
Lûleyên pola yên JIS G 3456Lûleyên pola karbonê bi giranî ji bo karanîna di jîngehên xizmetê de bi qûtra derveyî di navbera 10.5 mm û 660.4 mm de di germahiyên ji 350℃ zêdetir de guncan in.

Bişkokên Navîgasyonê
Dabeşkirina Pola JIS G 3456
Madeyên Xav
Pêvajoyên Çêkirinê yên JIS G 3456
Dawîya Boriyê
Dermankirina Germ
Pêkhateyên Kîmyayî yên JIS G 3456
Testa kişbûnê ya JIS G 3456
Ezmûna Pehnkirinê
Testa Bendbûnê
Testa Hîdrolîk an Testa Ne-Têkçûnî (NDT)
Nexşeya Giraniya Boriyê û Planên Boriyê yên JIS G 3456
Toleransên Pîvanî
Xuyabûnî
Nîşankirina JIS G 3456
Serlêdanên Boriya Pola JIS G 3456
Standardên Têkildar bi JIS G 3456 re
Berhemên me yên Têkildar
Dabeşkirina Pola JIS G 3456
Standarda JIS G 3456 li gorî hêza kişandinê ya lûleyê sê pileyan hene.
STPT370, STPT410 û STPT480
Ew lûleyên ku hêza kişandinê ya herî kêm bi rêzê ve 370, 410, û 480 N/mm² (MPa) ye temsîl dikin.
Madeyên Xav
Divê boriyan ji pola kuştî werin çêkirin.
Pola kuştî cureyekî taybet ê pola ye ku bi lêzêdekirina hêmanên taybetî, wek alumînyûm û silîkonê, di dema pêvajoya helandinê de ji bo kişandin û girêdana oksîjenê û qirêjiyên din ên zirardar ên di pola de tê xuyang kirin.
Ev pêvajo bi bandor gaz û nepaqijiyan ji holê radike, bi vî awayî paqijî û yekrengiya pola baştir dike.
Pêvajoyên Çêkirinê yên JIS G 3456
Bi karanîna tevliheviyek guncaw a pêvajoyên çêkirina lûleyê û rêbazên qedandinê ve hatî hilberandin.
| Sembola pileyê | Sembola pêvajoya hilberînê | ||
| Pêvajoya çêkirina boriyê | Rêbaza qedandinê | Nîşankirin | |
| STPT370 STPT410 STPT480 | Bênavber:S | Germ-qediya:H Bi qedandina sar:C | Wekî ku di 13 b) de hatiye dayîn. |
| Berxwedana elektrîkê ya bi weldkirinê:E Bi qelpê ve hatiye weldkirin:B | Germ-qediya:H Bi qedandina sar:C Wekî berxwedana elektrîkê ya ku bi qelandin hatiye kirin:G | ||
BoSTPT 480lûleya pola, tenê lûleya pola ya bêderz divê were bikar anîn.
Eger qaymaqên berxwedanê bên bikaranîn, divê qaymaqên li ser rûyên hundir û derve yên lûleyê bên rakirin da ku qaymaqek nerm çêbibe.
