



JIS G 3455негизинен механикалык бөлүктөр үчүн 350 °C же андан төмөн температурада жогорку басымдагы тейлөө үчүн Жапон өнөр жай стандарты (JIS).
STS370 болот түтүкбул минималдуу созулууга бышыктыгы 370 МПа жана минималдуу жылышуу бышыктыгы 215 МПа болгон болот түтүк, көмүртектин курамы 0,25% дан ашпаган жана кремнийдин курамы 0,10% жана 0,35% ортосунда жана негизинен курулуш конструкциялары, көпүрөлөр, басым идиштери жана кеме компоненттери сыяктуу жогорку бекемдикти жана жакшы ширетүүнү талап кылган колдонмолордо колдонулат.
JIS G 3455 үч класска ээ.STS370, STS410, STA480.
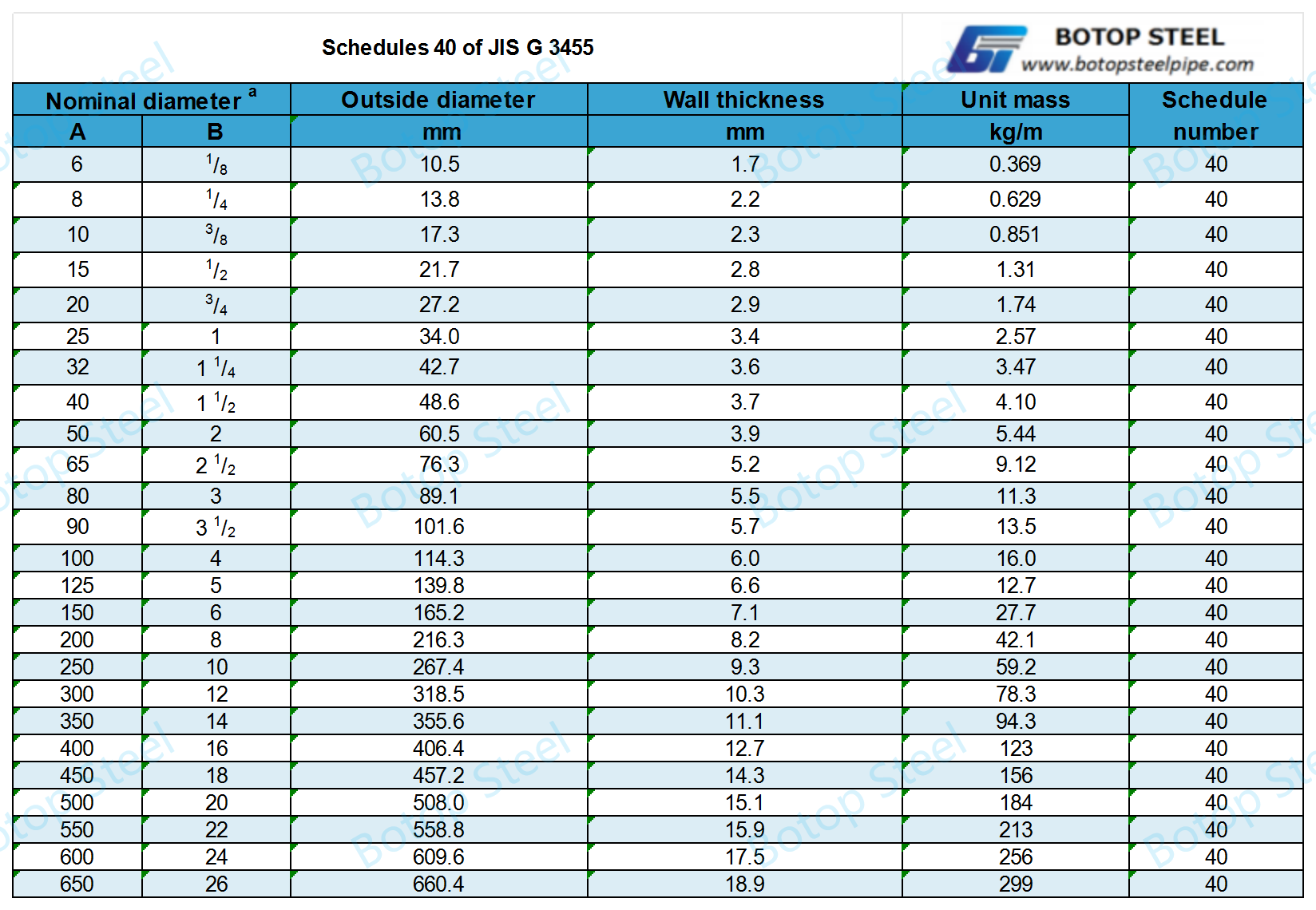
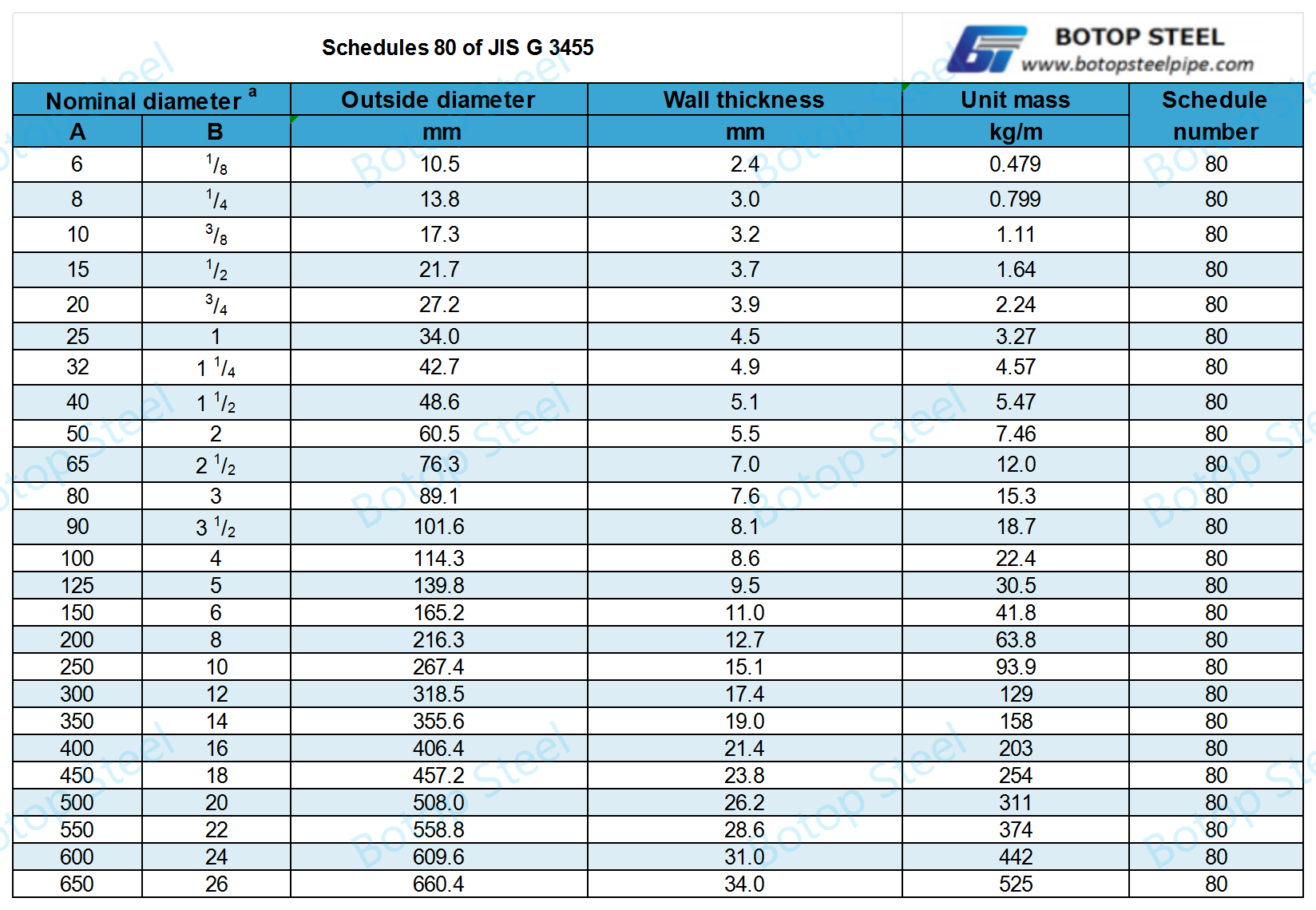
Сырткы диаметри 10.5-660.4 мм (6-650A) (1/8-26B).
