



API 5L B등급강관은 관련 요구사항에 따라 생산됩니다.API 5L또한 석유 및 가스 산업의 파이프라인 운송 시스템에 널리 사용됩니다.
B등급다음과 같이 불릴 수도 있습니다.엘245특징은 강관의 최소 항복 강도가 다음과 같다는 것입니다.245 MPa.
API 5L 라인 파이프는 두 가지 제품 사양 등급으로 제공됩니다.PSL1주로 표준 운송 시스템에서 사용되는 반면PSL2이 제품은 더 높은 기계적 강도와 더욱 엄격한 테스트 기준을 요구하는 가혹한 조건에 적합합니다.
제조 공정은 원활하게 진행될 수 있습니다.스멜스), 전기 저항 용접(ERW), 또는 서브머지드 아크 용접(봤다다양한 설치 및 운영 요구 사항에 맞도록 설계되었습니다.
보톱 스틸당사는 중국에 위치한 두꺼운 벽과 큰 직경을 가진 양면형 서브머지드 아크 LSAW 강관 전문 제조업체입니다.
위치: 중국 허베이성 창저우시
총 투자액: 5억 위안;
공장 면적: 60,000제곱미터;
연간 생산 능력: JCOE LSAW 강관 20만 톤;
장비: 첨단 생산 및 테스트 장비;
전문 분야: LSAW 강관 생산;
인증: API 5L 인증.
API 5L B등급 분류
이는 다양한 제품 사양 수준(PSL) 및 납품 조건에 따라 여러 유형으로 세분화됩니다.
이러한 분류를 통해 특정 프로젝트의 요구 사항과 작업 환경의 조건에 맞는 적절한 배관을 더욱 효과적으로 선택할 수 있습니다.
PSL1: B.
PSL2: BR;비엔;BQ;BM.
특수한 사용 환경에는 여러 종류의 특수 PSL 2 강관이 사용됩니다.
서비스 환경: BNS, BQS, BMS.
해외 서비스 환경: BNO, BQO, BMO.
종방향 소성 변형 능력이 요구되는 응용 분야: BNP, BQP, BMP.
배송 조건
| PSL | 배송 조건 | 파이프 등급/강철 등급 | |
| PSL1 | 압연 상태, 노멀라이징 압연, 열기계 압연, 열기계 성형, 노멀라이징 성형, 노멀라이징 처리, 노멀라이징 및 템퍼링 처리; 또는, 만약SMLS 파이프에 한해 합의, 담금질 및 템퍼링 처리 | B | 엘245 |
| PSL 2 | 압연된 상태 | BR | L245R |
| 노멀라이징 롤링, 노멀라이징 성형, 노멀라이징 처리, 또는 노멀라이징 및 템퍼링 처리 | BN | L245N | |
| 담금질 및 템퍼링 | BQ | L245Q | |
| 열기계적 압연 또는 열기계적 성형 | BM | L245M | |
강관의 출하 상태는 주로 강관 제조 공정의 마지막 단계에서 수행되는 열처리 또는 기타 처리를 의미하며, 이러한 처리는 강관의 기계적 특성, 내식성 및 구조적 안정성에 중요한 영향을 미칩니다.
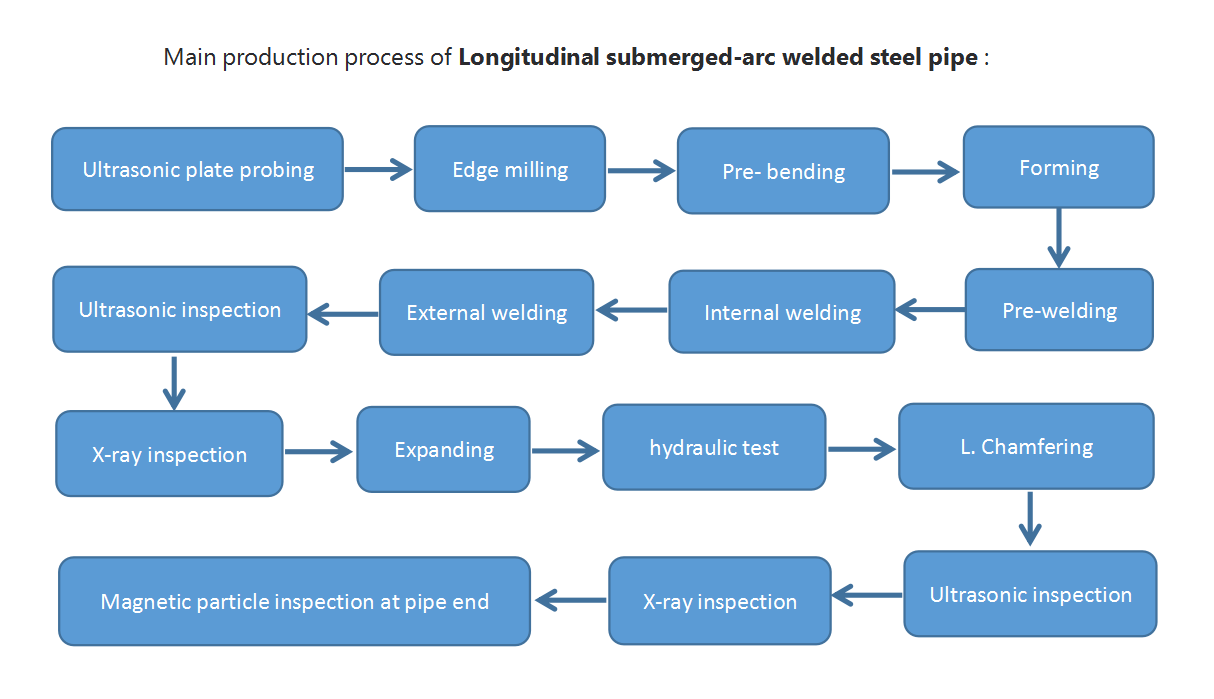
API 5L GR.B 강관 제조 공정
API 5L 표준에서 B등급 파이프는 다음 표에 제시된 생산 공정 중 하나를 사용하여 생산할 수 있습니다.