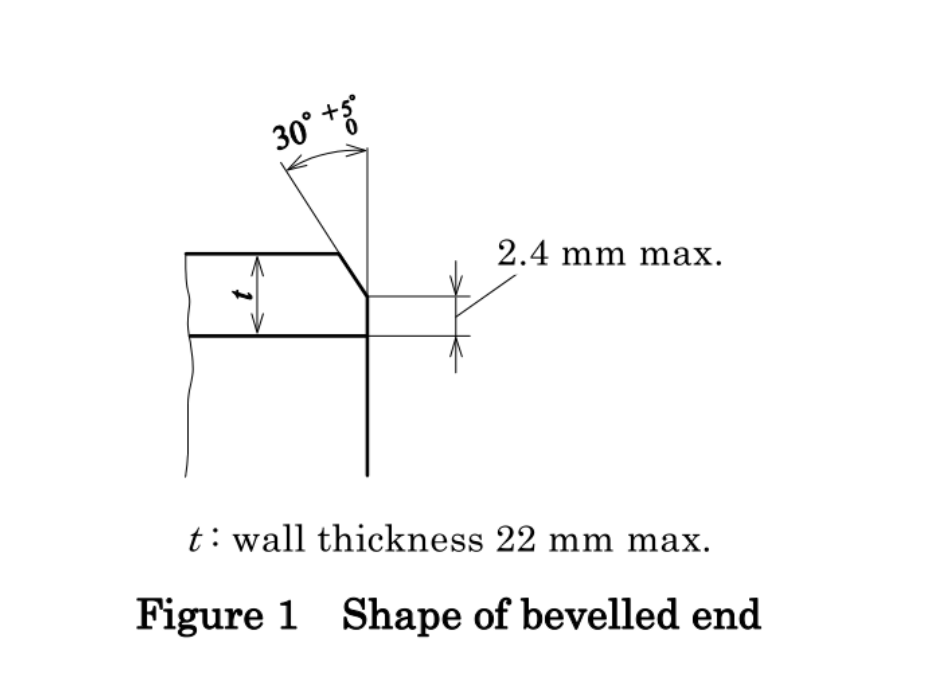
Dawîya Boriyê
Divê lûle bedawiya dûz.
Eger pêwîst be ku boriyê bibe seriyekî xwar, ji bo stûriya dîwarê boriyeke pola ≤ 22 mm, goşeya xwarê 30-35° ye, firehiya xwarê ya qiraxa boriyeke pola herî zêde 2.4 mm e.
Qalindahiya dîwarê ji 22 mm mezintir e, dawiya şemitokî ya lûleya pola, bi gelemperî wekî bevelek pêkhatî tê hilberandin, pêkanîna standardan dikare li gorî hewcedariyên têkildar ên ASME B36.19 be.
Dermankirina Germ
Li gorî pola û pêvajoya çêkirinê, pêvajoya dermankirina germê ya guncan hilbijêrin.

Pêkhateyên Kîmyayî yên JIS G 3456
Testkirina Pêkhata Kîmyewî
Rêbaza analîza germê divê li gorî JIS G 0320 be.
Rêbaza analîzkirina hilberê divê li gorî JIS G 0321 be.
| Sembola pileyê | C(Karbon) | Si(Sîlîkon) | Mn(Manganez) | P(Fosfor) | S(Sûlfûr) |
| herî zêde | herî zêde | herî zêde | |||
| STPT370 | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| STPT410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| STPT480 | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
Tolerans ji bo Pêkhata Kîmyewî
Borîyên pola yên bêderz divê li gorî toleransên di Tabloya 3 ya JIS G 0321 de bin.
Borîyên pola yên bi berxwedanê hatine qayimkirin divê li gorî toleransên di Tabloya 2 ya JIS G 0321 de bin.
Testa kişbûnê ya JIS G 3456
Rêbazên Ceribandinê: Rêbazên ceribandinê divê li gorî standardên di JIS Z.2241 de bin.
Divê boriyê şertên ku di Tabloya 4-an de ji bo berxwedana kişandinê, berxwedana şikestinê û dirêjkirinê hatine dayîn bicîh bîne.
