



| Продукциянын аталышы | Көмүртек болоттон жасалган түтүк/казан болоттон жасалган түтүк |
| Материал | A53 GrB,A36,ST52,ST35,ST42,ST45,X42,X46,X52,X60,X65,X70 |
| Стандарттык | API 5L, ASTM A106 Gr.B, ASTM A53 Gr.B, ASTMA179/A192, ASTM A335 P9, ASTM A210, ASTM A333 |
| Сертификаттар | API 5L, ISO9001, SGS, BV, CCIC |
| Сырткы диаметри | 13,7 мм-762 мм |
| Дубалдын калыңдыгы | SCH10,SCH20,SCH30,STD,SCH40,SCH60,SCH80,SCH100,SCH120,SCH160,XS,XXS |
| Узундугу | Сатып алуучунун өтүнүчү боюнча 1м, 4м, 6м, 8м, 12м |
| Беттик дарылоо | кара боёк, лак, май, гальванизацияланган, коррозияга каршы капталган |
| Белгилөө | Стандарттык белгилөө, же сиздин суроо-талап боюнча. Белгилөө ыкмасы: Ак боёк чачыңыз |
| Дарылоону аяктоо | Жөнөкөй учу/кесилген учу/оймок учу/бурмаланган учу, пластик капкактары менен |
| Техника | Ысык оролгон же муздак оролгон ERW |
| Пакет | Бош таңгак; таңгакталган (максимум 2 тонна); эки учунда тең асмалары бар таңгакталган түтүктөроңой жүктөө жана түшүрүү үчүн; жыгачтан жасалганкаптар; суу өткөрбөй турган токулган баштык |
| Сыноо | Химиялык компоненттерди талдоо, механикалык касиеттери, техникалык касиеттери, сырткы өлчөмү Текшерүү, гидравликалык сыноо, рентген сыноосу |
| Колдонмо | Суюктук жеткирүү, түзүлүш түтүгү, курулуш, мунай крекинги, мунай түтүгү, газ түтүгү |
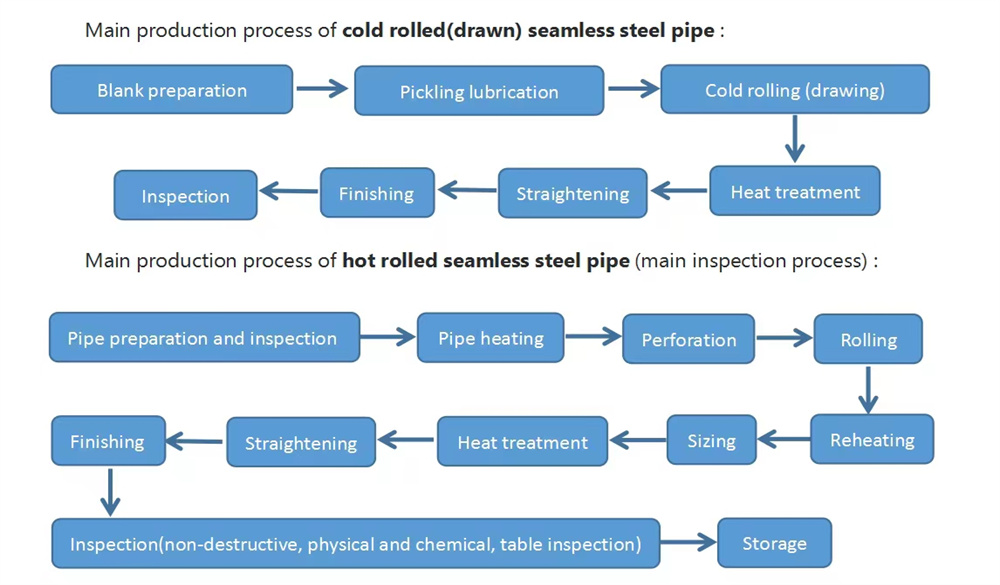
API 5L X42-X80, PSL1 жана PSL2 Мунай жана газКөмүртектүү бирдиксиз болот түтүкмунай жана жаратылыш газ өнөр жайынын газын, суусун жана мунайды ташуу үчүн колдонулат.



