




| LSAW ಸ್ಟೀಲ್ ಪೈಪ್ಗಾಗಿ ವಿಶೇಷಣಗಳು | |
| 1.ಗಾತ್ರ | 1)ಓಡಿ:406ಮಿಮೀ-1500ಮಿಮೀ |
| 2) ಗೋಡೆಯ ದಪ್ಪ: 8mm-50mm | |
| 3) ಎಸ್ಸಿಎಚ್20, ಎಸ್ಸಿಎಚ್40, ಎಸ್ಟಿಡಿ, ಎಕ್ಸ್ಎಸ್, ಎಸ್ಸಿಎಚ್80 | |
| 2. ಪ್ರಮಾಣಿತ: | ASTM A53,API 5L,ಇಎನ್ 10219,ಇಎನ್ 10210,ಎಎಸ್ಟಿಎಮ್ ಎ252, ASTM A500 ಇತ್ಯಾದಿ |
| 3. ವಸ್ತು | ASTM A53 ಗ್ರಾ.ಬಿ,API 5L ಗ್ರಾಂ.ಬಿ.,X42,X52,X60,X70,X80,S235JR,S355J0H, ಇತ್ಯಾದಿ |
| 4. ಬಳಕೆ: | 1) ಕಡಿಮೆ ಒತ್ತಡದ ದ್ರವ, ನೀರು, ಅನಿಲ, ತೈಲ, ಲೈನ್ ಪೈಪ್ |
| 2) ರಚನೆ ಪೈಪ್, ಪೈಪ್ ಪೈಲಿಂಗ್ ನಿರ್ಮಾಣ | |
| 3) ಬೇಲಿ, ಬಾಗಿಲಿನ ಪೈಪ್ | |
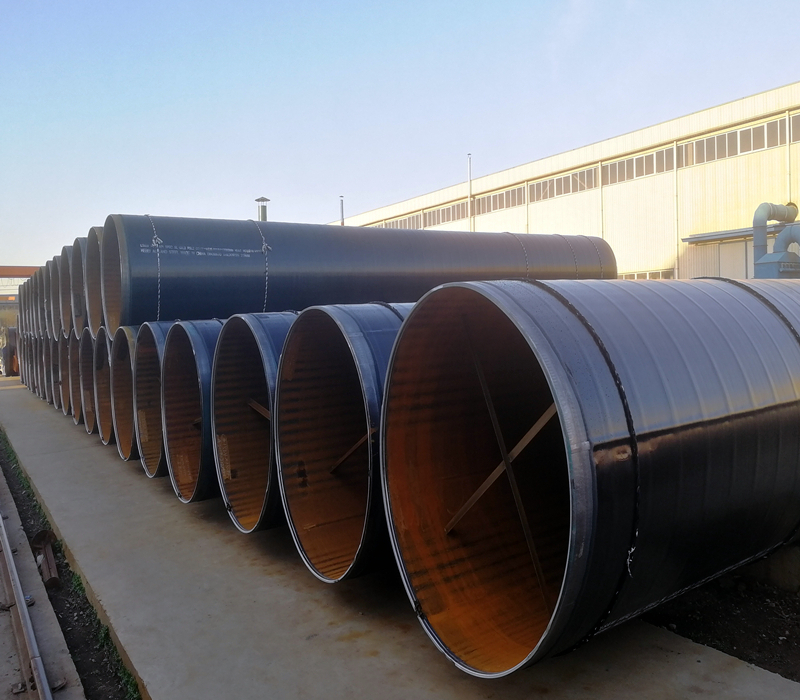
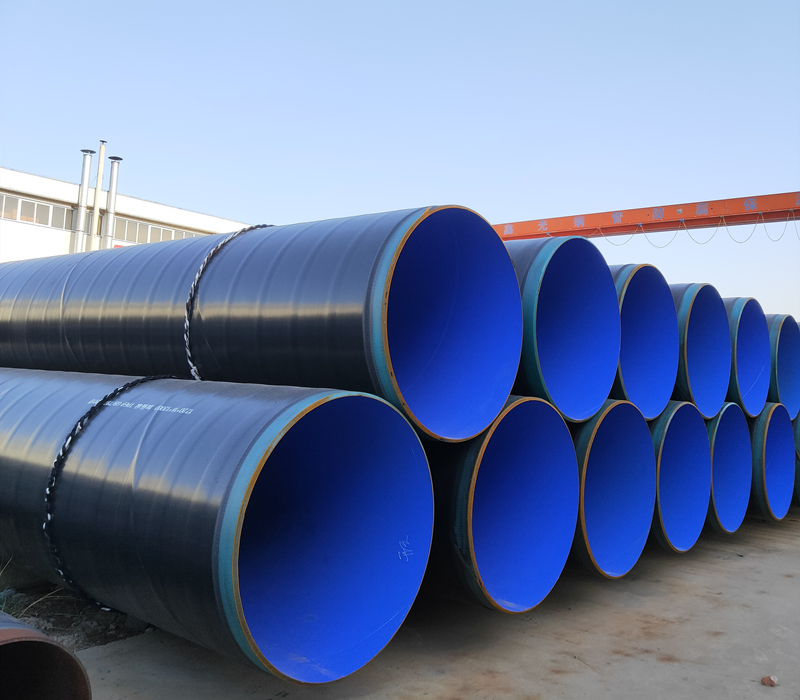