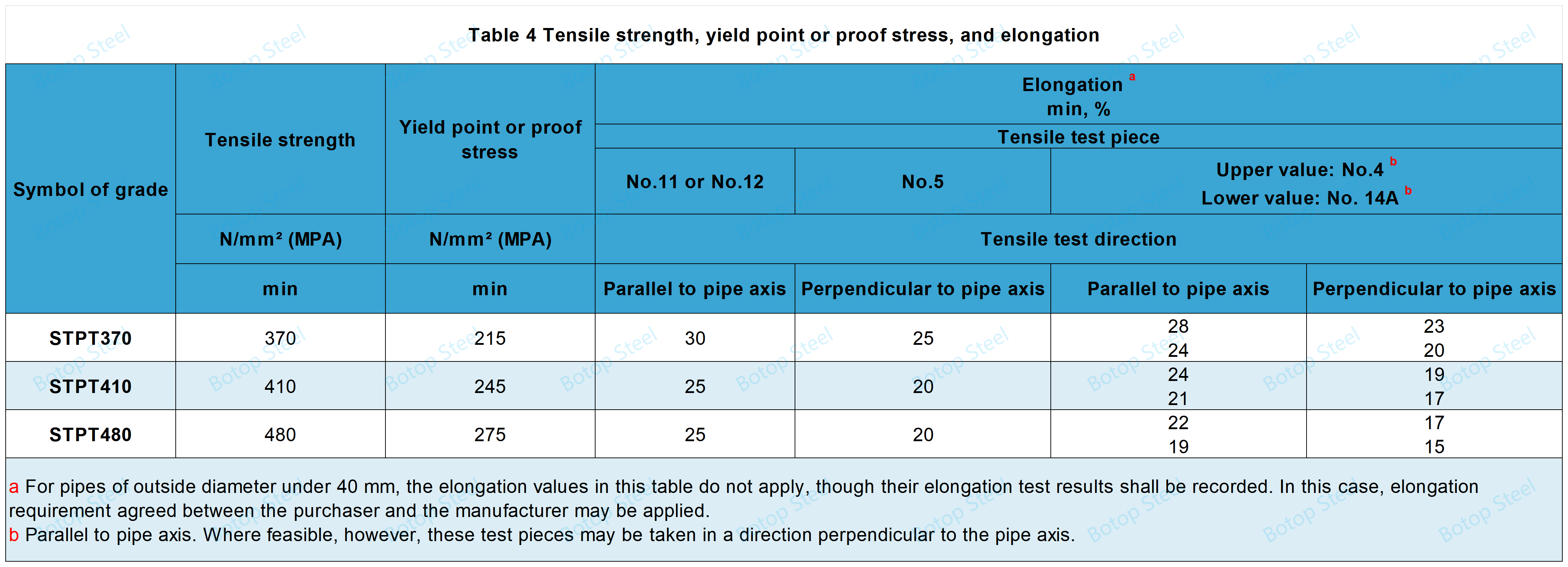
Perçeya ceribandinê ya ku tê bikaranîn divê ji Jimare 11, Jimare 12 (Jimare 12A, Jimare 12B, an Jimare 12C), Jimare 14A, Jimare 4 an Jimare 5 be ku di JIS Z 2241 de hatine destnîşankirin.
Dirêjahiya perçeya ceribandinê ya hejmar 4 divê 14 mm be (dirêjahiya pîvanê 50 mm).
Perçeyên ceribandinê yên Hejmar 11 û Hejmar 12 divê paralel bi eksena boriyê re werin girtin,
Perçeyên ceribandinê No. 14A û No. 4, çi paralel çi jî perpendîkular bi eksena boriyê re,
û perçeya ceribandinê ya hejmar 5, bi perpendîkular li ser eksena boriyê.
Perçeya ceribandinê ya Hejmar 12 an Hejmar 5 a ji lûleya pola ya bi berxwedana elektrîkê hatiye qelandin, divê qelandin tê de nebe.
