
Lûleyên pola yên JIS G 3454lûleyên pola karbonê ne ku bi giranî ji bo karanîna di jîngehên bê-fişara bilind de bi qûtrasên derveyî yên ji 10.5 mm heta 660.4 mm û bi germahiyên xebitandinê heta 350 ℃ guncaw in.
Bişkokên Navîgasyonê
Dabeşkirina Polê
Pêvajoyên Hilberînê
Galvanîzasyona Germ - Lûleya Spî
Pêkhateya kîmyayî ya JIS G 3454
Taybetmendiyên Mekanîkî yên JIS G 3454
Testa Pevçûnê
Testa Çemandinê
Testa Hîdrolîk an Testa Ne-wêranker
Toleransên Pîvanî
Tabloya giraniya boriyan û bernameyên boriyan ên JIS G3454
Xuyabûnî
Rûpûşkirina rûyê JIS G 3454
Nîşankirin
Serlêdanên JIS G 3454 Pola Boriyê
Berhemên me yên Têkildar
Dabeşkirina Polê
JIS G 3454 li gorî hêza berbiçûnê ya herî kêm a boriya pola ya qedandî du pileyan hene.
STPG370, STPG410
Pêvajoyên Hilberînê
Bi karanîna tevliheviyek guncaw a pêvajoyên çêkirina lûleyê û rêbazên qedandinê ve hatî çêkirin.
| Sembola pileyê | Sembola pêvajoya hilberînê | ||
| Pêvajoya çêkirina boriyê | Rêbaza qedandinê | Dabeşkirina pêçandina zincê | |
| STPG370 STPG410 | Bênavber:S Berxwedana elektrîkê ya bi weldkirinê:E | Germ-qediya:H Bi qedandina sar:C Wekî berxwedana elektrîkê ya ku bi qelandin hatiye kirin:G | Lûleyên reş: boriyên ku pêçandina zînko nehatine kirin Lûleyên spî: lûleyên ku bi zincê hatine pêçandin |
Borîya pola ya bi sar hatiye çêkirin piştî çêkirinê divê were germkirin. Ger pêwîst be, Kirîner dikare dermankirina germî ya qalibên borîya pola ya bi berxwedana STPG 410 hatiye qalibkirin destnîşan bike.
Eger qaymaqê berxwedanê were bikaranîn, divê qaymaqên li ser rûyên hundir û derve yên lûleyê werin rakirin da ku li seranserê kontûra lûleyê qaymaqek nerm çêbibe. Lêbelê, heke rakirina qaymaqê li ser rûyê hundir dijwar be, dibe ku rewşa qaymaqê were parastin.
Galvanîzasyona Germ - Lûleya Spî
Bospîlûle(boriyên ku bi zincê hatine pêçandin), rûyê ku hatiye kontrolkirinlûleya reş(boriyên ku bi zînko nehatine pêçandin) divê berî galvanîzasyona germ bi rêya şilkirinê, tirşkirinê, an pêvajoyek din werin paqijkirin. Zînka ji bo galvanîzasyona germ divê ji îngotên zînko yên distilkirî yên JIS H 2107 Grade 1 an jî zînko bi qalîteyek wekhev an çêtir be.
Pêdiviyên din ên giştî ji bo galvanîzasyonê li gorî JIS H 8641 in.
Pêkhateya kîmyayî ya JIS G 3454
Xalên giştî yên ceribandinên analîtîk û rêbazên nimûnegirtin û analîzkirinê divê li gorî JIS G 0404 xala 8 (Pêkhateya kîmyayî) bin.
Rêbaza analîtîk divê li gorî JIS G 0320 be.
| Sembola pileyê | C (Karbon) | Si (Sîlîkon) | Mn (Manganez) | P (Fosfor) | S (Kulfûr) |
| herî zêde | herî zêde | herî zêde | herî zêde | ||
| STPG370 | 0.25% | 0.35% | 0.30-0.90% | 0.04% | 0.04% |
| STPG410 | 0.30% | 0.35% | 0.30-1.00% | 0.04% | 0.04% |
Taybetmendiyên Mekanîkî yên JIS G 3454
Pêdiviyên giştî ji bo ceribandina mekanîkî li gorî JIS G 0404 Xala 7 (Pêdiviyên Giştî) û Xala 9 (Taybetmendiyên Mekanîkî) ne.