| API 5L PSL1 B등급 | 스멜스 | LFW | HFW | 톱 | 사우 | 고깔 달린 겉옷 | COWH |
| API 5L PSL2 B등급 | 스멜스 | — | HFW | 톱 | 사우 | 고깔 달린 겉옷 | COWH |
제조 공정(Manufacturing Process)이라는 약어의 의미에 대해 더 자세히 알아보려면 다음을 참조하십시오.여기를 클릭하세요.
LSAW대구경, 두꺼운 강관에 가장 적합한 솔루션입니다.
외관상 가장 두드러진 특징은 파이프의 세로 방향으로 용접 부위가 있다는 점입니다.
파이프 끝단 타입
API 5L B등급 강관의 끝단 유형은 PSL1 및 PSL2에 따라 다를 수 있습니다.
PSL 1 강관 끝단
벨 모양 끝; 일반 끝;특수 커플링용 일반형 끝단; 나사산 끝.
벨형 끝단: 소켓 끝단의 직경(D)이 219.1mm(8.625인치) 이하이고 두께(t)가 3.6mm(0.141인치) 이하인 튜브에만 사용 가능합니다.
나사산 끝단: 나사산 끝단 파이프는 직경 D < 508mm(20인치)인 SMLS 및 세로 이음매 용접 파이프로 제한됩니다.
PSL 2 강관 끝단
일반 끝.
일반 파이프 끝단의 경우 다음 요구 사항을 준수해야 합니다.
두께 t ≤ 3.2 mm (0.125 in)인 일반 파이프의 끝면은 직각으로 절단해야 합니다.
직경이 3.2mm(0.125인치)를 초과하는 일반 단부 튜브는 용접을 위해 경사면을 만들어야 합니다. 경사각은 30~35°여야 하며, 경사면의 뿌리 부분 너비는 0.8~2.4mm(0.031~0.093인치)여야 합니다.
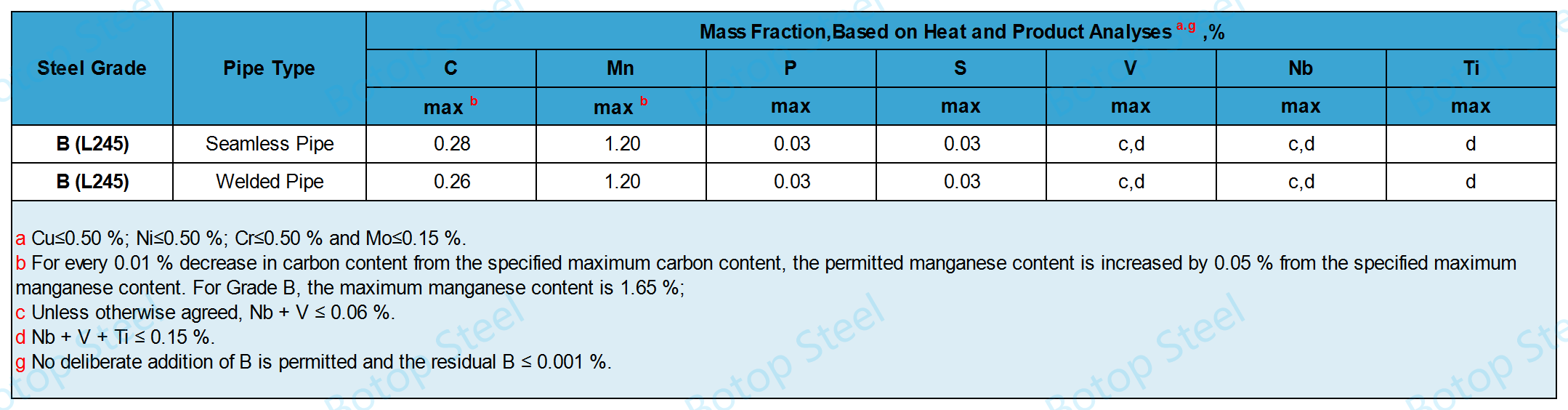
API 5L 등급 B 화학 조성
PSL1 및 PSL2 강관(직경 25.0mm 초과, 0.984인치)의 화학적 조성은 협의에 따라 결정됩니다.