| 5.ಲೇಪನ | ೧) ಬೇರ್ಡ್ 2) ಕಪ್ಪು ಬಣ್ಣ ಬಳಿದ (ವಾರ್ನಿಷ್ ಲೇಪನ) 3) ಕಲಾಯಿ 4) ಎಣ್ಣೆ ಹಾಕಿದ 5) PE,3PE, FBE, ಕಾಮೋಷನ್ ನಿರೋಧಕ ಲೇಪನ, ತುಕ್ಕು ನಿರೋಧಕ ಲೇಪನ |
| 6.ತಂತ್ರಜ್ಞಾನ | ಉದ್ದವಾದ ಬೆಸುಗೆ ಹಾಕಿದ ಉಕ್ಕಿನ ಪೈಪ್ |
| 7. ಪರಿಶೀಲನೆ: | ಹೈಡ್ರಾಲಿಕ್ ಪರೀಕ್ಷೆ, ಎಡ್ಡಿ ಕರೆಂಟ್, ಆರ್ಟಿ, ಯುಟಿ ಅಥವಾ ಮೂರನೇ ವ್ಯಕ್ತಿಯಿಂದ ತಪಾಸಣೆಯೊಂದಿಗೆ |
| 8. ವಿತರಣೆ | ಕಂಟೇನರ್, ಬೃಹತ್ ಹಡಗು. |
| 9. ನಮ್ಮ ಗುಣಮಟ್ಟದ ಬಗ್ಗೆ: | ೧) ಯಾವುದೇ ಹಾನಿ ಇಲ್ಲ, ಬಾಗಿಲ್ಲ 2) ಬರ್ರ್ಸ್ ಅಥವಾ ಚೂಪಾದ ಅಂಚುಗಳಿಲ್ಲ ಮತ್ತು ಸ್ಕ್ರ್ಯಾಪ್ಗಳಿಲ್ಲ. 3) ಎಣ್ಣೆ ಹಚ್ಚುವುದು ಮತ್ತು ಗುರುತು ಹಾಕುವುದಕ್ಕೆ ಉಚಿತ 4) ಸಾಗಣೆಗೆ ಮುನ್ನ ಎಲ್ಲಾ ಸರಕುಗಳನ್ನು ಮೂರನೇ ವ್ಯಕ್ತಿಯ ತಪಾಸಣೆಯ ಮೂಲಕ ಪರಿಶೀಲಿಸಬಹುದು. |