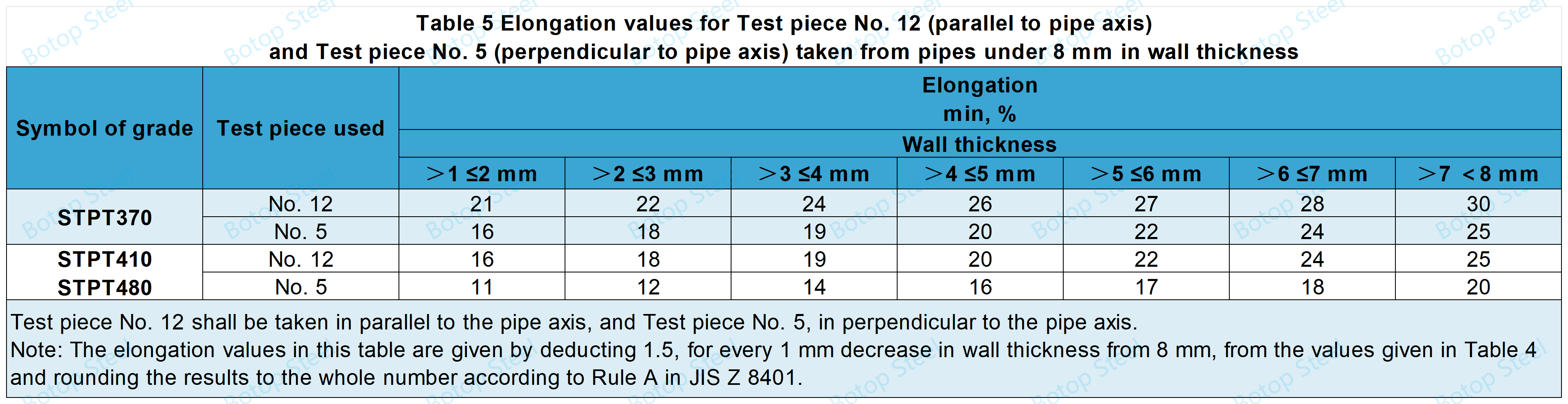
Ji bo ceribandina kişandina lûleyên bi stûriya di bin 8 mm de ku bi karanîna perçeya ceribandinê No. 12 an perçeya ceribandinê No. 5 tê kirin, pêdiviya dirêjkirinê ya ku di Tabloya 5an de hatî dayîn dê were sepandin.
Ezmûna Pehnkirinê
Di germahiya odeyê de (5°C - 35°C), nimûneyê di navbera du platforman de bipêçin heta ku ewdûrahiya (H) di navbera wan de bigihîje nirxa diyarkirî û dûv re şikestinan kontrol bikin.
H=(1+e)t/(e+t/D)
н: dûrahiya di navbera plakeyan de (mm)
t: qalindahiya dîwarê lûleyê (mm)
D: diametera derveyî ya boriyê (mm)
е: sabît ji bo her pileya boriyê hatîye destnîşankirin:
0.08 ji bo STPT370,
0.07 ji bo STPT410 û STPT480
Testa Bendbûnê
Çembûna xwarbûnê ji bo boriyên ku çapa wan a derveyî 60.5 mm an jî kêmtir e tê sepandin.
Rêbaza ceribandinê Di germahiya odeyê de (5°C heta 35°C), perçeya ceribandinê li dora mandrelê bitewînin heta ku nîvkada hundirîn 6 caran ji çapa derveyî ya lûleyê mezintir be û şikestinan kontrol bikin. Di vê ceribandinê de, divê cihê qalibkirinê bi qasî 90° ji beşa herî derveyî ya qulkirinê dûr be.
Testa xwarbûnê dikare li gorî vê şertê jî were kirin ku nîvkada hundirîn çar qat ji çapa derve ya lûleyê mezintir be û goşeya xwarbûnê 180° be.
Testa Hîdrolîk an Testa Ne-Têkçûnî (NDT)
Divê li ser her lûleyê ceribandinek hîdrolîk an ceribandinek bê-wêranker were kirin.
Testa Hîdrolîk
Boriyê herî kêm 5 saniyeyan li ser zexta testa hîdrolîk a herî kêm a diyarkirî bigirin û çavdêrî bikin ku boriyê dikare bêyî rijandinê li hember zextê bisekine.
Dema hîdrolîk li gorî Bernameya boriya pola tê destnîşankirin.
| Tabloya 6 Zexta ceribandina hîdrolîk a herî kêm | ||||||||||
| Qalindahiya dîwarê nominal | Hejmara bernameyê: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Zexta testa hîdrolîk a herî kêm, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Testa Ne-wêranker
Eger vekolîna bi ultrasonîk were bikaranîn, divê sînyalên ji nimûneyên referansê yên ku standardên referansê yên celebê UD dihewînin, wekî ku di JIS G 0582 de hatine destnîşankirin, wekî astên alarmê werin bikaranîn; divê her sînyalek ji boriyê wekhev an jî ji asta alarmê mezintir were redkirin. Wekî din, kûrahiya herî kêm a qulên çargoşe ji bo ceribandina boriyan, ji bilî qedandina sar, 0,3 mm be.