직경 t ≤ 25.0 mm (0.984 in.)인 PSL 1 파이프의 화학 조성
직경 25.0mm(0.984인치) 이하인 PSL 2 파이프의 화학 조성
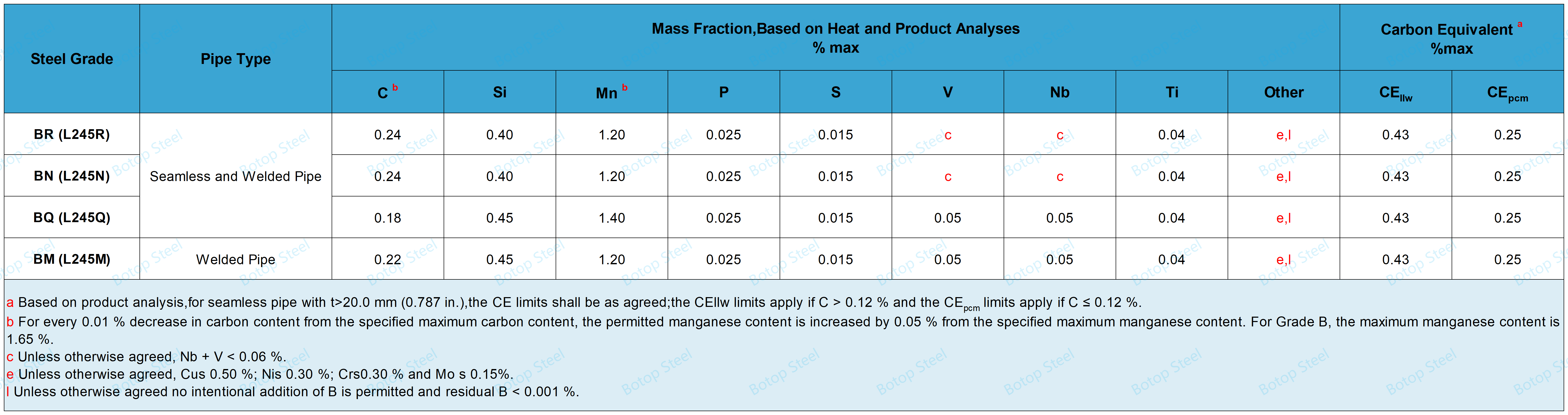
PSL2 강관 제품의 경우 분석은 다음과 같이 수행되었습니다.탄소 함량 ≤0.12%탄소 등가물 CEPCM다음 공식을 사용하여 계산할 수 있습니다.
CEPCM= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
PSL2 강관 제품의 경우 분석은 다음과 같이 수행되었습니다.탄소 함량 > 0.12%탄소 등가물 CEllw아래 공식을 사용하여 계산할 수 있습니다.
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
API 5L B등급 기계적 특성
인장 특성
PSL1 GR.B 인장 특성

PSL2 GR.B 인장 특성
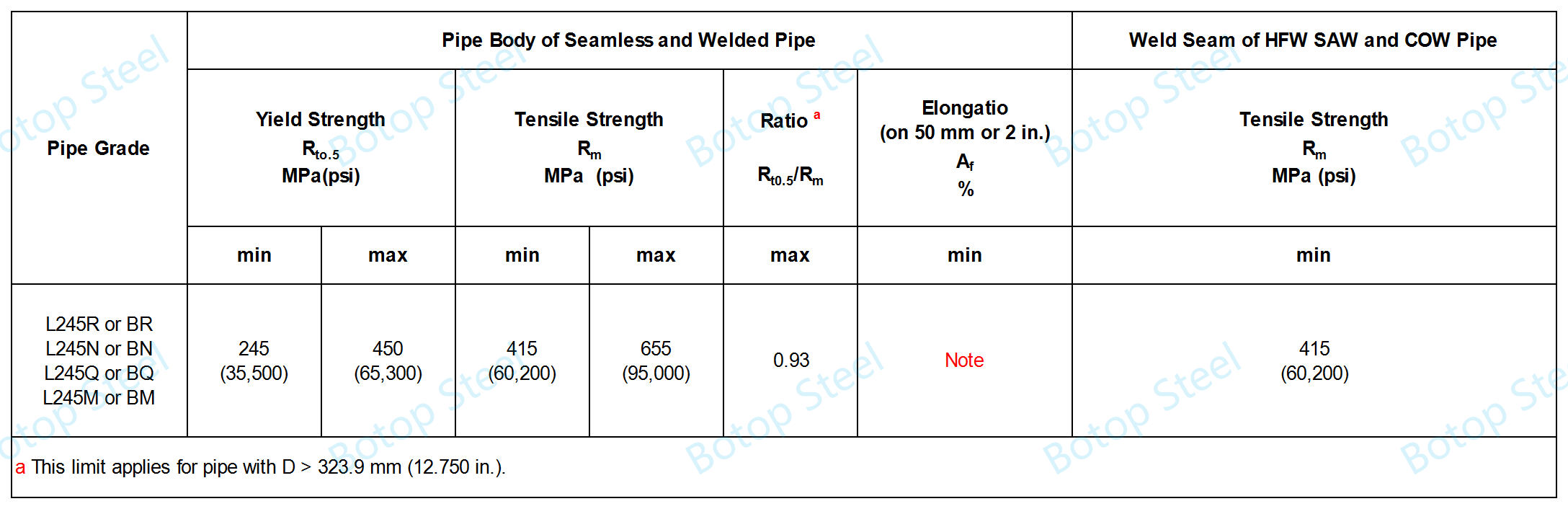
메모: 지정된 최소 신장률, A에프다음 방정식을 사용하여 결정됩니다.
에이f= C × (Axc0.2/U0.9)
CSI 단위를 사용한 계산에서는 1940이고, USC 단위를 사용한 계산에서는 625,000입니다.
Axc 적용되는 인장 시험편의 단면적은 다음과 같이 제곱밀리미터(제곱인치) 단위로 표시됩니다.
