
| ឈ្មោះផលិតផល | ដែកថែបកាបូនគ្មានថ្នេរ / Ms Steel Pipe |
| ស្តង់ដារ | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| អង្កត់ផ្ចិតខាងក្រៅ៖ | 13.7mm-762mm |
| កម្រាស់ជញ្ជាំង | 2mm-80mm |
| Dia អត់ឱន | គ្រប់គ្រងជាមួយស្តង់ដារ OD: +-1%, WT: +-10% |
| សម្ភារៈ | 10#,20#,45#,16Mn,A106(B,C),A53(A,B), API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| អធិការកិច្ច | ISO, BV, SGS, MTC |
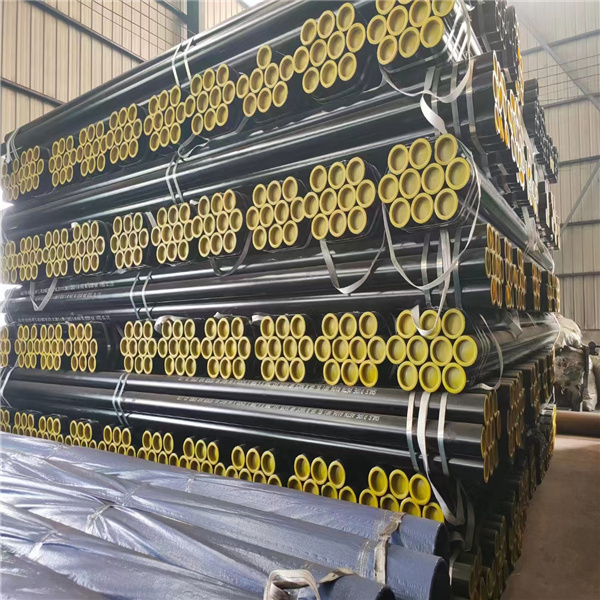
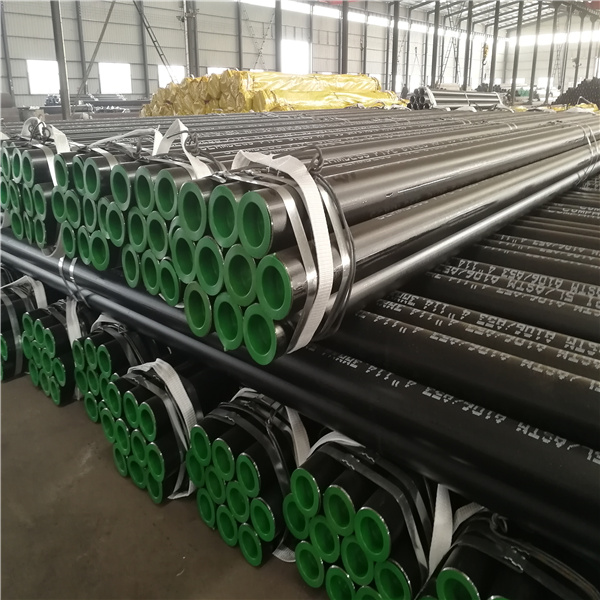
| ការវេចខ្ចប់ | 3LPE / 3PP / FBE / ថ្នាំលាបខ្មៅ / វ៉ារនីស, និងបន្ទះដែកវេចខ្ចប់, កញ្ចប់នាំចេញស្តង់ដារសមុទ្រឬតាមតម្រូវការ |
| សមត្ថភាពផ្គត់ផ្គង់ | 1000 តោន / ខែ |
| MOQ | 5 ម៉ែត្រតោន, ការបញ្ជាទិញគំរូបានទទួលយក |
| ពេលវេលាដឹកជញ្ជូន | ក្នុងរយៈពេល 7-10 ថ្ងៃធ្វើការបន្ទាប់ពីទទួលបានប្រាក់កក់ ឬ L/C |
| ការទូទាត់ | T/T, LC |
| សមត្ថភាព | 250,000 តោន / ឆ្នាំ។ |
API 5L Gr. X52NS PSL ២បំពង់ដែកគ្មានថ្នេរ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 តែងតែត្រូវបានប្រើប្រាស់ក្នុងបរិយាកាសជូរ ជាពិសេសនៅក្នុងវាលប្រេង និងឧស្ម័នដែលមានឧស្ម័ន H2S និង CO2 ។