Eger vekolîna herikîna edyê were bikaranîn, sînyalên ji standardeke referansê ya celebê EY wekî ku di JIS G 0583 de hatiye destnîşankirin divê wekî asta alarmê werin bikaranîn; her sînyalek ji boriyê ku wekhev an jî ji asta alarmê mezintir be dê bibe sedema redkirinê.
Nexşeya Giraniya Boriyê û Planên Boriyê yên JIS G 3456
Formula Hesabkirina Giraniya Boriya Pola
Ji bo lûleya pola densiteya 7.85 g/cm³ bigirin û encama wê heta sê reqemên girîng bizivirînin.
W=0.02466t(Dt)
W: yekîneya giraniya boriyê (kg/m)
t: qalindahiya dîwarê lûleyê (mm)
D: diametera derveyî ya boriyê (mm)
0.02466: faktora veguherînê ji bo bidestxistina W
Nexşeya Giraniya Boriyê
Tablo û nexşeyên giraniya boriyan referansên girîng in ku bi gelemperî di endezyariya boriyan de têne bikar anîn.
Bernameyên Boriyan
Nexşe tevlîheviyeke standardkirî ya qalindahiya dîwar û çapa nominal a lûleyekê ye.
Lûleyên pola yên Schedule 40 û Schedule 80 bi berfirehî di pîşesazî û înşaetê de têne bikar anîn. Ew