1) 원형 단면 시험편의 경우, 130mm2(0.20인치)2) 직경 12.7mm(0.500인치) 및 8.9mm(0.350인치) 시험편의 경우; 65mm2(0.10인치)2) 직경 6.4mm(0.250인치) 시험편의 경우;
2) 전체 단면 시험편의 경우, a) 485 mm 중 더 작은 값2(0.75인치)2(a) 시험편의 단면적 T는 지정된 외경과 지정된 파이프 벽 두께를 사용하여 계산되며, 가장 가까운 10mm 단위로 반올림됩니다.2(0.01인치)2);
3) 스트립 테스트 조각의 경우, a) 485 mm 중 더 작은 값2(0.75인치)2(a) 시험편의 지정된 너비와 파이프의 지정된 벽 두께를 사용하여 계산한 시험편의 단면적(가장 가까운 10mm 단위로 반올림)2(0.01인치)2);
U지정된 최소 인장 강도는 메가파스칼(제곱인치당 파운드) 단위로 표시됩니다.
굽힘 테스트
시편의 어느 부분에도 균열이 없어야 하며, 용접 부위에도 균열이 없어야 합니다.
평탄화 테스트
LSAW 강관에는 적용되지 않습니다..
적합한EW, LW, 그리고CW튜브 제조 유형.
유도 굽힘 시험
용접 금속에 깊이와 관계없이 3.2mm(0.125인치)보다 긴 균열이나 파열이 있는지 확인하십시오.
모재, 열영향부 또는 용융선에 3.2mm(0.125인치)보다 길거나 지정된 벽 두께의 12.5%보다 깊은 균열이나 파열이 있는지 확인하십시오.
PSL 2 파이프에 대한 CVN 충격 시험
CVN(샤르피 V-노치) 충격 시험은 급격한 충격 하중을 받을 때 재료의 인성을 평가하기 위한 표준화된 시험 방법입니다.
다음 요건은 X60 또는 L415 등급 이하에 적용됩니다.
| PSL 2 파이프의 파이프 본체에 필요한 CVN 흡수 에너지 요구량 | |
| 지정된 외경 D 밀리미터(인치) | 전체 크기 CVN 흡수 에너지 최소 Kv J (ft.lbf) |
| ≤762(30) | 27(20) |
| >762(30) ~ 2134(84) | 40(30) |
PSL 2 용접 파이프의 DWT 테스트
시험당 평균 전단 면적은 0°C(32°F) 시험 온도에서 85% 이상이어야 합니다.
벽 두께가 25.4mm(1인치)를 초과하는 튜브의 경우, DWT 테스트에 대한 합격 요건은 협의해야 합니다.
수압 테스트
시험 시간
직경(D) ≤ 457mm(18인치)인 모든 크기의 이음매 없는 강관 및 용접 강관:테스트 시간 ≥ 5초;
용접 강관 직경 > 457mm(18인치):테스트 시간 ≥ 10초.
테스트 빈도
각각의 강철 파이프.

시험 압력
정수압 시험 압력 P는일반형 강관해당 공식을 사용하여 계산할 수 있습니다.
P = 2St/D
S는 원주 응력입니다. 이 값은 지정된 강관의 최소 항복 강도 xa 백분율과 같으며, 단위는 MPa(psi)입니다.
API 5L 등급 B용표준 시험 압력의 경우 백분율은 60%이고, 선택적 시험 압력의 경우 백분율은 70%입니다.
D <88.9 mm (3.500 in.)인 경우 시험 압력이 17.0 MPa (2470 psi)를 초과할 필요는 없습니다.
D > 88.9 mm (3.500 in.)인 경우 시험 압력이 19.0 MPa (2760 psi)를 초과할 필요는 없습니다.
t벽 두께는 밀리미터(인치) 단위로 지정된 값입니다.
D는 지정된 외경이며, 밀리미터(인치) 단위로 표시됩니다.
비파괴 검사
SAW 튜브용두 가지 방법,UT(초음파 검사) 또는RT(방사선 검사)가 일반적으로 사용됩니다.
ET(전자기 검사)는 SAW 튜브에는 적용되지 않습니다.
L210/A 등급 이상이고 직경이 60.3mm(2.375인치) 이상인 용접 파이프의 용접 이음매는 명시된 대로 전체 두께 및 길이(100%)에 대해 비파괴 검사를 실시해야 합니다.

초음파 비파괴 검사

RT 비파괴 검사
외경과 벽 두께를 명시하십시오.
강관의 특정 외경 및 특정 벽 두께에 대한 표준값은 다음과 같습니다.ISO 4200그리고ASME B36.10M.

치수 공차
직경 및 진원도 허용 오차
강관의 직경은 임의의 원주면에서의 둘레를 π로 나눈 값으로 정의됩니다.