ಹಾಂಗ್ ಕಾಂಗ್ನ ಎಂಜಿನಿಯರಿಂಗ್ ಪ್ರಕರಣ

ಕತಾರ್ನ ಎಂಜಿನಿಯರಿಂಗ್ ಪ್ರಕರಣ

ಟರ್ಕಿಯ ಎಂಜಿನಿಯರಿಂಗ್ ಪ್ರಕರಣ

LSAW ಪೈಪ್ಮುಳುಗಿದ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನವನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳುತ್ತದೆ, ಫಿಲ್ಲರ್ ವೆಲ್ಡಿಂಗ್, ಪಾರ್ಟಿಕಲ್ ಪ್ರೊಟೆಕ್ಷನ್ ಫ್ಲಕ್ಸ್ ಬರೀಡ್ ಆರ್ಕ್ ಬಳಸಿ.
LSAW ಎಂಬುದು ಸಬ್ಮರ್ಡ್ ಆರ್ಕ್ ವೆಲ್ಡೆಡ್ ಸ್ಟ್ರೈಟ್ ಸೀಮ್ ಸ್ಟೀಲ್ ಪೈಪ್ನ ಇಂಗ್ಲಿಷ್ ಸಂಕ್ಷೇಪಣವಾಗಿದೆ. ಸಬ್ಮರ್ಡ್ ಆರ್ಕ್ ವೆಲ್ಡೆಡ್ ಸ್ಟ್ರೈಟ್ ಸೀಮ್ ಸ್ಟೀಲ್ ಪೈಪ್ನ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯು JCOE ಫಾರ್ಮಿಂಗ್ ತಂತ್ರಜ್ಞಾನ, ಕಾಯಿಲ್ ಫಾರ್ಮಿಂಗ್ ಸಬ್ಮರ್ಡ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ ಮತ್ತು UOE ಫಾರ್ಮಿಂಗ್ ತಂತ್ರಜ್ಞಾನವನ್ನು ಒಳಗೊಂಡಿದೆ.
ಲಾಂಗಿಟ್ಯೂಡಿನಲ್ ಸಬ್ಮರ್ಜ್ಡ್-ಆರ್ಕ್ ವೆಲ್ಡೆಡ್ (LSAW) ಪೈಪ್ನ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆ ಈ ಕೆಳಗಿನಂತಿರುತ್ತದೆ:
ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಪ್ಲೇಟ್ ಪ್ರೋಬಿಂಗ್ → ಎಡ್ಜ್ ಮಿಲ್ಲಿಂಗ್ → ಪ್ರಿ-ಬೆಂಡಿಂಗ್ → ಫಾರ್ಮಿಂಗ್ → ಪ್ರಿ-ವೆಲ್ಡಿಂಗ್ → ಆಂತರಿಕ ವೆಲ್ಡಿಂಗ್ → ಬಾಹ್ಯ ವೆಲ್ಡಿಂಗ್ → ಅಲ್ಟ್ರಾಸಾನಿಕ್ ತಪಾಸಣೆ → ಎಕ್ಸ್-ರೇ ತಪಾಸಣೆ → ವಿಸ್ತರಿಸುವುದು → ಹೈಡ್ರಾಲಿಕ್ ಪರೀಕ್ಷೆ →l. ಚಾಂಫರಿಂಗ್ → ಅಲ್ಟ್ರಾಸಾನಿಕ್ ತಪಾಸಣೆ → ಎಕ್ಸ್-ರೇ ತಪಾಸಣೆ → ಟ್ಯೂಬ್ ತುದಿಯಲ್ಲಿ ಕಾಂತೀಯ ಕಣ ತಪಾಸಣೆ

