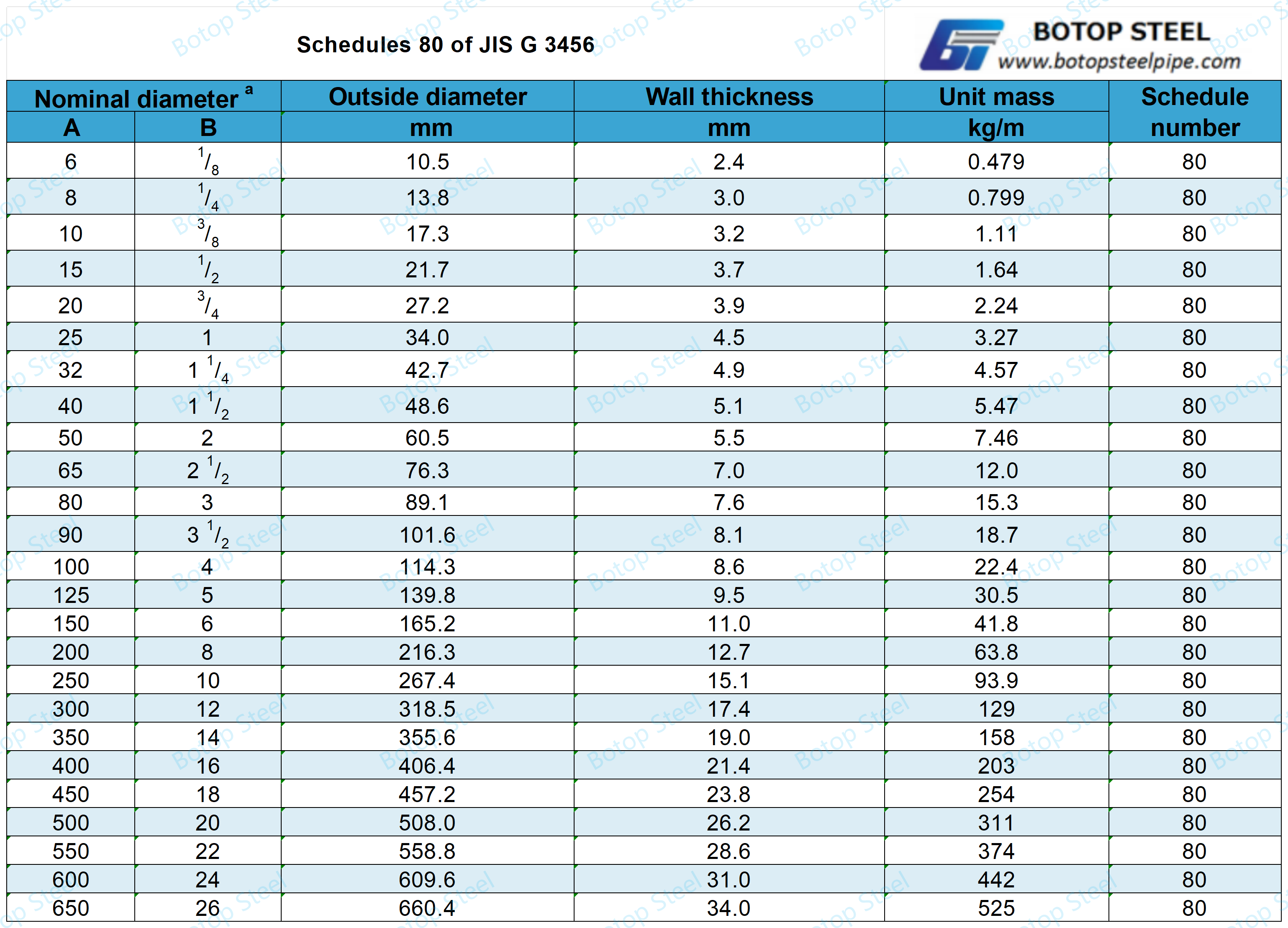
JIS G 3456-ის მილების წონის ცხრილი და მილების გრაფიკები
ფოლადის მილის წონის გაანგარიშების ფორმულა
ფოლადის მილის სიმკვრივე ვივარაუდოთ 7.85 გ/სმ³ და შედეგი დაამრგვალეთ სამ მნიშვნელოვან ციფრამდე.