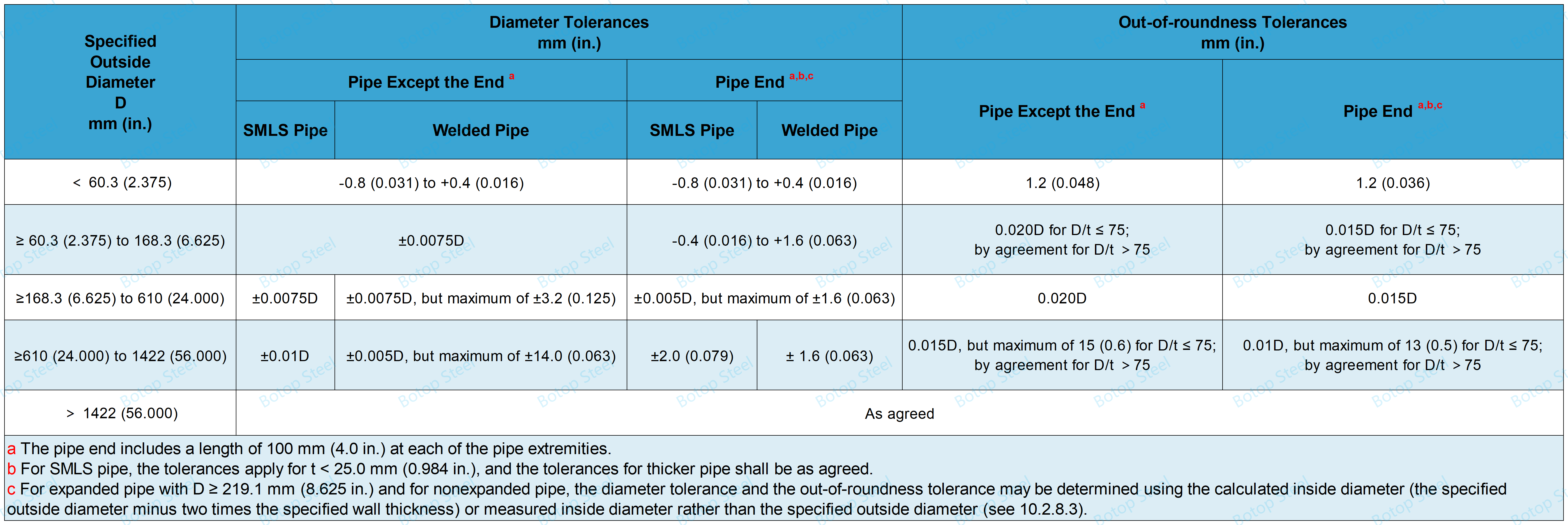
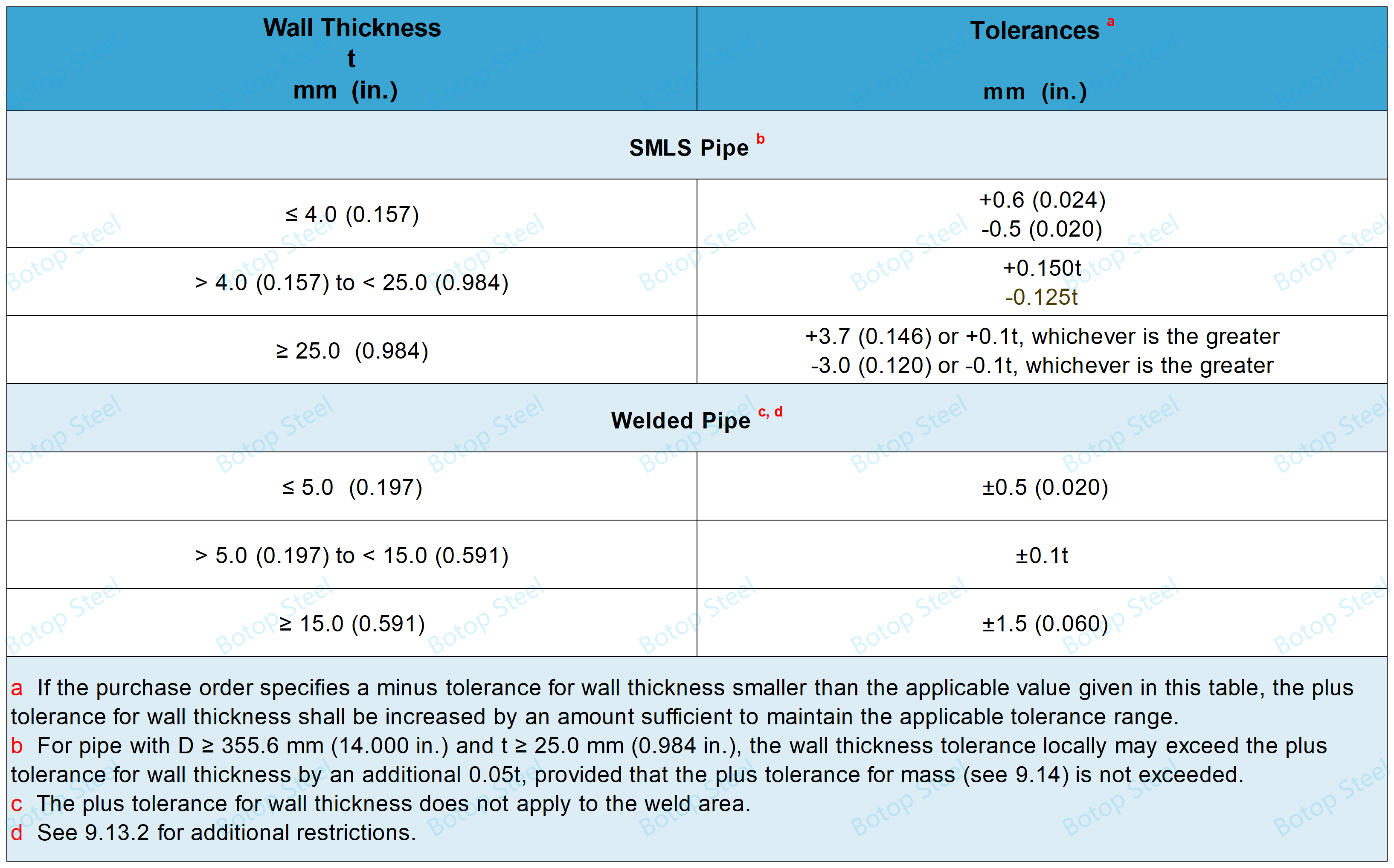
벽 두께 허용 오차
길이 허용 오차
대략적인 길이±500mm(20인치)의 허용 오차 범위 내에서 납품되어야 합니다.