Түтүктөр төмөнкүлөрдөн жасалышы керекөлтүрүлгөн болот.
Күйгүзүлгөн болот – бул куймаларга же башка формаларга куюудан мурун толугу менен деоксидденген болот. Бул процесс болот катууланганга чейин ага кремний, алюминий же марганец сыяктуу деоксидденген агентти кошуудан турат. "Күйгүзүлгөн" деген термин катуулануу процессинде болотто кычкылтек реакциясы жүрбөй турганын билдирет.
Кычкылтекти жок кылуу менен, өлтүрүлгөн болот эритилген болотто аба көбүкчөлөрүнүн пайда болушуна жол бербейт, ошону менен акыркы продуктта тешиктүүлүктүн жана аба көбүкчөлөрүнүн пайда болушуна жол бербейт. Бул жогорку механикалык касиеттерге жана структуралык бүтүндүккө ээ болгон бир тектүү жана тыгыз болотко алып келет.
Кесилген болот, айрыкча, жогорку сапаттагы жана бышыктыкты талап кылган колдонмолор үчүн, мисалы, басым идиштери, чоң конструкциялар жана жогорку сапаттагы талаптарга жооп берген түтүктөр үчүн ылайыктуу.
Түтүктөрдү өндүрүү үчүн союлган болотту колдонуу менен, айрыкча оор жүктөр жана басымдар болгон чөйрөлөрдө, жакшыраак иштөөгө жана узак кызмат мөөнөтүнө ишене аласыз.
Бүтүрүү ыкмасы менен айкалышкан үзгүлтүксүз өндүрүш процесси колдонулуп өндүрүлөт.

Ысык түрдө бүткөрүлгөн тигишсиз болот түтүк: SH;
Муздак жалтыратылган тигишсиз болот түтүк: SC.
Түз өндүрүш процесси үчүн, аны болжол менен ысык каптоо ыкмасы менен тышкы диаметри 30 мм ашкан, жана муздак каптоо ыкмасы менен 30 мм болгон тигишсиз болот түтүктөргө бөлүүгө болот.
Бул жерде ысык бүткөрүлгөн тигишсиз кездеменин өндүрүш агымы келтирилген.


Төмөн температурада күйгүзүү негизинен материалдардын иштөөгө жөндөмдүүлүгүн жакшыртуу, катуулугун азайтуу жана бышыктыгын жогорулатуу үчүн колдонулат жана муздак иштетилген болотко ылайыктуу.
Нормалдаштыруу материалдын бекемдигин жана бышыктыгын жакшыртуу үчүн колдонулат, ошондуктан болот механикалык стресске жана чарчоого туруштук берүүгө ылайыктуураак болот, көбүнчө муздак иштетилген болоттун иштешин жакшыртуу үчүн колдонулат.
Бул жылуулук менен иштетүү процесстери аркылуу болоттун ички түзүлүшү оптималдаштырылып, касиеттери жакшыртылып, аны татаал өнөр жай колдонмолорунда колдонууга ылайыктуураак кылат.