| ಕರ್ಷಕ ಅವಶ್ಯಕತೆಗಳು | |||
| ಗ್ರೇಡ್ 1 | ಗ್ರೇಡ್ 2 | ಗ್ರೇಡ್ 3 | |
| ಕರ್ಷಕ ಶಕ್ತಿ, ಕನಿಷ್ಠ, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| ಇಳುವರಿ ಬಿಂದು ಅಥವಾ ಇಳುವರಿ ಶಕ್ತಿ, ಕನಿಷ್ಠ, psi(MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| %6 ಇಂಚು (7.9 ಮಿಮೀ) ಅಥವಾ ಅದಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ನಾಮಮಾತ್ರ ಗೋಡೆಯ ದಪ್ಪಗಳಿಗೆ ಮೂಲ ಕನಿಷ್ಠ ಉದ್ದ: 8 ಇಂಚು (203.2 ಮಿಮೀ) ನಲ್ಲಿ ಉದ್ದ, ನಿಮಿಷ, % 2 ಇಂಚು (50.8 ಮಿಮೀ) ನಲ್ಲಿ ಉದ್ದ, ನಿಮಿಷ, % | 18 30 | 14 25 | ... 20 |
| %6 ಇಂಚು (7.9 ಮಿಮೀ) ಗಿಂತ ಕಡಿಮೆ ಇರುವ ನಾಮಮಾತ್ರ ಗೋಡೆಯ ದಪ್ಪಗಳಿಗೆ, ಪ್ರತಿ Vzi - ಇಂಚು (0.8 ಮಿಮೀ) ಗೆ 2 ಇಂಚು (50.08 ಮಿಮೀ) ನಲ್ಲಿ ಮೂಲ ಕನಿಷ್ಠ ಉದ್ದದಿಂದ ಕಡಿತವು %6 ಇಂಚು (7.9 ಮಿಮೀ) ಗಿಂತ ಕಡಿಮೆ ಇರುವ ನಾಮಮಾತ್ರ ಗೋಡೆಯ ದಪ್ಪದಲ್ಲಿ ಶೇಕಡಾವಾರು ಬಿಂದುಗಳಲ್ಲಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ. | 1.5 ಎ | ೧.೨೫ಎ | ೧.೦ಎ... |

ಹೈಡ್ರೋಸ್ಟಾಟಿಕ್ ಪರೀಕ್ಷೆ

NDT(RT) ಪರೀಕ್ಷೆ

NDT(UT) ಪರೀಕ್ಷೆ
ಬಾಗುವ ಪರೀಕ್ಷೆ -ಸಿಲಿಂಡರಾಕಾರದ ಮ್ಯಾಂಡ್ರೆಲ್ ಸುತ್ತಲೂ 90° ಕೋನದಲ್ಲಿ ಬಾಗಿದ ಶೀತಲ ಸ್ಥಿತಿಗೆ ಸಾಕಷ್ಟು ಉದ್ದದ ಪೈಪ್ ಅನ್ನು ತಡೆದುಕೊಳ್ಳಬೇಕು.
ಚಪ್ಪಟೆ ಪರೀಕ್ಷೆ-ಪರೀಕ್ಷೆ ಅಗತ್ಯವಿಲ್ಲದಿದ್ದರೂ, ಪೈಪ್ ಚಪ್ಪಟೆಗೊಳಿಸುವ ಪರೀಕ್ಷಾ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿರಬೇಕು.
ಹೈಡ್ರೋಸ್ಟಾಟಿಕ್ ಪರೀಕ್ಷೆ -ಅನುಮತಿಸಲಾದ ಹೊರತು, ಪ್ರತಿಯೊಂದು ಪೈಪ್ ಉದ್ದವನ್ನು ಪೈಪ್ ಗೋಡೆಯ ಮೂಲಕ ಸೋರಿಕೆಯಾಗದಂತೆ ಹೈಡ್ರೋಸ್ಟಾಟಿಕ್ ಪರೀಕ್ಷೆಗೆ ಒಳಪಡಿಸಬೇಕು.
ವಿನಾಶಕಾರಿಯಲ್ಲದ ವಿದ್ಯುತ್ ಪರೀಕ್ಷೆ-ಹೈಡ್ರೋ-ಸ್ಟಾಟಿಕ್ ಪರೀಕ್ಷೆಗೆ ಪರ್ಯಾಯವಾಗಿ, ಪ್ರತಿ ಪೈಪ್ನ ಪೂರ್ಣ ದೇಹವನ್ನು ನಾನ್ಸ್ಟ್ರಕ್ಟಿವ್ ಎಲೆಕ್ಟ್ರಿಕ್ ಪರೀಕ್ಷೆಯೊಂದಿಗೆ ಪರೀಕ್ಷಿಸಬೇಕು. ನಾನ್ಸ್ಟ್ರಕ್ಟಿವ್ ಎಲೆಕ್ಟ್ರಿಕ್ ಪರೀಕ್ಷೆಯನ್ನು ನಡೆಸಿದರೆ, ಉದ್ದಗಳನ್ನು "NDE" ಅಕ್ಷರಗಳಿಂದ ಗುರುತಿಸಬೇಕು.
ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಪರೀಕ್ಷೆ;
ಎಡ್ಡಿ ಕರೆಂಟ್ ಪರೀಕ್ಷೆ
ಬೇರ್ ಪೈಪ್, ಕಪ್ಪು ಲೇಪನ (ಕಸ್ಟಮೈಸ್ ಮಾಡಲಾಗಿದೆ);
ಎರಡೂ ತುದಿಗಳು ಎಂಡ್ ಪ್ರೊಟೆಕ್ಟರ್ಗಳೊಂದಿಗೆ;
ಸರಳ ತುದಿ, ಬೆವೆಲ್ ತುದಿ;
ಗುರುತು ಹಾಕುವುದು.