API 5L X52NS PSL 2 បំពង់ដែកគ្មានថ្នេរ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 សម្រាប់សេវាកម្មជូរត្រូវតែធ្វើការព្យាបាលកំដៅបន្ទាប់ពីផលិតកម្ម។ ហើយគួរតែធ្វើតេស្ត HIC និង SSC ។
ចំណាត់ថ្នាក់ និងសមាសធាតុគីមី (%)សម្រាប់ API 5LPSL2
| ស្តង់ដារ |
| សមាសភាពគីមី(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | V ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
Nb+V+Ti≤0.15%
Nb+V≤0.06%
នៅពេលធ្វើការវិភាគគីមីផលិតផល ការវិភាគពីរក្នុងមួយកំដៅនៃដែកយកចេញពីធាតុផលិតផលដាច់ដោយឡែក
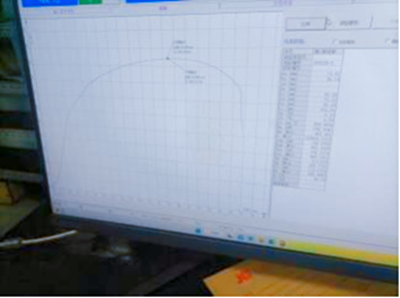
លក្ខណៈសម្បត្តិមេកានិកនៃ API 5LX52NSPSL 2 បំពង់ដែកគ្មានថ្នេរ ACC.To IPS-M-PI-190(3) &NACE MR-01-75 សម្រាប់សេវាកម្មជូរ៖
| កម្លាំងទិន្នផល(MPa) | កម្លាំង tensile(MPa) | ការពន្លូត A% |
| MPa | MPa | ការពន្លូត (នាទី) |
| 36O-530MPa | 460-760MPa | ២០ |
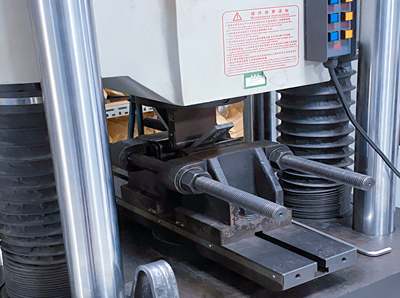
ការធ្វើតេស្តពត់
ការធ្វើតេស្តលក្ខណៈសម្បត្តិមេកានិក

ការធ្វើតេស្តភាពរឹង
បំពង់បានបញ្ចប់ OD WT ប្រវែង គុណភាពផ្ទៃ ភាពត្រង់ ប៉ូលាបំពង់ដែលខូច ការត្រួតពិនិត្យមើលឃើញ និងវិមាត្រ។
1. ការអត់ធ្មត់ OD: (-0.75%D,+0.75%D)។
បំពង់បញ្ចប់ការអត់ធ្មត់ OD: ± 0.005D ។
2.WT អត់ធ្មត់៖ (+15%t, -12.5%t)។
3. រាងពងក្រពើនៃតួបំពង់: ±0.020D, រាងពងក្រពើនៃចុង: ±0.015D។
WT នៅចំណុចណាមួយនៃបំពង់ត្រូវមានច្រើនជាង 87.5% នៃកម្រាស់ជញ្ជាំងបន្ទាប់បន្សំ។
WT នៅលើចុងបំពង់ត្រូវបានវាស់ដោយមីក្រូម៉ែត្រ។
ការវាស់កម្រាស់ជញ្ជាំងនៅលើតួបំពង់ត្រូវបានអនុវត្តដោយ UT ដោយដៃសម្រាប់ WT គ្របដណ្តប់ 3 ចិញ្ចៀនឬផ្នែកទាំងអស់តាមបណ្តោយតួបំពង់ជាមួយនឹងការអាន 6 នៅផ្នែកនីមួយៗ។
4. កម្រិតនៃការពត់ខ្លួនរបស់បំពង់: 0.20% នៃប្រវែងបំពង់ត្រូវបានវាស់ជាមួយនឹងបន្ទាត់ដែលបានបង្រៀន។
5. កំរិតពត់ចុងបំពង់៖ មិនគួរលើសពី 3.0mm ក្នុង 1.2m។ វាស់ដោយរបារត្រង់។