W=0.02466t(Dt)
Wმილის ერთეული მასა (კგ/მ)
t: მილის კედლის სისქე (მმ)
Dმილის გარე დიამეტრი (მმ)
0.02466: W-ს მისაღებად კონვერტაციის კოეფიციენტი
მილის წონის ცხრილი
მილსადენების წონის ცხრილები და გრაფიკები მნიშვნელოვანი ცნობებია, რომლებიც ხშირად გამოიყენება მილსადენების ინჟინერიაში.
მილსადენების გრაფიკები
გრაფიკი არის კედლის სისქისა და მილის ნომინალური დიამეტრის სტანდარტიზებული კომბინაცია.
Schedule 40 და Schedule 80 ფოლადის მილები ფართოდ გამოიყენება მრეწველობასა და მშენებლობაში. ისინი წარმოადგენენ საერთო ზომის მილებს სხვადასხვა კედლის სისქითა და ტევადობით, სხვადასხვა გამოყენების სცენარისთვის.
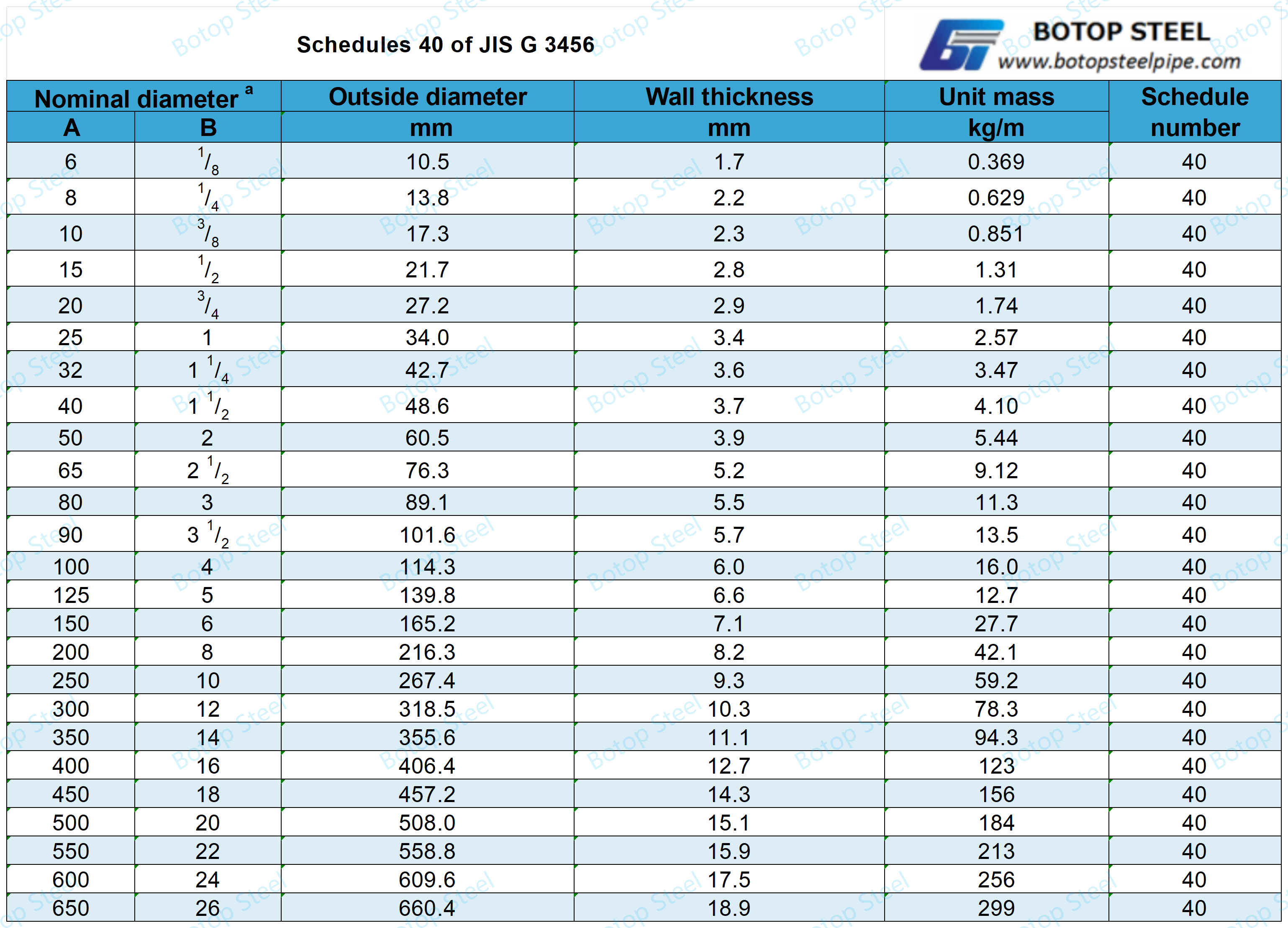
თუ გსურთ მეტი გაიგოთ ამის შესახებ,მილების წონის ცხრილი და მილების გრაფიკისტანდარტში, შეგიძლიათ დააწკაპუნოთ მის სანახავად!