| ಹೊರಗಿನ ವ್ಯಾಸ | ಪೈಪ್ ರಾಶಿಗಳ ಹೊರಗಿನ ವ್ಯಾಸವು ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಹೊರಗಿನ ವ್ಯಾಸಕ್ಕಿಂತ ± 1% ಕ್ಕಿಂತ ಹೆಚ್ಚು ವ್ಯತ್ಯಾಸಗೊಳ್ಳಬಾರದು. | ||
| ಗೋಡೆಯ ದಪ್ಪ | ಯಾವುದೇ ಹಂತದಲ್ಲಿ ಗೋಡೆಯ ದಪ್ಪವು ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ನಾಮಮಾತ್ರ ಗೋಡೆಯ ದಪ್ಪದ ಅಡಿಯಲ್ಲಿ 12.5% ಕ್ಕಿಂತ ಹೆಚ್ಚಿರಬಾರದು. | ||
| ಉದ್ದಗಳು | ಖರೀದಿ ಆದೇಶದಲ್ಲಿ ನಿರ್ದಿಷ್ಟಪಡಿಸಿದಂತೆ ಪೈಪ್ ರಾಶಿಗಳನ್ನು ಒಂದೇ ಯಾದೃಚ್ಛಿಕ ಉದ್ದಗಳು, ಎರಡು ಯಾದೃಚ್ಛಿಕ ಉದ್ದಗಳು ಅಥವಾ ಏಕರೂಪದ ಉದ್ದಗಳಲ್ಲಿ ಈ ಕೆಳಗಿನ ಮಿತಿಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಒದಗಿಸಬೇಕು: | ಏಕ ಯಾದೃಚ್ಛಿಕ ಉದ್ದಗಳು | 16 ರಿಂದ 25 ಅಡಿ (4.88 ರಿಂದ 7.62 ಮಿಮೀ), ಇಂಚು |
| ಯಾದೃಚ್ಛಿಕ ಉದ್ದಗಳನ್ನು ದ್ವಿಗುಣಗೊಳಿಸಿ | ಕನಿಷ್ಠ ಸರಾಸರಿ 35 ಅಡಿ (10.67 ಮೀ) ನೊಂದಿಗೆ 25 ಅಡಿ (7.62 ಮೀ) ಗಿಂತ ಹೆಚ್ಚು | ||
| ಏಕರೂಪದ ಉದ್ದಗಳು | ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಉದ್ದಕ್ಕೆ ±1 ಇಂಚು ಅನುಮತಿಸಬಹುದಾದ ವ್ಯತ್ಯಾಸದೊಂದಿಗೆ. | ||
| ತೂಕ | ಪೈಪ್ ರಾಶಿಯ ಪ್ರತಿಯೊಂದು ಉದ್ದವನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ತೂಗಬೇಕು ಮತ್ತು ಅದರ ತೂಕವು ಅದರ ಸೈದ್ಧಾಂತಿಕ ತೂಕದ ಮೇಲೆ 15% ಅಥವಾ ಅದಕ್ಕಿಂತ ಕಡಿಮೆ 5% ಕ್ಕಿಂತ ಹೆಚ್ಚು ವ್ಯತ್ಯಾಸಗೊಳ್ಳಬಾರದು, ಇದನ್ನು ಅದರ ಉದ್ದ ಮತ್ತು ಪ್ರತಿ ಯೂನಿಟ್ ಉದ್ದಕ್ಕೆ ಅದರ ತೂಕವನ್ನು ಬಳಸಿಕೊಂಡು ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ. | ||