API 5L X42-X80, PSL1 жана PSL2 мунай жана газ көмүртектүү тиксиз болот түтүктөрү кардардын талабына ылайык муздак тартылган же ысык прокатталган ыкма менен жасалат.
API 5L X52 PSL1 жана PSL2 мунай жана газ көмүртектүү тиксиз болот түтүктөрү муздак тартылган же ысык прокатталган, адатта кичинекей өлчөмдөгүлөрү муздак тартылган, ал эми чоң өлчөмдөгүлөрү ысык прокатталган болот түтүктөрү менен жасалат.
Сорт жана химиялык курамы (%)API 5L PSL1 үчүн
| Стандарттык |
Баалоо | Химиялык курамы(%) | |||
| C | Mn | P | S | ||
| API 5L | X42 | ≤0.28 | ≤1.30 | ≤0.030 | ≤0.030 |
| X46, X52, X56 | ≤0.28 | ≤1.40 | ≤0.030 | ≤0.030 | |
| X60, X65 | ≤0.28 | ≤1.40 | ≤0.030 | ≤0.030 | |
| X70 | ≤0.28 | ≤1.40 | ≤0.030 | ≤0.030 | |
| X52 | ≤0.28 | ≤1.40 | ≤0.030 | ≤0.030 | |
Сорт жана химиялык курамы (%)API 5L PSL үчүн2
| Стандарттык |
Баалоо | Химиялык курамы(%) | |||
| C | Mn | P | S | ||
| API 5L | X42 | ≤0.24 | ≤1.30 | ≤0.025 | ≤0.015 |
| X46, X52, X56 | ≤0.24 | ≤1.40 | ≤0.025 | ≤0.015 | |
| X60, X65 | ≤0.24 | ≤1.40 | ≤0.025 | ≤0.015 | |
| X70, X80 | ≤0.24 | ≤1.40 | ≤0.025 | ≤0.015 | |
| X52 | ≤0.24 | ≤1.40 | ≤0.025 | ≤0.015 | |

API 5L GR.B X42-X80/ механикалык касиеттериX52(PSL1):
| Баалоо | Ийилүүчү күч(МПа) | Созуу күчү(МПа) | Узаруу A% | ||
|
| psi | МПа | psi | МПа | Узаруу (мин.) |
| X42 | 42 000 | 290 | 60 000 | 414 | 21~27 |
| X46 | 46 000 | 317 | 63 000 | 434 | 20~26 |
| X52 | 52 000 | 359 | 66 000 | 455 | 20~24 |
| X56 | 56 000 | 386 | 71 000 | 490 |
|
| X60 | 60 000 | 414 | 75 000 | 517 |
|
| X65 | 65 000 | 448 | 77 000 | 531 |
|
| X70 | 70 000 | 483 | 82 000 | 565 |
|
| X52 | 52 000 | 359 | 66 000 | 455 | 20~24 |
API 5L/ механикалык касиеттериX52GR.B үзүлбөгөн түтүк (PSL2):
| Баалоо | Ийилүүчү күч(МПа) | Созуу күчү(МПа) | Узаруу A% | Таасир (J) | ||
|
| psi | МПа | psi | МПа | Узаруу (мин.) | Мин |
| X42 | 290 | 496 | 414 | 758 | 21~27 | 41(27) |
| X46 | 317 | 524 | 434 | 758 | 20~26 | 41(27) |
| X52 | 359 | 531 | 455 | 758 | 20~24 | 41(27) |
| X56 | 386 | 544 | 490 | 758 |
|
|
| X60 | 414 | 565 | 517 | 758 |
|
|
| X65 | 448 | 600 | 531 | 758 |
|
|
| X70 | 483 | 621 | 565 | 758 |
|
|
| X80 | 552 | 690 | 621 | 827 |