Lêbelê, rêbaza berhevkirina nimûneyan ji bo ceribandina mekanîkî divê li gorî JIS G 0404 Xala 7.6 (Şert û mercên berhevkirina nimûneyan), Tîpa A be.
Divê ceribankarên lûleyan ceribandinan li gorî JIS Z 2241 bikin û berxwedana kişandinê, berxwedana şikestinê, û dirêjkirinê li gorî Tabloya 3 bin.
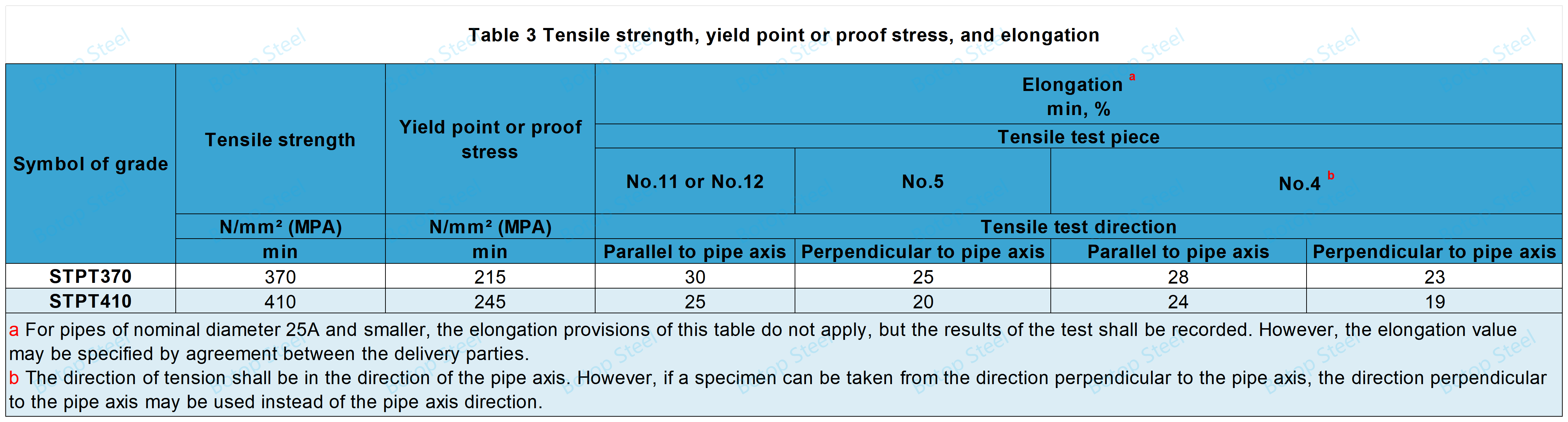
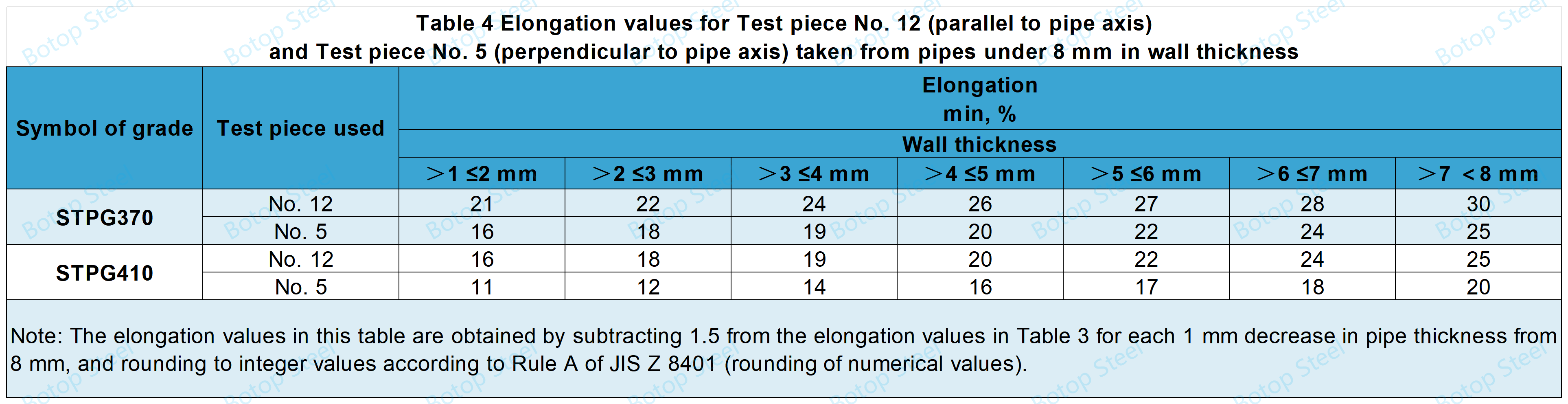
Lêbelê, ji bo lûleyên ku qalindahiya wan ji 8 mm kêmtir e, dirêjkirin divê li gorî Tabloya 4-an be ji bo ceribandinên kişandinê bi karanîna nimûneyên Jimare 12 an Jimare 5.