ji bo senaryoyên serîlêdanê yên cûda mezinahiyên lûleyên hevpar in ku qalindahiya dîwar û kapasîteyên wan cuda ne.
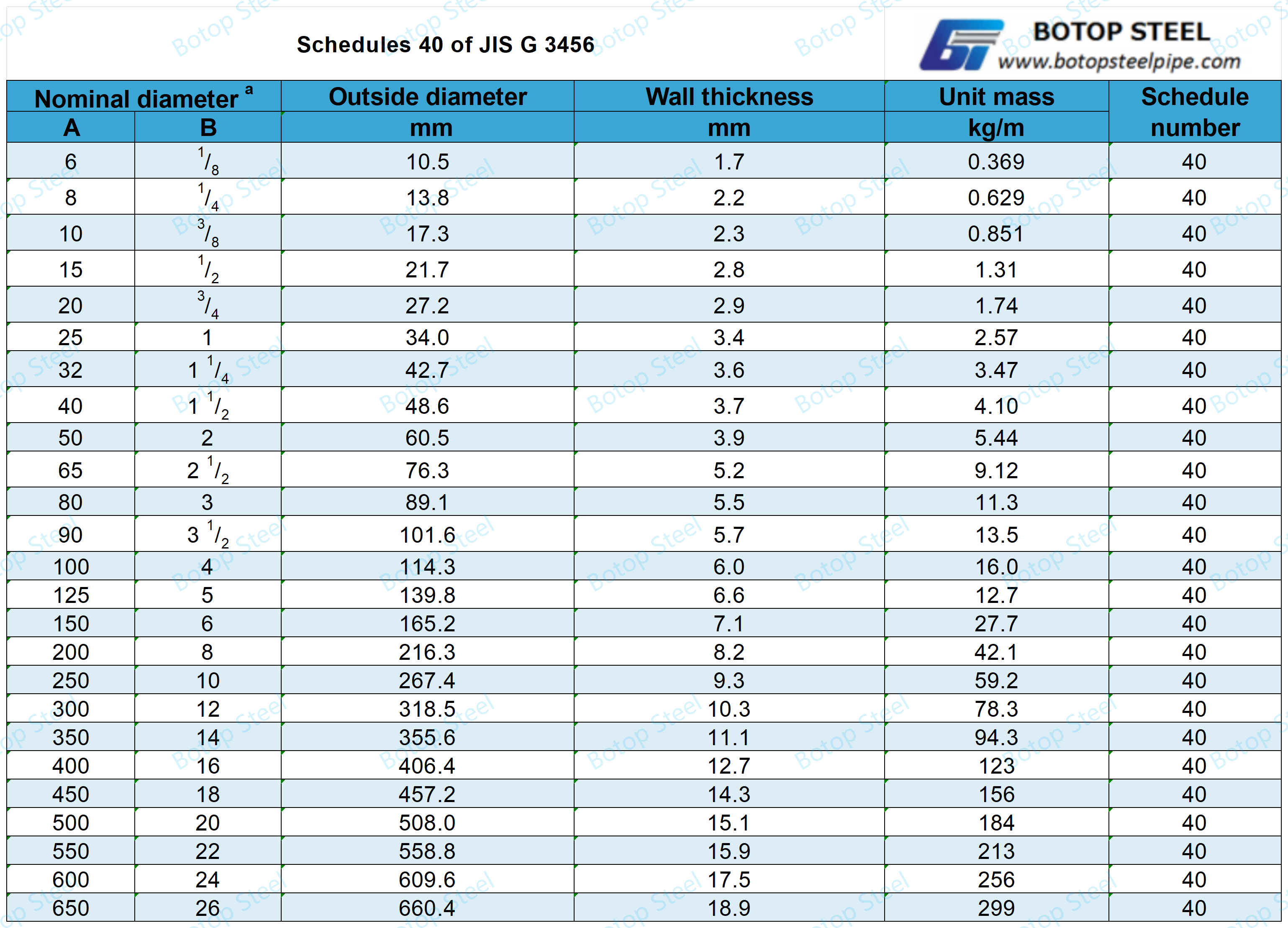
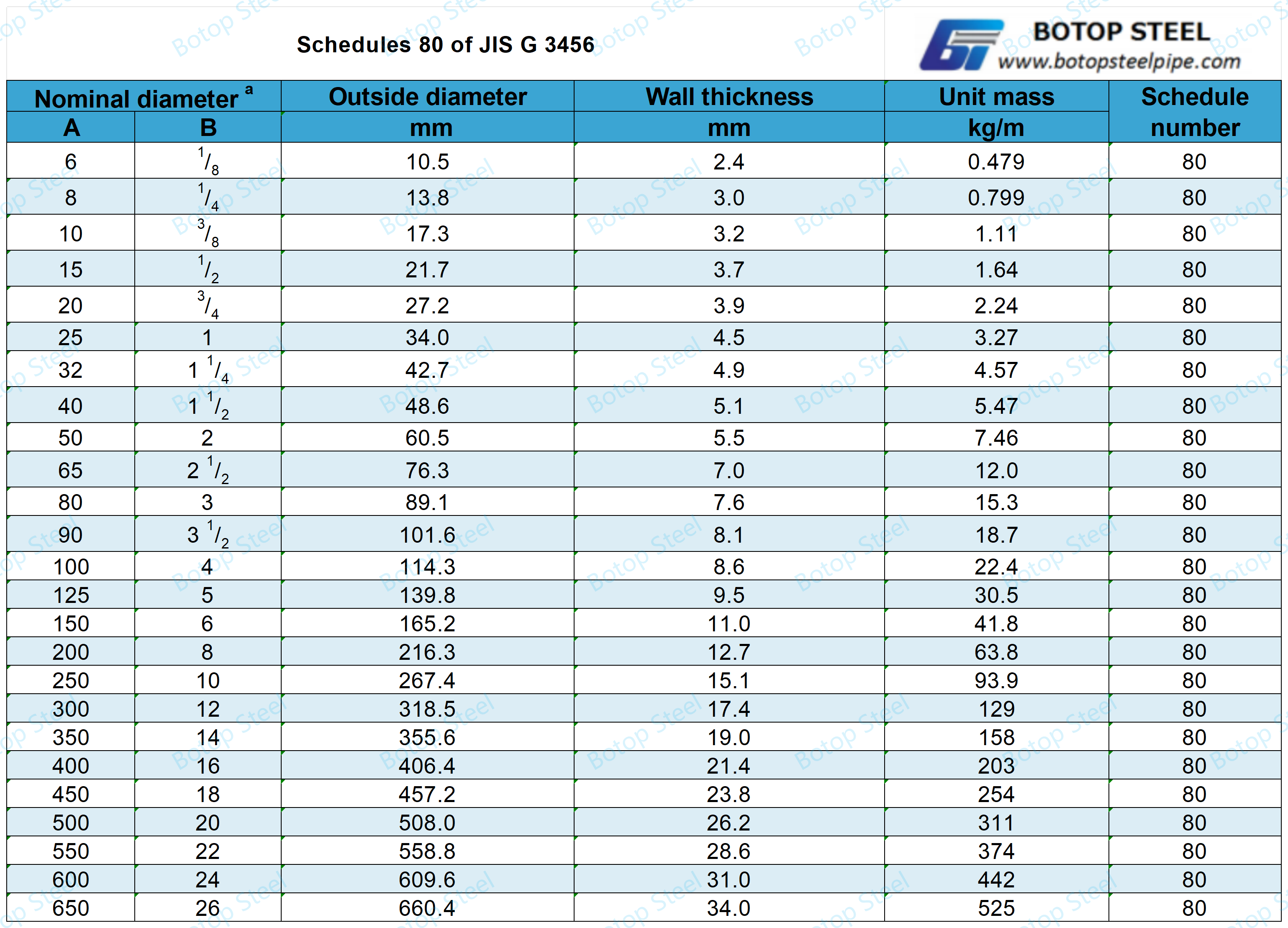
Eger hûn dixwazin di derbarêTabloya giraniya boriyê û nexşeya boriyêdi standardê de, hûn dikarin bikirtînin da ku wê kontrol bikin!
Toleransên Pîvanî
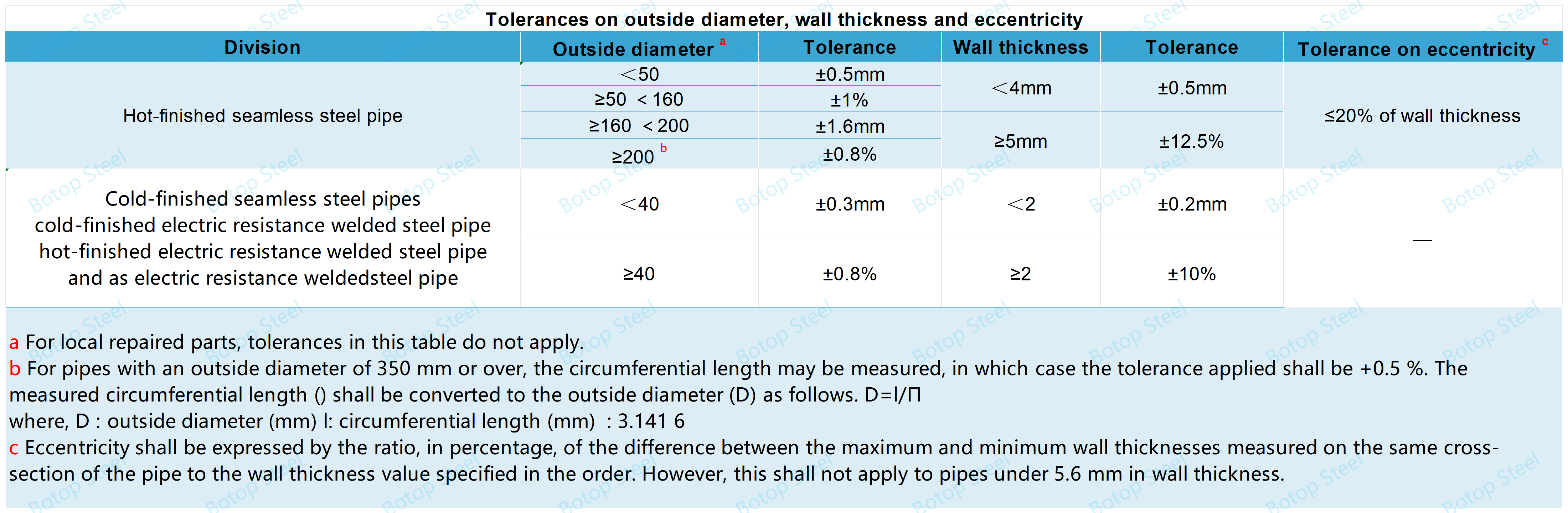
Xuyabûnî
Divê rûyên hundir û derveyî yên lûleyê nerm û bê kêmasiyên ku ji bo karanînê nebaş in bin.
