
ASTM A210 болот түтүгү электр станцияларында жана өнөр жай казандарында жогорку температура жана жогорку басымдагы чөйрөлөр үчүн казан жана супер ысыткыч түтүктөрү катары колдонулган орто көмүртектүү бирикпеген болот түтүк.

Навигация баскычтары
ASTM A210 өлчөмүнүн диапазону
Чийки заттар
ASTM A210 даражасы
ASTM A210 Түзсүз болот түтүк өндүрүш процесси
Жылуулук менен иштетүү
Химиялык компоненттер
Механикалык касиеттер
Катуулук сыноосу
Башка эксперименттер
Беттик жасалгалоо
Формалоо операциялары
ASTM A210 маркировкасы
ASTM A210 колдонулушу
Биздин окшош өнүмдөр
ASTM A210 өлчөмүнүн диапазону
Сырткы диаметри: 1/2дюйм (12.7 мм) ≤ OD ≤5 дюйм (127 мм)
Дубалдын калыңдыгыСалмагы: 0,035 дюйм (0,9 мм) ≤ Салмагы ≤0,500 дюйм (12,7 мм)
Башка өлчөмдөгү түтүктөр ушул спецификациянын бардык башка талаптарына жооп берген шартта берилиши мүмкүн.
Чийки заттар
Болот эритүү практикасы--Болот өлтүрүлөт.
"Өлтүрүлгөн болот" деп болотту эритүү процессинде кремний, алюминий жана марганец сыяктуу белгилүү бир өлчөмдөгү деоксидизаторлорду кошууну айтабыз.
Бул кошулмалар болоттогу кычкылтек менен реакцияга кирип, катуу оксиддерди пайда кыла алат, ошону менен болоттогу кычкылтектин курамын азайтып, кычкылдандыруучу кошулмалардын пайда болушуна жол бербейт.
ASTM A210 даражасы
ASTM A210 эки класста бар:А-1 жана С класстары.
ASTM A210 Түзсүз болот түтүк өндүрүш процесси
Болот түтүктөр тигишсиз ыкма менен жасалышы керек жанаысык түрдө бүткөрүлгөн or муздак даярдалганкөрсөтүлгөндөй.
Адатта, диаметри 30 миллиметрден чоң болот түтүктөр ысык жол менен, ал эми диаметри 30 миллиметрден кичине же барабар болгондор муздак жол менен иштетилет. Бул дифференциациялоо ыкмасы абсолюттук эмес, бирок тигишсиз болот түтүктү иштетүү ыкмасын аныктоонун тез жана оңой жолу катары колдонулушу мүмкүн.
Жылуулук менен иштетүү
Ысык абалда жасалган түтүктөр үчүн жылуулук менен иштетүү талап кылынбайт.
Муздак иштетилген түтүктөр акыркы муздак иштетүү процессинен кийин субкритикалык күйгүзүү, толук күйгүзүү же нормалдаштыруучу жылуулук менен иштетүүдөн өткөрүлүшү керек.
Химиялык компоненттер
| Элемент | А-1 класс | С классы |
| C (көмүртек), макс.A | 0,27 | 0,35 |
| Мн (Марганец) | макс. 0,93 | 0.29-1.06 |
| P (Фосфор), макс. | 0,035 | 0,035 |
| S (күкүрт), макс. | 0,035 | 0,035 |
| Si (Кремний), мин | 0.1 | 0.1 |
| Көрсөтүлгөн көмүртек максимумунан 0,01% төмөндөгөн ар бир төмөндөө үчүн марганецтин белгиленген максимумдан 0,06% жогорулашына максимум 1,35% чейин жол берилет. | ||
Бул химиялык курам талаптары түтүктөрдүн жетиштүү бекемдигине жана температурага туруктуулугуна ээ болушун камсыздайт.
Механикалык касиеттер
Механикалык касиеттерге коюлган талаптар төмөнкүдөн кичине түтүктөргө колдонулбайт1/ 8ички диаметри 3,2 мм же калыңдыгы 0,015 дюйм [0,4 мм].