Testa Pevçûnê
Germahiya ceribandinê divê germahiya odeyê (5~35℃) be, nimûne di navbera du plakayên dûz de tê danîn û heta ku dûrahiya H ya di navbera plakayan de ji nirxa diyarkirî kêmtir bibe tê pêçandin, dema ku nimûne tê pêçandin, çavdêrî bikin ka li ser rûyê bloka nimûneya lûleya pola şikestinek heye an na.
Dema ku H=2/3D, cihê qayimkirinê ji bo şikestinan kontrol bike.
Dema ku H=1/3D, li beşên ji bilî dirûna kaynakê şikestinan kontrol bike.
Lûleya pola ya bêdirûv dikare ji ceribandina pehnkirinê bêpar bimîne, lê performansa lûleyê divê li gorî rêziknameyan be.
Testa Çemandinê
Ji bo boriyên bi qûrahiya derve ≤ 40A (48.6mm) tê sepandin.
Dema ku nimûne bi goşeya 90° û bi nîvîreyeke hundirîn a 6 qat ji çapa derve were tewandin, divê neşkê.
Kirîner dikare goşeya xwarbûnê ya 180 û/an jî nîvradyuseke hundirîn a 4 caran ji çapera derveyî ya boriyê diyar bike.
Ji bo lûleyên bi berxwedanê hatine qelandin, divê derziya qelandinê bi qasî 90° ji beşa herî derve ya quncikê dûr be.
Testa Hîdrolîk an Testa Ne-wêranker
Divê hemû boriyan bi awayekî hîdrolîk an jî bê wêranker werin ceribandin.
Lêbelê, ji bo lûleyên spî, ev bi gelemperî berî galvanîzekirinê tê kirin.
Hîdrocestkirin an ceribandina bêtunekirin rêbazek girîng a kontrola kalîteya boriyan e da ku ewlehî û pêbaweriya boriyan di dema sazkirin û karanînê de were misoger kirin.
Testa Hîdrostatîk
Zexteke testa hîdrolîk a ji ya diyarkirî bilindtir li ser boriyê bidin û herî kêm 5 saniyeyan bihêlin da ku bibînin ka boriyê dikare li hember zextê bisekine û gelo rijandin çêdibe.
| Tabloya 5 Zexta ceribandina hîdrolîk a herî kêm | ||||||
| Qalindahiya dîwarê nominal | Hejmara bernameyê: Sch | |||||
| 10 | 20 | 30 | 40 | 60 | 80 | |
| Zexta testa hîdrolîk a herî kêm, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 |
Testkirina Ne-wêranker
Rêbaza testa ultrasonîk (UT) divê li gorî JIS G 0582 be. Lêbelê, li şûna wê, testek ji dabeşkirina UD ya kêmasiyên çêkirî hişktir jî dikare were bikar anîn.
Rêbaza ceribandina (ET) ya niha ya Eddy divê li gorî JIS G 0583 be. Lêbelê, ew dikare bi ceribandinek ji dabeşkirina Kêmasiyên Suni yên EY dijwartir jî were guhertin.
Bê guman, rêbazên din ên ceribandina ne-wêranker ên ku pîvanan bicîh tînin dikarin li şûna wan werin hilbijartin.