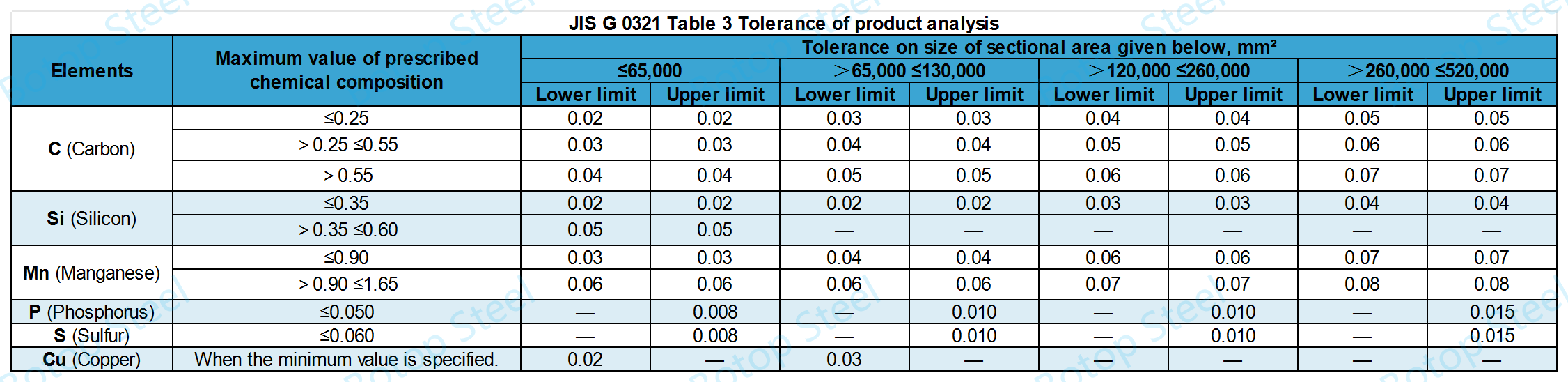
Жылуулук анализи JIS G 0320 стандартына ылайык жүргүзүлүшү керек. Продукцияны анализдөө JIS G 0321 стандартына ылайык жүргүзүлүшү керек.
| баа | C (көмүртек) | Si (Кремний) | Мн (Марганец) | P (Фосфор) | S (күкүрт) |
| STS370 | Эң көп дегенде 0,25% | 0,10-0,35% | 0,30-1,10% | Эң көп дегенде 0,35% | Эң көп дегенде 0,35% |
Жылуулук анализинегизинен чийки заттын химиялык курамын текшерүүгө багытталган.
Чийки заттын химиялык курамын талдоо менен, өндүрүш процессинде талап кылынышы мүмкүн болгон иштетүү кадамдарын жана шарттарын, мисалы, жылуулук менен иштетүү параметрлерин жана легирлөөчү элементтерди кошууну алдын ала айтууга жана тууралоого болот.
Продукцияны талдооакыркы продукциянын шайкештигин жана сапатын текшерүү үчүн даяр продукциянын химиялык курамын талдайт.
Продукцияны талдоо өндүрүш процессинде продукциядагы бардык өзгөртүүлөрдүн, кошумчалардын же мүмкүн болгон ар кандай кошулмалардын көзөмөлүндө болушун жана акыркы продукциянын техникалык мүнөздөмөлөргө жана колдонуу талаптарына жооп беришин камсыздайт.
JIS G 3455 стандартына ылайык, продуктуну талдоо маанилери жогорудагы таблицадагы элементтердин талаптарына гана эмес, ошондой эле толеранттуулук диапазону JIS G 3021 3-таблицасынын талаптарына да жооп бериши керек.