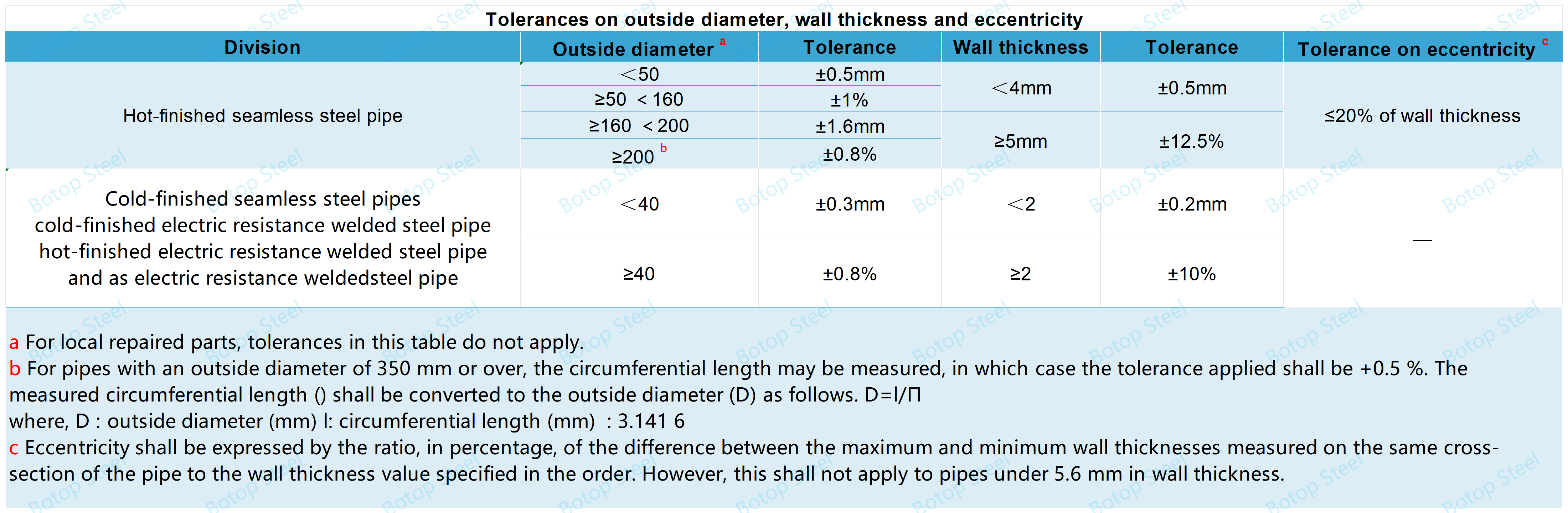
განზომილებიანი ტოლერანტობები
გარეგნობა
მილის შიდა და გარე ზედაპირები უნდა იყოს გლუვი და გამოყენებისთვის არასასურველი დეფექტების გარეშე.
მილი უნდა იყოს სწორი, ბოლოები მილის ღერძთან მართი კუთხით.
მილების შეკეთება შესაძლებელია დაფქვით, დამუშავებით ან სხვა მეთოდებით, თუმცა შეკეთებული კედლის სისქე უნდა დარჩეს მითითებულ ტოლერანტობის ფარგლებში და შეკეთებული ზედაპირი უნდა იყოს გლუვი პროფილით.