ការត្រួតពិនិត្យអង្កត់ផ្ចិតខាងក្រៅ

ការត្រួតពិនិត្យកម្រាស់ជញ្ជាំង

បញ្ចប់ការត្រួតពិនិត្យ

ការត្រួតពិនិត្យភាពត្រង់

ការត្រួតពិនិត្យ UT

ការត្រួតពិនិត្យរូបរាង
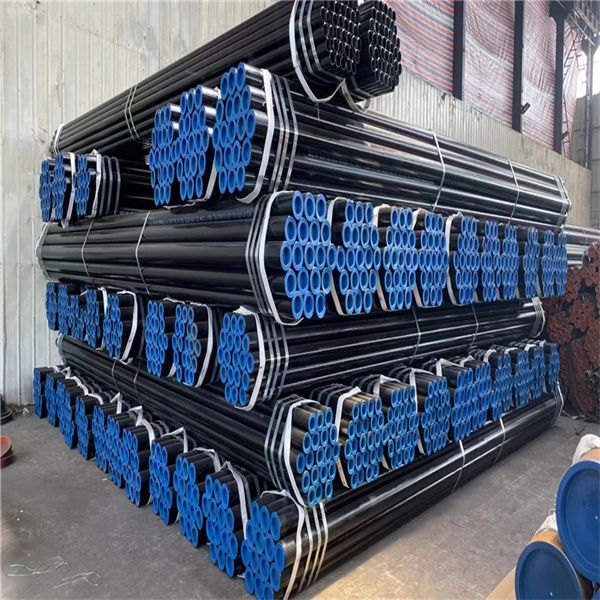
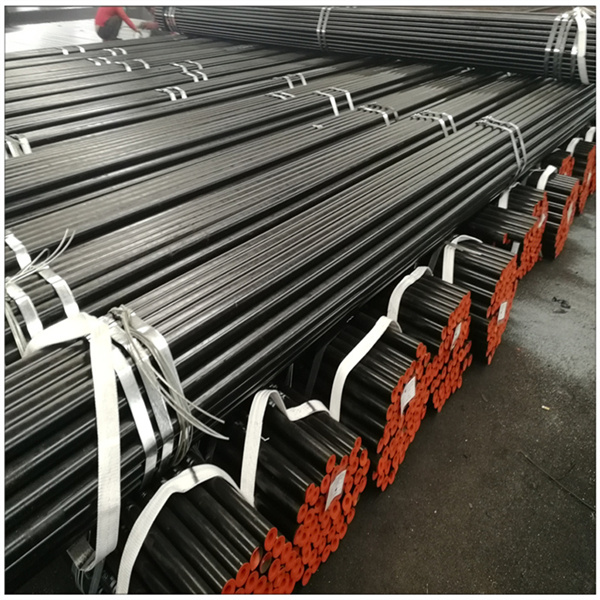
បំពង់ទទេឬថ្នាំកូតខ្មៅ / វ៉ារនីស (យោងទៅតាមតម្រូវការរបស់អតិថិជន);
6" និងខាងក្រោមជាបាច់ជាមួយនឹងខ្សែកប្បាសពីរ;
ចុងទាំងពីរជាមួយនឹងចុងការពារ;
ចុងធម្មតា, ចុង bevel (2 "និងខ្ពស់ជាងនេះជាមួយនឹងចុង bevel, ដឺក្រេ: 30 ~ 35 °), ខ្សែស្រឡាយនិង coupling;
ការសម្គាល់។


នាវាបំពង់គ្មានថ្នេរទៅកាតា

កប៉ាល់បំពង់គ្មានថ្នេរទៅប៉ាគីស្ថាន

នាវាបំពង់គ្មានថ្នេរទៅអាហ្វ្រិកខាងត្បូង

នាវាបំពង់គ្មានថ្នេរទៅអេក្វាឌ័រ