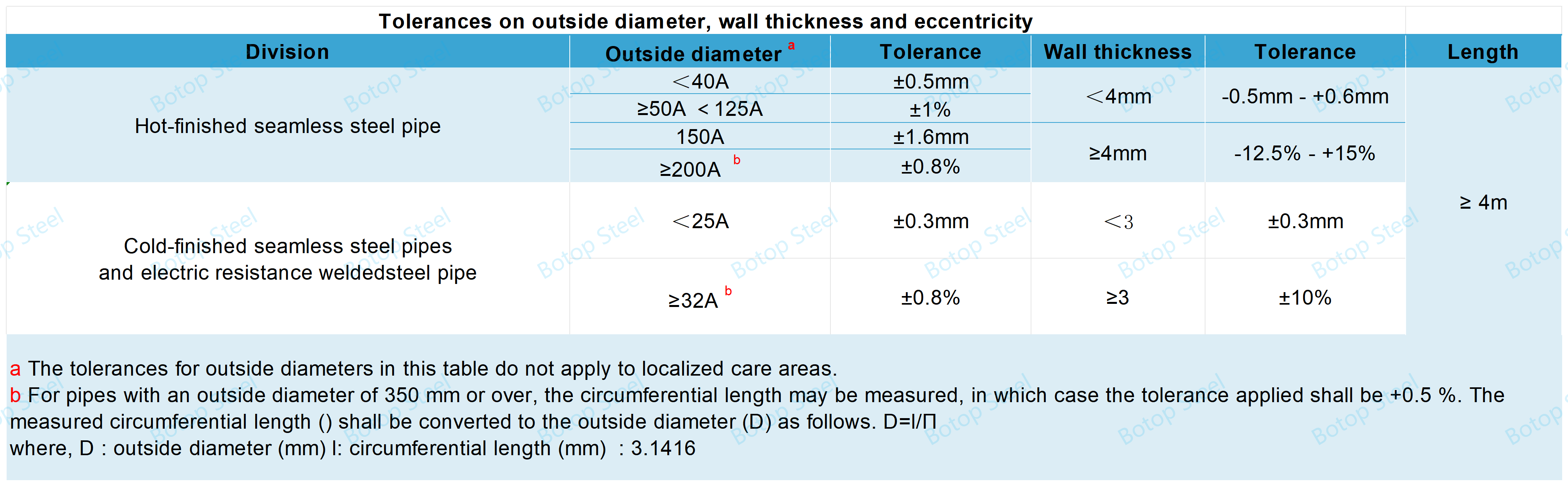
Toleransên Pîvanî
Toleransên neyînî li ser qalindahiya lûleyên pola yên bi berxwedanê hatine qelandin tenê ji bo qelandinên lûleyên pola yên bi berxwedanê hatine qelandin derbas dibin; toleransên erênî derbas nabin.
Tabloya giraniya boriyan û bernameyên boriyan ên JIS G3454
Formula Hesabkirina Giraniya Boriya Pola
W=0.02466t(Dt)
W: yekîneya giraniya boriyê (kg/m)
t: qalindahiya dîwarê lûleyê (mm)
D: diametera derveyî ya boriyê (mm)
0.02466: faktora veguherînê ji bo bidestxistina W
Formula jorîn veguherînek e li ser bingeha dendika lûleyên pola yên 7.85 g/cm³ û encam li ser sê reqemên girîng têne dorvekirin.
Tabloya Giraniya Boriya Pola
Nexşeyên giraniya boriyan di pêvajoya sêwirandin, endezyarî, kirîn û avakirinê ya boriyan de roleke pir girîng dilîzin û di endezyariya boriyan de referanseke neçar û girîng in.
Bernameyên Boriyan
Nexşeya boriyan tabloyek e ku ji bo standardkirina pîvanên boriyan tê bikar anîn, bi gelemperî ji bo destnîşankirina stûriya dîwar û çapa nominal a boriyekê.
Lîsteya 10, 20, 30, 40, 60 û 80 di JIS G 3454 de.
Zêdetir fêr bibin derbarêgiraniya boriyan û nexşeyên boriyandi nav standardîzekirinê de.
Xuyabûnî
Divê boriyê bi bingehîn rast be û serên wê bi bingehîn perpendîkular li ser eksena boriyê bin.
Divê rûyên hundir û derveyî yên lûleyê baş werin çêkirin û ji kêmasiyên ku ji bo karanînê nebaş in bêpar bin.