허용 오차임의 길이
| 임의 길이 지정 미터(피트) | 최소 길이 미터(피트) | 주문 품목별 최소 평균 길이 미터(피트) | 최대 길이 미터(피트) |
| 나사산 및 연결 파이프 | |||
| 6(20) | 4.88(16.0) | 5.33(17.5) | 6.86(22.5) |
| 9 (30) | 4.11 (13.5) | 8.00 (26.2) | 10.29 (33.8) |
| 12(40) | 6.71 (22.0) | 10.67 (35.0) | 13.72 (45.0) |
| 일반형 파이프 | |||
| 6(20) | 2.74(9.0) | 5.33(17.5) | 6.86(22.5) |
| 9 (30) | 4.11 (13.5) | 8.00 (26.2) | 10.29 (33.8) |
| 12(40) | 4.27(14.0) | 10.67 (35.0) | 13.72 (45.0) |
| 15(50) | 5.33(17.5) | 13.35 (43.8) | 16.76 (55.0) |
| 18(60) | 6.40 (21.0) | 16.00 (52.5) | 19.81 (65.0) |
| 24(80) | 8.53(28.0) | 21.34 (70.0) | 25.91 (85.0) |
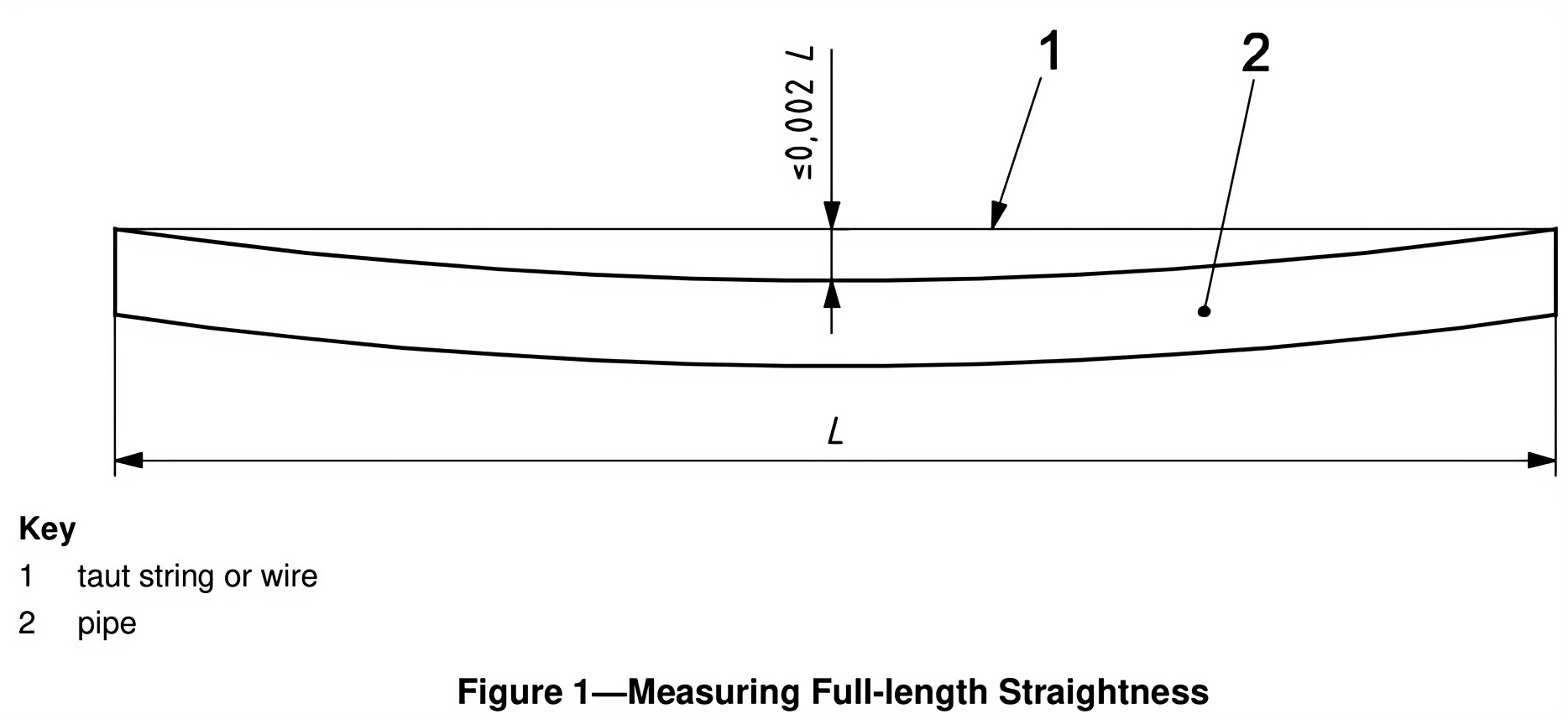
직진도 허용 오차
직선도 편차튜브 전체 길이: ≤ 0.200 L;
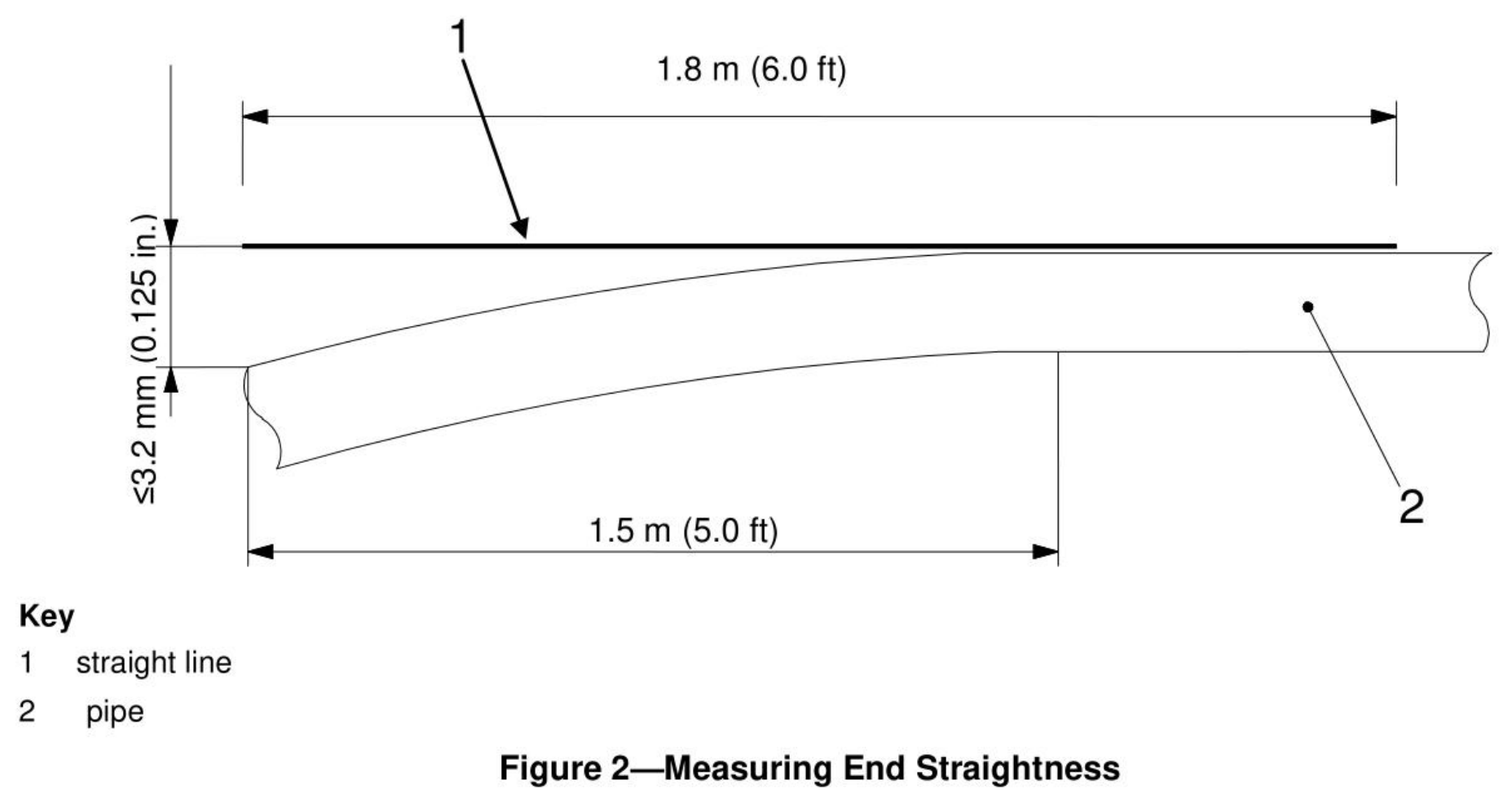