| |
| X52 | 359 | 531 | 455 | 758 | 20~24 | 41(27) |
Механикалык сыноо

Катуулукту текшерүү

Ийилген жерди сыноо
Түтүктүн корпусунун созулушун текшерүү — созулушун текшерүү ISO6892 же ASTM A370 стандартына ылайык жүргүзүлүшү керек. Узунунан кеткен үлгүлөр колдонулушу керек. Муздак кеңейүү катышы бирдей болгон түтүктүн сыноо бирдигине эки жолу
тегиздөө сынагы — ар бир партиядан тандалган эки түтүктүн ар бир учунан алынган үлгүлөрдө бирден тегиздөө сынагы жүргүзүлүшү керек
CVN сокку сыноосу — Шарпи сыноосу ASTM A370 стандартына ылайык жүргүзүлүшү керек. Муздак кеңейүү катышы бирдей болгон 100дөн ашык эмес түтүктүн сыноо бирдигине эки жолу
Катуулукту текшерүү — Эгерде шектүү катуу тактар визуалдык текшерүү аркылуу аныкталган болсо, колдонулган ыкмага жараша ASTM A 956, ASTM A 1038 же ASTM E 110 стандарттарына ылайык көчмө катуулукту текшерүүчү жабдууларды жана ыкмаларды колдонуу менен ISO 6506, ISO 6507, ISO 6508 же ASTM A 370 стандартына ылайык катуулук сыноолору жүргүзүлүшү керек.
Гидростатикалык сыноо — Ар бир түтүк гидростатикалык басым сыноосунан өтүшү керек
Ийилүү сыноосу — цилиндрдик лофттун айланасында 90° бурч менен жетиштүү узундуктагы түтүк муздак ийилип турушу керек.
Ширетүүчү тигиш үчүн 100% рентгендик текшерүү
УЗИ текшерүүсү
Куюндуу агымдарды текшерүү


Жылаңач түтүк же кара / лак менен каптоо (кардардын талаптарына ылайык);
6 дюйм жана андан төмөн, эки пахта асма менен боо-боо болуп бекитилген;
Эки учунун тең коргоочулары бар;
Жөнөкөй учу, конус учу (2 дюйм жана андан жогору, конус учтары менен, бурч: 30~35°), бурама жана муфта;
Белгилөө.
| Өлчөмү | Чыдамкайлык (урмат мененt to сыртында көрсөтүлгөндиаметр) |
| <2 3/8 | + 0,016 дюйм, - 0,031 дюйм (+ 0,41 мм, - 0,79 мм) |
| > 2 3/8 жана ≤4 1/2, үзгүлтүксүз ширетилген | ±1.00% |
| > 2 3/8 жана < 20 | ±0,75% |
| > 20. кемчиликсиз | ± 1.00% |
| >20 жана <36, ширетилген | + 0.75%.-0.25% |
| > 36, ширетилген | + 1/4 дюйм.. - 1/8 дюйм. (+ 6,35 мм, -3,20 мм) |
Түтүктөрдүн гидростатикалык сыноодон өткөндө, стандарттуу сыноо басымынан ашып кеткен басымга чейин, өндүрүүчү менен сатып алуучунун ортосунда башка жол берилген чектөөлөр боюнча макулдашууга болот.