შეკეთებული მილის კედლის სისქე უნდა იყოს დადგენილ ტოლერანტობაში და შეკეთებული მილის ზედაპირი უნდა იყოს გლუვი პროფილით.
JIS G 3456 მარკირება
თითოეული მილი, რომელიც გაივლის შემოწმებას, უნდა იყოს ეტიკეტირებული შემდეგი ინფორმაციით. ეტიკეტების გამოყენება შესაძლებელია მცირე დიამეტრის მილების შეკვრებზე.
a) კლასის სიმბოლო
b) წარმოების პროცესის სიმბოლო
წარმოების პროცესის სიმბოლო უნდა იყოს შემდეგი. ტირეები შეიძლება შეიცვალოს ცარიელი წერტილებით.
ცხელი დამუშავების უნაკერო ფოლადის მილი:-SH
ცივი დამუშავების უნაკერო ფოლადის მილი:-SC
როგორც ელექტროგამძლე შედუღებული ფოლადის მილი: -EG
ცხელი დამუშავებით დამუშავებული ელექტრო წინაღობით შედუღებული ფოლადის მილი: -EH
ცივი დამუშავებით დამუშავებული ელექტრო წინაღმდეგობით შედუღებული ფოლადის მილი:-EC
c) ზომები, რომელიც გამოისახება ნომინალური დიამეტრით × ნომინალური კედლის სისქით, ან გარე დიამეტრით × კედლის სისქით.
d) მწარმოებლის სახელი ან საიდენტიფიკაციო ბრენდი
მაგალითი:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
JIS G 3456 ფოლადის მილების გამოყენება
JIS G 3456 ფოლადის მილი ჩვეულებრივ გამოიყენება აღჭურვილობისა და მილსადენების სისტემებისთვის მაღალი ტემპერატურისა და მაღალი წნევის გარემოში, როგორიცაა ქვაბები, სითბოს გადამცვლელები, მაღალი წნევის ორთქლის მილსადენები, თბოელექტროსადგურები, ქიმიური ქარხნები და ქაღალდის ქარხნები.
JIS G 3456-თან დაკავშირებული სტანდარტები
შემდეგი სტანდარტები გამოიყენება მაღალი ტემპერატურისა და მაღალი წნევის გარემოში მომუშავე მილსადენებისთვის და შეიძლება გამოყენებულ იქნას JIS G 3456-ის ალტერნატივად.
ASTM A335/A335M: გამოიყენება შენადნობის ფოლადის მილებისთვის
DIN 17175: უნაკერო ფოლადის მილებისთვის
EN 10216-2: უნაკერო ფოლადის მილებისთვის
GB 5310: გამოიყენება უნაკერო ფოლადის მილებისთვის
ASTM A106/A106M: უნაკერო ნახშირბადოვანი ფოლადის მილები
ASTM A213/A213M: შენადნობის ფოლადისა და უჟანგავი ფოლადის უნაკერო მილები და მილები
EN 10217-2: შესაფერისია შედუღებული მილებისა და მილებისთვის
ISO 9329-2: უნაკერო ნახშირბადოვანი და შენადნობის ფოლადის მილები და მილები
NFA 49-211: უნაკერო ფოლადის მილებისთვის
BS 3602-2: უნაკერო ნახშირბადოვანი ფოლადის მილებისა და ფიტინგებისთვის
ჩვენი მსგავსი პროდუქტები
ჩვენ ვართ მაღალი ხარისხის შედუღებული ნახშირბადოვანი ფოლადის მილების მწარმოებელი და მიმწოდებელი ჩინეთიდან, ასევე უნაკერო ფოლადის მილების მომწოდებელი, რომელიც გთავაზობთ ფოლადის მილების ფართო არჩევანს! თუ გსურთ მეტი ინფორმაციის მიღება ფოლადის მილების პროდუქციის შესახებ, შეგიძლიათ დაგვიკავშირდეთ.
ტეგები: JIS G 3456, SPTP370, STPT410, STPT480, STPT, მომწოდებლები, მწარმოებლები, ქარხნები, დისტრიბუტორები, კომპანიები, საბითუმო, ყიდვა, ფასი, ციტატა, ნაყარი, გასაყიდად, ღირებულება.
გამოქვეყნების დრო: 2024 წლის 29 აპრილი