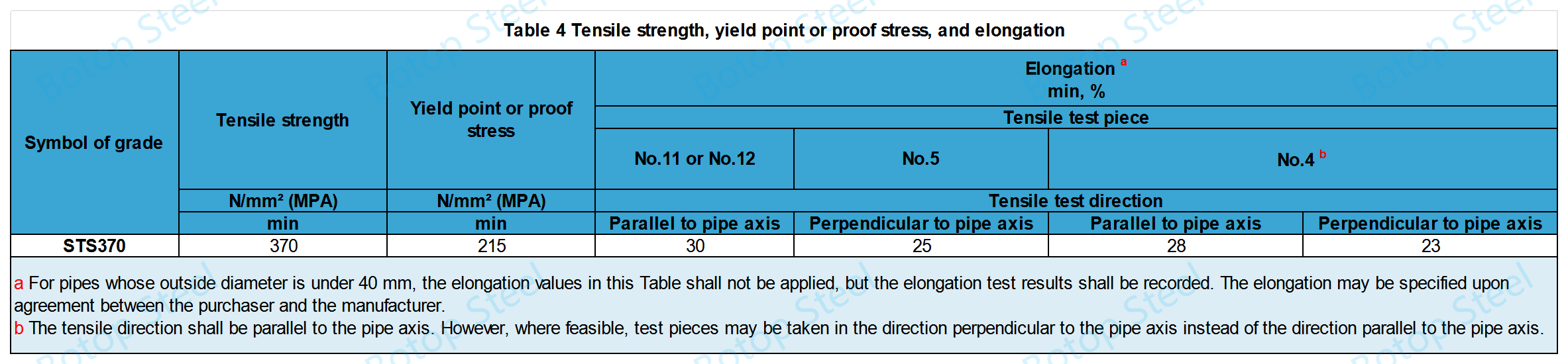
Дубалдын калыңдыгы 8 ммден аз болгон түтүктөрдөн алынган №12 сыноо бөлүгү (түтүктүн огуна параллель) жана №5 сыноо бөлүгү (түтүктүн огуна перпендикуляр) үчүн узаруу маанилери.
| Баа белгиси | Колдонулган сыноо бөлүгү | Узаруу мин, % | ||||||
| Дубалдын калыңдыгы | ||||||||
| >1 ≤2 мм | >2 ≤3 мм | >3 ≤4 мм | >4 ≤5 мм | >5 ≤6 мм | >6 ≤7 мм | >7 <8 мм | ||
| STS370 | № 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| №5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Бул таблицадагы узаруу маанилери 4-таблицада берилген узаруу маанисинен дубалдын калыңдыгынын 8 ммден ар бир 1 мм төмөндөшү үчүн 1,5% кемитүү жана JIS Z 8401 стандартынын А эрежесине ылайык жыйынтыкты бүтүн санга тегеректөө жолу менен алынат. | ||||||||
Эгерде сатып алуучу башкача көрсөтпөсө, тегиздөө сыноосу өткөрүлүп жиберилиши мүмкүн.
Үлгүнү машинага салып, эки платформанын ортосундагы аралык көрсөтүлгөн H маанисине жеткенге чейин тегиздеңиз. Андан кийин үлгүдө жаракалар бар-жогун текшериңиз.
Критикалык каршылык менен ширетилген түтүктү сыноодо, ширетилген жер менен түтүктүн борборунун ортосундагы сызык кысуу багытына перпендикуляр болот.
H=(1+e)t/(e+t/D)
H: плиталардын ортосундагы аралык (мм)
t: түтүктүн дубалынын калыңдыгы (мм)
D: түтүктүн сырткы диаметри (мм)
е:түтүктүн ар бир классы үчүн аныкталган туруктуу чоңдук.STS370 үчүн 0,08: STS410 жана STS480 үчүн 0,07.
Сырткы диаметри ≤ 50 мм болгон түтүктөр үчүн ылайыктуу.
Үлгү 90° бурчта ийилгенде жаракаларсыз болушу керек, ал эми ички диаметри түтүктүн сырткы диаметринен 6 эсе чоң болушу керек.