| Тизме | Уинт | А-1 класс | С классы | |
| Созуу күчү, мин | кси | 60 | 70 | |
| МПа | 415 | 485 | ||
| Жөнөкөйлүккө туруктуулук, мин | кси | 37 | 40 | |
| МПа | 255 | 275 | ||
| Узаруу 50 мм (2 дюйм), мин | Узунунан тилкелүү сыноолор үчүн, дубалдын калыңдыгынын 8 ммден 5/16 дюймга чейин ар бир 1/32 дюймдук [0,8 мм] төмөндөшү үчүн төмөнкү пайыздык пункттардын негизги минималдуу узаруусунан кемитүү жасалышы керек. | % | 1.5A | 1.5A |
| Стандарттык тегерек калибрлөөчү 2 дюймдук же 50 мм узундуктагы же калибрлөөчү бөлүктүн узундугу 4D барабар (диаметринен төрт эсе көп) болгон пропорционалдуу өлчөмдөгү үлгү колдонулганда | 22 | 20 | ||
| AЭсептелген минималдуу маанилер үчүн 4-таблицаны караңыз. | ||||
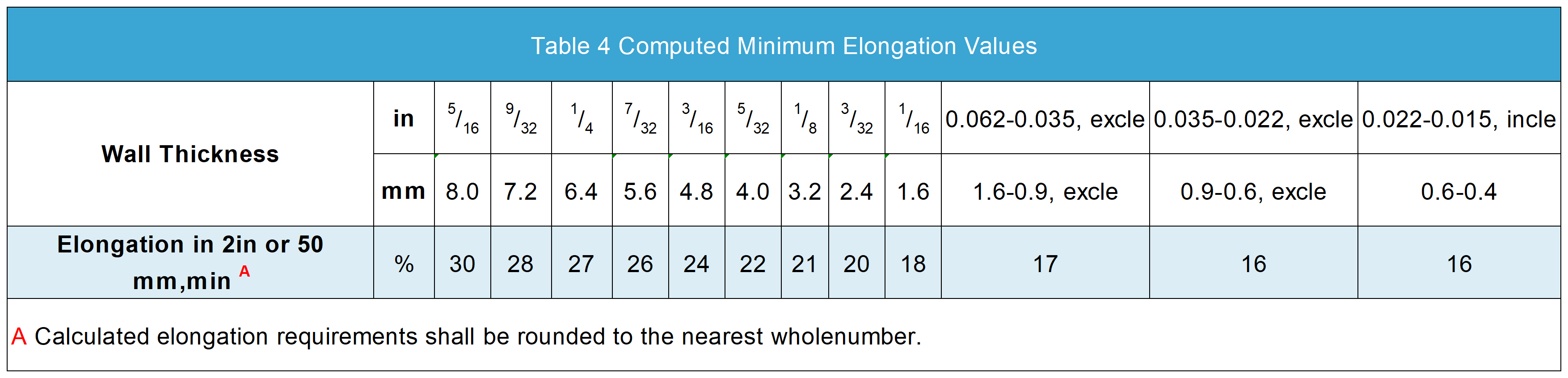
4-таблицада ар бири үчүн эсептелген минималдуу узартуу маанилери келтирилген.1/32дубалдын калыңдыгынын [0,8 мм] дюймга төмөндөшү.
Эгерде дубалдын калыңдыгы жогоруда көрсөтүлгөн эки маанинин ортосунда болсо, анда минималдуу узартуу мааниси төмөнкү теңдеме менен аныкталат:
Империялык бирдиктер (дюйм): E = 48t+15.00
SI бирдиги (мм): E = 1.87t+15.00
кайда:
E = 2 дюймга же 50 ммге созулушу, %,
t = үлгүнүн чыныгы калыңдыгы.
Катуулук сыноосу
Бринелл же Роквелл катуулугун текшерүү ар бир партиядан эки түтүктөн алынган үлгүлөрдө жүргүзүлүшү керек.
ASTM A210 классындагы A-1:79-143 HBW
ASTM A210 C классы: 89-179 HBW
HBW Бринеллдин катуулугун өлчөө дегенди билдирет, мында "W" карбид шарын ичкери оюк катары колдонууну билдирет.
Башка эксперименттер
Тегиздөө сыноосу
Жалындоо сыноосу
Гидростатикалык же бузулбаган электрдик сыноо
Беттик жасалгалоо
Аны туздалган же жардырылган, же экөөнү тең колдонсо болот, жана бул бөлүк макулдашуу маселеси болуп саналат жана тандоо колдонуучу менен өндүрүүчүнүн ортосундагы макулдашууга негизделет.
Пиклинг негизинен болот түтүктөрдүн бетинен кычкылданган катмарларды жана башка булгоочу заттарды алып салуу үчүн колдонулат.
Бетти тазалоо жана анын адгезия күчүн жогорулатуу үчүн чачыратма менен жардыруу колдонулат.
Бул иштетүүлөр түтүктүн бетинин сапатына гана таасир этпестен, анын акыркы колдонуу касиеттерине да таасир этиши мүмкүн.
Формалоо операциялары
Казанга орнотулганда, түтүктөр жаракалар же кемчиликтер көрүнбөстөн кеңейип жана мончоктой туруштук бериши керек. Тийиштүү түрдө иштетилгенде, өтө ысытуучу түтүктөр колдонуу үчүн зарыл болгон бардык согуу, ширетүү жана ийүү операцияларында кемчиликтер пайда болбостон туруштук бериши керек.
ASTM A210 маркировкасы
Төмөнкүлөр так белгилениши керек:
Өндүрүүчүнүн аталышы же логотиби.
Түтүктүн мүнөздөмөсү (өлчөмү, дубалдын калыңдыгы ж.б.).
Түтүктүн классы.
Болот түтүктүн өндүрүш түрү: ысык же муздак.
ASTM A210 колдонулушу
Орточо басымдагы чакан жана орто өлчөмдөгү казандарды, мисалы, туруп туруучу, отуруп туруучу казандарды жана өнөр жай же турак жайларды жылытуу үчүн колдонулган башка казандарды өндүрүүдө колдонулат.
Ашыкча ысыткычтар - бул буу температурасын кайноо температурасынан жогору көтөрүү үчүн колдонулган казандын бөлүктөрү, ал эми ASTM A210 түтүктөрү бул жогорку температуралуу тетиктерди жасоого ылайыктуу.
Биздин окшош өнүмдөр
Биз Кытайдан келген жогорку сапаттагы ширетилген көмүртектүү болот түтүктөрдү өндүрүүчү жана жеткирүүчүбүз, ошондой эле сизге болот түтүктөрдүн кеңири түрүн сунуштаган тигишсиз болот түтүктөрдү сатуучубуз!
тегдер: astm 210, казан, кемчиликсиз, ысык менен иштетилген, муздак менен иштетилген, супер жылыткыч, жеткирүүчүлөр, өндүрүүчүлөр, заводдор, кампачылар, компаниялар, дүңүнөн, сатып алуу, баа, котировка, дүңүнөн, сатуу үчүн, баасы.
Жарыяланган убактысы: 2024-жылдын 24-апрели