직선도 편차1.5m(5.0피트) 강관 끝단: ≤ 3.2mm (0.125인치).
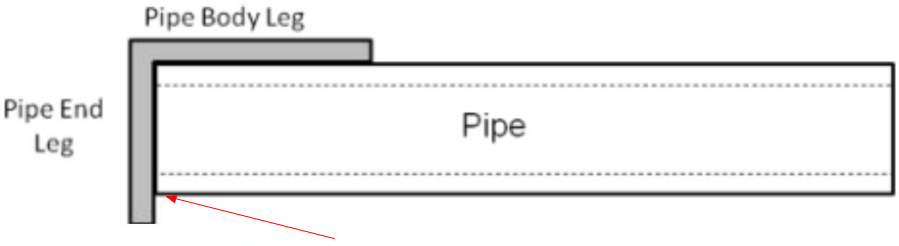
직진도 허용 오차
끝단 직각도는 파이프 끝부분이 정사각형인지 여부로 정의됩니다.
직각도 편차는 1.6mm(0.063인치) 미만이어야 합니다. 직각도 편차는 파이프 끝단과 파이프 끝단 지지대 사이의 간격으로 측정합니다.
용접 이음매의 허용 오차
최대 허용 반경 방향 오프셋SAW 및 COW 파이프용.
| 지정된 벽 두께 t 밀리미터(인치) | 최대 허용 반경 방향 오프셋a밀리미터(인치) |
| ≤ 15.0 (0.590) | 1.5 (0.060) |
| > 15.0(0.590) ~ 25.0(0.984) | 0.1톤 |
| > 25.0 (0.984) | 2.5 (0.098) |
| a이러한 제한 사항은 스트립/플레이트 끝단 용접에도 적용됩니다. | |
용접 비드 최대 허용 높이SAW 및 COW 파이프용 (파이프 끝단 제외).
| 지정된 벽 두께 밀리미터(인치) | 용접 비드 높이 밀리미터(인치) 격언 | |
| 내부 비드 | 외부 비드 | |
| ≤13.0 (0.512) | 3.5 (0.138) | 3.5 (0.138) |
| >13.0 (0.512) | 3.5 (0.138) | 4.5 (0.177) |
용접부는 인접한 강관 표면과 매끄럽게 연결되어야 합니다.