Ийилүү бурчу ийилүүнүн башында өлчөнөт.
Ар бир болот түтүк гидростатикалык же бузулбай текшерилиши керектүтүктүн сапатын жана коопсуздугун камсыз кылуу жана колдонуу стандарттарына жооп берүү үчүн.
Гидравликалык сыноо
Эгерде сыноо басымы көрсөтүлбөсө, анда минималдуу гидро сыноо басымы Түтүктөрдүн графигине ылайык аныкталат.
| Номиналдык дубал калыңдыгы | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Гидравликалык сыноонун минималдуу басымы, МПа | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Болот түтүктүн сырткы диаметринин дубалынын калыңдыгы болот түтүктүн салмагынын таблицасында стандарттуу мааниге ээ болбогондо, басым маанисин эсептөө үчүн формуланы колдонуу зарыл.
P=2-чи/D
Pсыноо басымы (МПа)
tтүтүктүн дубалынын калыңдыгы (мм)
Dтүтүктүн сырткы диаметри (мм):
s: берилген ийилүү чекитинин же далилдөө чыңалуусунун минималдуу маанисинин 60%.
Тандалган пландык сандын минималдуу гидростатикалык сыноо басымы формула боюнча алынган сыноо басымынан Р ашып кеткенде, жогорудагы таблицада минималдуу гидростатикалык сыноо басымын тандоонун ордуна, Р басымы минималдуу гидростатикалык сыноо басымы катары колдонулушу керек.
Бузбай турган сыноо
Болот түтүктөрдү бузбай текшерүү төмөнкүлөр аркылуу жүргүзүлүшү керекУЗИ же куюндуу ток менен текшерүү.
үчүнультраүнтекшерүү мүнөздөмөлөрү, көрсөтүлгөндөй UD классындагы эталондук стандартты камтыган эталондук үлгүдөн алынган сигналJIS G 0582кооптонуу деңгээли катары каралат жана кооптонуу деңгээлине барабар же андан жогору негизги сигналга ээ болушу керек.
Стандарттык аныктоо сезгичтигикуюндуу агымтекшерүү EU, EV, EW же EX категориясында көрсөтүлүшү керекJIS G 0583, жана аталган категориядагы эталондук стандартты камтыган эталондук үлгүдөн алынган сигналдарга барабар же андан чоң сигналдар болбошу керек.
Көбүрөөк маалымат алуу үчүнТүтүктөрдүн салмагынын диаграммалары жана түтүктөрдүн графиктеристандарттын чегинде, сиз чыкылдатып өтө аласыз.
40-график түтүгү төмөн жана орто басымдагы колдонмолор үчүн идеалдуу, анткени ал орточо дубал калыңдыгын сунуштайт, бул ашыкча салмактан жана чыгымдардан качууга мүмкүндүк берет жана ошол эле учурда жетиштүү бекемдикти камсыз кылат.
80-графиктеги түтүктөр химиялык кайра иштетүү системалары жана мунай жана газ өткөрүүчү түтүктөр сыяктуу жогорку басымды талап кылган өнөр жай чөйрөлөрүндө кеңири колдонулат, анткени ал дубалынын калыңдыгынан улам жогорку басымга жана күчтүү механикалык таасирлерге туруштук бере алат, бул кошумча коопсуздукту, ишенимдүүлүктү жана бышыктыкты камсыз кылат.
Ар бир түтүк төмөнкү маалымат менен белгилениши керек.
а)Баа белгиси;
б)Өндүрүш ыкмасынын символу;
в)ӨлчөмдөрүМисал 50AxSch80 же 60.5x5.5;
г)Өндүрүүчүнүн аталышы же идентификациялоочу бренд.
Ар бир түтүктүн тышкы диаметри кичинекей болгондо жана ар бир түтүктү белгилөө кыйын болгондо, же сатып алуучу ар бир түтүктүн боосун белгилөөнү талап кылганда, ар бир боо тиешелүү ыкма менен белгилениши мүмкүн.
