



BS EN 10210 S275J0Hbeşê pola avahîsaziyê yê vala yê bi qedandina germ e ku ji bo wê hatiye çêkirinBS EN 10210di cûrbecûr şiklên beşa gilover, çargoşe, çargoşe, an oval de.
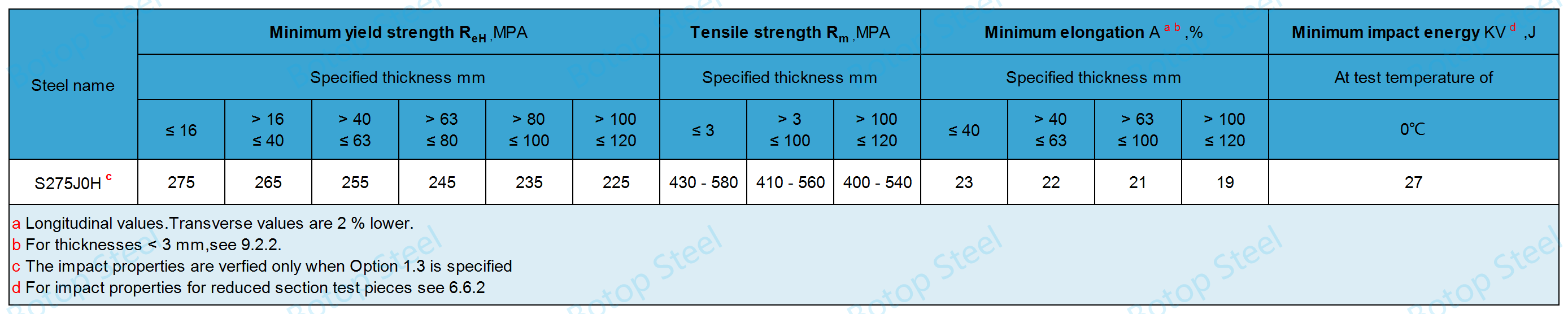
Materyalê S275J0H bi kêmtirîn berxwedana berbatbûnê ya 275 MPa di qalindahiyek ne ji 16 mm zêdetir de tê taybetmendîkirin; enerjiya bandora wê ya herî kêm herî kêm 27 J di 0℃ de ye.
S275J0H ji cureyekî pola karbonê, jimara pola ye1.0149, ku xwedî taybetmendiyên avahî û pêvajoyê yên baş e, bi giranî di avahiyên avahiyê de tê bikar anîn, lê di heman demê de ji bo pêkhateyên ne-bargiran jî tê bikar anîn, dikare di parastina aramiya avahî û domdariyê de li ser bingeha bidestxistina feydeyên kêm-mesref bide.
Têbînî: Hemû pêdiviyên di BS EN 10210 de ji bo EN 10210 jî derbas dibin û ji ber vê yekê li vir nayên dubarekirin.
Nîşanên pileyan di BS EN 10210 de li gorî EN 10027-1 û hejmarên pola jî li gorî EN 10027-2 têne destnîşankirin.
| Navê pola | Hejmara pola | Cureyê Pola | Navê pola | Hejmara pola | Cureyê Pola |
| S235JRH | 1.0039 | pola karbonê | S275NH | 1.0493 | pola karbonê |
| S275J0H | 1.0149 | pola karbonê | S275NLH | 1.0497 | pola karbonê |
| S275J2H | 1.0138 | pola karbonê | S355NH | 1.0539 | pola karbonê |
| S355J0H | 1.0547 | pola karbonê | S355NLH | 1.0549 | pola karbonê |
| S355J2H | 1.0576 | pola karbonê | S420NH | 1.8750 | pola alloy |
| S355K2H | 1.0512 | pola karbonê | S420NLH | 1.8751 | pola alloy |
| S460NH | 1.8953 | pola alloy | |||
| S460NLH | 1.8956 | pola alloy |
Ji bo bêtir agahdarî li ser wateyên taybetî yên tîp û hejmaran di notan de,hûn dikarin li vir bitikînin.
Qalindahiya dîwar ≤120mm.
Dorhêl: Qûtrasên derve heta 2500 mm;
Çargoşe: Pîvanên derve heta 800 mm x 800 mm;
Çargoşe: Pîvanên derve heta 750 mm x 500 mm;
Elîptîk: Pîvanên derve heta 500 mm x 250 mm.
Em di peydakirina taybetmendiyên cûrbecûr ên Lûleya Pola Strukturî ya Vala ya Dor de pispor in, heke hewcedariyên we hebin, ji kerema xwe bi me re têkilî daynin, li hêviya hevkariya bi we re ne!

Borîyên pola yên qalibkirî yên LSAW bi giranî bi çêkirina plakayên pola di nav lûleyan de bi karanîna pêvajoya qalibkirina JCOE, û dûv re jî bi qalibkirina bi karanîna kevana binavbûyî ya du alî têne çêkirin (DSAW) teknolojiya weldingê, û bi rêya hejmarek vekolîn û dermanan hate dawîkirin.
Hûn çawa pêvajoya hilberînê ya rast hildibijêrin? Cudahî û avantajên lûleya pola ya bêdirûv, LSAW, kaynakirina bi xêza binavbûyî, û kaynakirina bi xêza binavbûyî çi ne? Û rêjeya mezinahiya her pêvajoyê çi ye? Hûn dikarin li ser lînka jêrîn bikirtînin da ku wê bibînin.