파이프 끝단 용접부는 100mm(4.0인치) 길이로 연마해야 하며, 잔류 용접 높이는 0.5mm(0.020인치) 이하여야 합니다.
질량 허용 오차
각각의 강철 파이프:
a) 특수 경량 파이프의 경우: -5.0% ~ +10.0%;
b) L175, L175P, A25 및 A25P 등급 파이프의 경우: -5.0% ~ +10.0%;
c) 그 외 모든 파이프의 경우: -3.5% ~ +10.0%.
로트당 파이프(주문량 기준 18톤(20톤) 이상):
a) L175, L175P, A25 및 A25P 등급의 경우: -3.5%;
(b) 그 외 모든 등급의 경우: -1.75%.
API 5L GR.B 적용 분야
API 5L B등급 강관은 석유, 천연가스, 물과 같은 유체를 수송하는 데 주로 사용되는 배관의 일종으로, 석유 및 가스 산업에서 흔히 사용되는 재료 중 하나입니다.
석유 및 가스 수송 시스템API 5L B등급 강관은 석유 및 가스전의 추출 및 처리 시설에서 원유와 천연가스를 집유 시스템 또는 처리 시설로 운송하는 데 일반적으로 사용됩니다.
수도관추가적인 표면 처리(예: 코팅 또는 피복)를 적용하여 물 수송, 특히 상수도 및 관개 시스템에 사용되는 경우 부식 저항성을 향상시킬 수 있습니다.
정유소정유 공장에서는 API 5L 등급 B 강관을 사용하여 원유의 분별 증류에서 얻은 다양한 화학 물질 및 중간체를 운송합니다.
건설 및 인프라건설 산업에서 교량, 지지 구조물 또는 기타 중요한 사회 기반 시설 프로젝트 건설, 특히 장거리 유체 수송이 필요한 경우에 사용됩니다.
API 5L B등급 상당
ASTM A106 B등급ASTM A106 Grade B는 고온 환경에 주로 사용되는 이음매 없는 탄소강 튜브로, 화학 조성 및 기계적 특성이 API 5L Grade B와 매우 유사합니다. 고온 수증기, 화학 물질 및 석유 제품 운송에 일반적으로 사용됩니다.
ASTM A53 등급 B: 이것은 용접 또는 이음매 없는 탄소강 파이프의 또 다른 유형으로, 기계, 건설 및 기타 엔지니어링 분야에서 널리 사용됩니다. 주로 저압 및 저온 환경에 사용되지만, 일부 기계적 특성은 API 5L B 등급과 유사합니다.
EN 10208-2 L245NB: 가연성 가스 및 기타 액체를 운송하는 파이프라인 제조에 사용됩니다. L245NB(1.0457)는 API 5L Grade B와 유사한 기계적 특성을 가진 중간 강도의 파이프라인 강입니다.
ISO 3183 L245석유 및 가스 산업의 파이프라인 운송 시스템에 사용됩니다. ISO 3183의 L245는 API 5L Grade B와 특성이 매우 유사하여 종종 서로 바꿔 사용할 수 있습니다.
저희가 제공할 수 있는 추가 서비스
보톱 스틸당사는 고품질 API 5L B등급 강관을 제공할 뿐만 아니라, 다양한 부식 방지 코팅 옵션, 맞춤형 포장 솔루션, 종합적인 물류 지원 등 다양한 부가 서비스를 제공하여 고객의 다양한 요구를 충족할 수 있도록 최선을 다하고 있습니다.
저희는 고객 여러분께서 필요로 하는 모든 제품과 서비스를 편리하게 이용하실 수 있는 원스톱 소싱 플랫폼을 구축하기 위해 최선을 다하고 있습니다. 전문적이고 신뢰할 수 있는 서비스를 통해 프로젝트의 모든 단계를 효율적이고 번거로움 없이 완료하여 품질과 진행 상황을 보장하실 수 있습니다. 저희의 목표는 고객 여러분의 가장 믿음직한 파트너가 되는 것입니다.
부식 방지 코팅
보톱 스틸다양한 부식 방지 코팅 옵션을 제공합니다.도색된, 아연 도금된,3LPE(HDPE), 3LPP,FBE그리고 시멘트질 평형추프로젝트의 다양한 사용 요구 사항을 충족하기 위해서입니다.
포장
저희는 베일, 방수포, 상자, 파이프 캡 등 다양한 포장 옵션을 제공하며, 고객의 특정 요구에 맞춰 맞춤 제작도 가능합니다.


기술 지원
저희 회사는 프로젝트의 모든 단계에 걸쳐 포괄적인 기술 지원 서비스를 제공하기 위해 최선을 다하고 있습니다. 프로젝트 입찰 준비부터 프로젝트 중반의 자재 조달 및 운송, 그리고 프로젝트 완료 후 유지보수 및 문제 해결에 이르기까지, 저희 전문팀은 고객 여러분께 전문적인 조언과 지원을 제공해 드립니다.
저희의 목표는 고객 여러분께서 중국에서 고품질의 합리적인 가격의 제품을 구매하실 수 있도록 지원하여, 프로젝트가 원활하고 비용 효율적으로 진행될 수 있도록 돕는 것입니다. 상호 이익이 되는 미래를 함께 만들어 나가기를 기대합니다.