Divê boriyê rast be, û seriyên wê di goşeyên rast de bi eksena boriyê re bin.
Borî dikarin bi hêrandin, makînekirin an rêbazên din werin tamîrkirin, lê divê qalindahiya dîwarê tamîrkirî di nav toleransên diyarkirî de bimîne û rûyê tamîrkirî divê ji hêla profîlê ve nerm be.
Divê qalindahiya dîwarê lûleya tamîrkirî di nav toleransên diyarkirî de be û divê rûyê lûleya tamîrkirî ji hêla profîlê ve nerm be.
Nîşankirina JIS G 3456
Divê her lûleyek ku ji teftîşê derbas dibe bi agahdariya jêrîn were nîşankirin. Ji bo lûleyên bi qûtra piçûk, etîket dikarin li ser pakêtan werin bikar anîn.
a) Sembola pileyê
b) Sembola pêvajoya hilberînê
Sembola pêvajoya çêkirinê divê wiha be. Xêz dikarin bi valahiyan werin guhertin.
Lûleya pola ya bêqusûr a germ-qediyayî:-SH
Lûleya pola ya bêqusûr a bi qedandina sar:-SC
Wekî lûleya pola ya bi berxwedana elektrîkê ya weldkirî:-EG
Lûleya pola ya bi berxwedana elektrîkê ya bi qedandina germ ve hatiye weldkirin: -EH
Lûleya pola ya bi berxwedana elektrîkê ya sar-qediyayî:-EC
c) Pîvan, ku bi qûtra nominal × stûriya dîwarê nominal, an jî qûtra derve × stûriya dîwar tê îfadekirin.
d) Navê hilberîner an marqeya nasnameyê
Mînak:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
Serlêdanên Boriya Pola JIS G 3456
Lûleya pola JIS G 3456 bi gelemperî ji bo alav û pergalên lûleyan di hawîrdorên germahî û zexta bilind de, wekî di kazanan, guhêrbarên germê, lûleyên buharê yên zexta bilind, santralên termîk, santralên kîmyewî û kargehên kaxezê de tê bikar anîn.
Standardên Têkildar bi JIS G 3456 re
Hemû standardên jêrîn ji bo boriyên di jîngehên germahî û zexta bilind de derbasdar in û dikarin wekî alternatîfek ji bo JIS G 3456 werin bikar anîn.
ASTM A335/A335M: ji bo lûleyên pola yên alloy derbas dibe
DIN 17175: ji bo lûleyên pola yên bêderz
EN 10216-2: ji bo lûleyên pola yên bênavber
GB 5310: ji bo lûleya pola ya bênavber tê sepandin
ASTM A106/A106M: Lûleyên pola karbonê yên bêderz
ASTM A213/A213M: Lûleyên bêderz û lûleyên ji pola alloy û pola zengarnegir
EN 10217-2: Ji bo lûle û boriyûmên qayîmkirî guncaw e
ISO 9329-2: Lûleyên û boriyên bêderz ên ji pola karbon û alloykirî
NFA 49-211: ji bo lûle û borên pola yên bêderz
BS 3602-2: ji bo lûle û alavên pola karbonê yên bêderz
Berhemên me yên Têkildar
Em hilberîner û dabînkerê lûleyên pola karbonê yên bi kalîte û qalîteya bilind ji Çînê ne, û her weha firoşkarê lûleyên pola yên bêdirûv in, ku cûrbecûr çareseriyên lûleyên pola pêşkêşî we dikin! Ger hûn dixwazin bêtir agahdarî li ser hilberên lûleyên pola bizanibin, hûn dikarin bi me re têkilî daynin.
Etiket: JIS G 3456, SPTP370, STPT410, STPT480, STPT, dabînker, hilberîner, kargeh, firoşkar, şîrket, firotina bi toptan, kirîn, biha, nirxandin, girseyî, ji bo firotanê, lêçûn.
Dema weşandinê: 29ê Nîsanê-2024