STS370 төмөнкү басымдагы, бирок салыштырмалуу жогорку температурадагы суюктуктарды өткөрүү системалары үчүн ылайыктуу.
Жылытуу системаларыШаардык жылытуу же чоң имараттарды жылытуу системаларында STS370 ысык сууну же бууну ташуу үчүн колдонулушу мүмкүн, анткени ал системадагы басымдын жана температуранын өзгөрүшүнө туруштук бере алат.
Электр станцияларыЭлектр энергиясын өндүрүүдө көп сандаган жогорку басымдагы буу түтүктөрү талап кылынат жана STS370 бул түтүктөрдү өндүрүү үчүн идеалдуу материал болуп саналат, анткени ал узак убакыт бою жогорку температурага жана жогорку басымдагы жумушчу чөйрөлөргө туруштук бере алат.
Кысылган аба системаларыӨндүрүштө жана автоматташтырылган өндүрүш линияларында кысылган аба маанилүү энергия булагы болуп саналат жана STS370 болот түтүгү бул системалар үчүн коопсуз жана натыйжалуу аба жеткирүүнү камсыз кылуу максатында түтүктөрдү курууда колдонулат.
Курулуштук колдонуу жана жалпы машиналарЖакшы механикалык касиеттеринен улам, STS370 ар кандай структуралык жана механикалык компоненттерди өндүрүүдө, айрыкча, белгилүү бир кысуу күчү талап кылынган жерлерде колдонулушу мүмкүн.
JIS G 3455 STS370 - жогорку басымдагы кызматтарда колдонулган көмүртек болоттон жасалган материал. Төмөнкү материалдар барабар же дээрлик барабар деп эсептелиши мүмкүн:
1. ASTM A53 B классыЖалпы структуралык жана механикалык колдонмолорго жана суюктуктарды ташуу үчүн ылайыктуу.
2. API 5L B классыЖогорку басымдагы мунай жана газ ташуу түтүктөрү үчүн.
3. DIN 1629 St37.0Жалпы механикалык инженерия жана кеме куруу үчүн.
4. EN 10216-1 P235TR1Жогорку температура жана жогорку басым чөйрөсү үчүн бирикпеген болот түтүк.
5. ASTM A106 B классыЖогорку температурада тейлөө үчүн бир калыптагы көмүртек болоттон жасалган түтүк.
6.ASTM A179Төмөнкү температурада тейлөө үчүн муздак тартылган бирикпеген жумшак болот түтүктөр жана түтүктөр.
7. DIN 17175 көчөсү 35.8Казандар жана басым идиштери үчүн бирикпеген түтүк материалдары.
8. EN 10216-2 P235GHЖогорку температурадагы жана жогорку басымдагы чөйрөлөр үчүн легирленбеген жана легирленген болоттон жасалган бириксиз түтүктөр жана түтүктөр.
2014-жылы негизделгенден бери, Botop Steel компаниясы Түндүк Кытайдагы көмүртек болоттон жасалган түтүктөрдүн алдыңкы жеткирүүчүсүнө айланды, ал эң сонун тейлөөсү, жогорку сапаттагы продукциялары жана комплекстүү чечимдери менен белгилүү. Компания көмүртек болоттон жасалган түтүктөрдүн жана ага байланыштуу продукциялардын ар кандай түрлөрүн, анын ичинде тиксиз, ERW, LSAW жана SSAW болот түтүктөрүн, ошондой эле түтүк фитингдеринин жана фланецтеринин толук тизмесин сунуштайт.
Анын атайын продукцияларына ар кандай куур долбоорлорунун талаптарын канааттандыруу үчүн жасалган жогорку сапаттагы эритмелер жана аустениттик дат баспас болоттор кирет.