| Тегерек эместик | |||||
| Өлчөмү | Минус толеранттуулук | Плюс Толеранттуулук | Башынан аягына чейинки чыдамдуулук | Диаметри, октун толеранттуулугу (көрсөтүлгөн OD пайызы) | Минималдуу жана максималдуу диаметрлердин ортосундагы максималдуу айырма (D/t≤75 болгон түтүктөргө гана тиешелүү) |
| ≤10 3/4 л жана V4 | 1/64 (0.40 мм) | 1/16 (1.59 мм) | — | — | |
| >10 3/4 жана ≤20 | 1/32 (0,79 мм) | 3/32 (2.38 мм) | — | — | — |
| > 20 жана ≤ 42 | 1/32 (0,79 мм) | 3/32 (2.38 мм) | b | ± 1% | <0,500 дюйм (12,7 мм) |
| >42 | 1/32 (0,79 мм) | 3/32 (2.38 мм) | b | ± 1% | £ Q625 дюйм (15,9 мм) |
Тегерек эместикке жол берүү штангалык манометр, суппорт же чыныгы максималдуу жана минималдуу диаметрлерди өлчөөчү түзүлүш менен өлчөнгөн максималдуу жана минималдуу диаметрлерге колдонулат.
Түтүктүн бир учунун орточо диаметри (диаметрдик лента менен өлчөнгөндөй) экинчи учунун диаметринен 2,38 мм (3/32 дюйм) ашпашы керек.
| Өлчөмү | Түтүктүн түрү | Толеранттуулук1 (көрсөтүлгөн дубал калыңдыгынын пайызы} | |
| В же андан төмөн баа | X42 же андан жогору баа | ||
| <2 7/8 | Баары | +20.- 12.5 | + 15.0.-12.5 |
| >2 7/8жана<20 | Баары | + 15,0,-12.5 | + 15-I2.5 |
| >20 | Ширетилген | + 17.5.-12.5 | + 19.5.-8.0 |
| >20 | Үзгүлтүксүз | + 15.0.-12.5 | + 17.5.-10,0 |
Эгерде сатып алуучу тарабынан көрсөтүлгөндөн кичине терс жол берилгендер көрсөтүлсө, оң жол берилгендер дубалдын калыңдыгынын терс жол берилгендеринен пайыз менен жалпы жол берилгендер диапазонуна чейин көбөйтүлүшү керек.
| Сан | Toчыдамдуулук (пайыз) |
| Бир узундуктагы, атайын жөнөкөй учтуу түтүк же A25 түтүгүБир узундуктагы, башка түтүктөрЖүк ташуучу унаалар. A классы 25,40,000 фунт (18 144 кг) же андан көпА25,40.0001b (18 144 кг) же андан көп класстагыдан башка вагондорВагондор, бардык маркалардагы салмагы 40000 фунттан (18 144 кг) аз Буйрук буюмдары. A25 классы. 40 000 фунт (18 144 кг) же андан көп А классынан башка буюмдарды заказ кылыңыз, салмагы 25,40,000 фунт (18 144 кг) же андан жогору 40 000 фунттан (18 144 кг) аз болгон бардык сорттогу буюмдарды заказ кылыңыз | + 10.-5.0 + 10,- 35 -2.5 -1.75 -15 -3.5 -1.75 -3.5 |
Эскертүүлөр:
1. Салмакка жол берүү бурамалуу жана бириктирилген түтүк үчүн эсептелген салмактарга жана жөнөкөй учтуу түтүк үчүн таблицада көрсөтүлгөн же эсептелген салмактарга колдонулат. Эгерде сатып алуучу жогорудагы таблицада көрсөтүлгөндөн кичине терс дубал калыңдыгынын жол берүүлөрүн көрсөтсө, анда бир узундук үчүн кошумча салмакка жол берүү ромбдун калыңдыгынын терс жол берүүсүнөн 22,5 пайызга чейин көбөйтүлүшү керек.
2. Бирден ашык буйрутма буюмунан алынган түтүктөрдүн курамындагы вагондор үчүн, вагондордун жүк көтөрүмдүүлүгү ар бир буйрутма буюмуна жараша колдонулушу керек.
3. Заказ буюмдарына болгон жол берилген чектөө заказ буюму үчүн жөнөтүлгөн түтүктүн жалпы санына тиешелүү.