Kalîteyên JR,J0, J2 û K2 -germ qedandî;
Kalîteyên N û NL - normalîzekirî. Normalîzekirî gêrkirinên normalîzekirî jî dihewîne.
| Spola teel | Cureyê deoksîdasyona | % bi giranî, herî zêde | |||||||
| C (Karbonat) | Si (Sîlîkon) | Mn (Manganez) | P (Fosfor) | S (Sûlfûr) | Nb, c (Nîtrojen) | ||||
| Navê pola | Hejmara pola | Qalindahiya diyarkirî (mm) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | 1.0149 | FN | 0.20 | 0.22 | — | 1.5 | 0.035 | 0.035 | 0.009 |
aFN = Pola çerxî nayê destûr kirin;
bDestûr heye ku nirxên diyarkirî derbas bibin bi şertê ku ji bo her zêdebûna 0,001% N, naveroka herî zêde ya P jî bi 0,005% kêm bibe. Lêbelê, naveroka N ya analîza avêtinê divê ji 0,012% zêdetir nebe;
cGer pêkhateya kîmyewî rêjeya Al ya giştî ya herî kêm %0,020 bi rêjeya Al/N ya herî kêm 2:1 nîşan bide, an jî heke têra hêmanên din ên girêdana N hebe, nirxa herî zêde ya nîtrojenê nayê sepandin. Divê hêmanên girêdana N di Belgeya Muayeneyê de werin tomar kirin.
Taybetmendiyên mekanîkî yên BS EN 10210 ev in: berxwedana şikestinê, berxwedana kişandinê, dirêjkirin û taybetmendiyên bandorê.
Divê beşên vala rûyekî lûs hebe ku li gorî rêbaza çêkirinê ya hatî bikar anîn be; girêk, valahî, an xendekên dirêj ên kêm kûr ên ji pêvajoya çêkirinê çêdibin destûr in, bi şertê ku stûrî di nav toleransê de be.
Li gorî EN 10210, rûyên lûleyên pola ji bo galvanîzasyona germ minasib in.
EN 10210 ceribandina zexta hîdrostatîk a boriyên pola hewce nake.
Ji ber ku berhemên standardkirî yên EN 10210 bi giranî ji bo mebestên avahîsaziyê têne bikar anîn, ne ji bo pergalên boriyan ên ku hewce ne ku zextê lê bikin.
Ger ceribandina zexta hîdrostatîk pêwîst be, dikare li gorî standardên EN 10216 (lûleyên pola yên bêderz) an EN 10217 (lûleyên pola yên qayîmkirî) were behs kirin.
Di standardê de şertek mecbûrî tune ye ku NDT li ser boriyên pola yên beşê vala were kirin.
Eger NDT li ser boriyên pola yên qelandî were kirin, pêdiviyên jêrîn dikarin werin behs kirin.
Beşên Elektrîkî yên Qelandî
Ji bo lûleyên pola yên beşa vala ya gilover ERW ye.
Hûn dikarin ji bo ceribandinê yek ji rêbazên ceribandinê yên jêrîn hilbijêrin.
a) EN 10246-3 heta asta pejirandinê E4, ji bilî vê yekê ku teknîka lûleya zivirî/pêçandina pancake nayê destûr kirin;
b) EN 10246-5 heta asta pejirandinê F5;
c) EN 10246-8 heta asta pejirandinê U5.
Beşên Qelandî yên Kevana Binavbûyî
Ji bo lûleyên pola yên bi beşa vala ya gilover, LSAW û SSAW hene.
Divê derziya kaynakirinê ya beşên vala yên bi kevana binavbûyî hatine kaynakirin an li gorî EN 10246-9 heta asta pejirandinê U4 an jî bi radyografiyê li gorî EN 10246-10 bi pola kalîteya wêneyê R2 were ceribandin.
Ji bo agahdariya berfirehtir li ser hewcedariyên têkildarî toleransên dimenî,ji kerema xwe ji bo bêtir agahdarî li vir bikirtînin.
EN 10025 - S275J0;
JIS G3106 - SM400B;
CSA G40.21 - 300W;
Dema ku hevwateya EN 10210 S275J0H tê hilbijartin, divê berawirdkirinek berfireh a pêkhateya kîmyewî û taybetmendiyên mekanîkî were kirin da ku piştrast bibe ku materyalê bijartî li gorî hewcedariyên taybetî yên projeyê ye.
Ji damezrandina xwe di sala 2014an de,Pola Botopbûye dabînkerê sereke yê lûleya pola karbonê li Bakurê Çînê, ku bi karûbarê hêja, hilberên bi kalîte û çareseriyên berfireh tê zanîn.
Şîrket cûrbecûr boriyên pola karbonê û berhemên pêwendîdar pêşkêş dike, di nav de boriyên pola yên bêderz, ERW, LSAW, û SSAW, û her weha rêzek bêkêmasî ya pêvekên boriyan û flanjan. Berhemên wê yên taybet di heman demê de alloyên pola bilind û pola zengarnegir ên austenîtîk jî dihewîne, ku li gorî daxwazên projeyên cûrbecûr ên boriyan hatine çêkirin.