Dermankirina rûberê dikare bi hûrkirin, makînekirin û rêbazên din were kirin da ku kêmasiyên rûberê çareser bibin, lê qalindahiya piştî dermankirinê ji qalindahiya herî kêm kêmtir nabe, û şeklê boriyê sabît dimîne.
Rûpûşkirina rûyê JIS G 3454
Rûyên hundir û derveyî yên boriyên pola dikarin bi pêçanên dij-korozyonê, wek pêçanên dewlemend bi zincê, pêçanên epoksî, pêçanên bingehîn, 3PE, û FBE werin pêçan.
Nîşankirin
Lûleyên pola yên ku ji teftîşê derbas dibin, divê li gorî lûleyek bi lûleyek bi agahdariya jêrîn werin nîşankirin. Lêbelê, heke çapa derveyî ya piçûk a lûleyan nîşankirina her lûleyek bi ferdî dijwar bike, lûle dikarin werin komek kirin û her komek bi awayekî guncaw were nîşankirin.
Rêza nîşankirinê nehatiye diyarkirin. Wekî din, bi rêkeftina di navbera aliyên radestkirinê de, hin tişt dikarin werin derxistin, bi şertê ku berhem were naskirin.
a) Sembola pileyê
b) Sembola pêvajoya çêkirinê
Sembola pêvajoya çêkirinê divê wiha be. Xêz dikarin bi valahiyan werin guhertin.
Lûleya pola ya bêderz a germ-qediyayî:-SH
Lûleya pola ya bêdirûv a bi qedandina sar:-SC
Wekî lûleya pola ya bi berxwedana elektrîkê ve hatiye weldkirin:-EG
Lûleya pola ya bi berxwedana elektrîkê ya bi qedandina germ ve hatiye weldkirin:-EH
Lûleya pola ya bi berxwedana elektrîkê ya bi qedandina sar ve hatiye qelandin:-EC
c) Pîvan, ku bi qûtra nominal × stûriya dîwarê nominal, an jî qûtra derve × stûriya dîwar têne îfadekirin.
d) Navê çêker an marqeya nasnameyê
Mînak: BOTOP JIS G 3454-SH STPG 370 50A×SHC40 HEAT NO.00001
Serlêdanên JIS G 3454 Pola Boriyê
Lûleyên pola yên standard JIS G 3454 di warên cûrbecûr ên pîşesazî û avakirinê de xwedî rêzek fireh serlêdan in, bi giranî ji bo veguhastina cûrbecûr medyayên şilav têne bikar anîn.
Sîstemên dabînkirina avê:Lûleyên pola yên standard JIS G 3454 dikarin di pergalên dabînkirina avê yên şaredariyê, pergalên dabînkirina avê yên pîşesaziyê û hwd. de ji bo veguhestina ava çeşmeya paqij an ava paqijkirî werin bikar anîn.
Sîstemên HVAC:Ev boriyên pola bi gelemperî di sîstemên HVAC de ji bo veguheztina ava sar an ava germ jî têne bikar anîn.
Kelûpelên zextê:Lûleyên pola yên JIS G 3454 di hin konteynerên zextê û kazanan de jî têne bikar anîn.
Santralên kîmyayî:Ev dikarin ji bo veguhestina cûrbecûr medyayên kîmyewî werin bikar anîn.
Pîşesaziya petrol û gazê:Her çend JIS G 3454 bi giranî ji bo veguhestina bi zexta nizm guncan be jî, ew dikare di hin sepanên pîşesaziya petrol û gazê yên kêmtir daxwazkar de jî were bikar anîn.
Em hilberîner û dabînkerê lûleyên pola karbonê yên qalibkirî yên bi kalîte ji Çînê ne, û her weha firoşkarê lûleyên pola yên bêdirûv in, ku cûrbecûr çareseriyên lûleyên pola pêşkêşî we dikin!
Etiket: JIS G 3454, STPG, SCH, lûleya karbonê, lûleya spî, lûleya reş, dabînker, hilberîner, kargeh, firoşkar, şîrket, firotina bi toptan, kirîn, biha, nirxandin, girseyî, ji bo firotanê, lêçûn.
Dema weşandinê: Gulan-01-2024