
Tubi ferrei conglutinati in haec dividuntur:
Tubus conglutinatus resistentia electrica(ERW)Tubus Ferreus Spiralis(SSAW)Tubus Longitudinalis Arcus Submersus Soldatus(LSAW)
Magnitudo:
① Tubus ferreus ERW:
Diametros exterior: 21.3mm ~ 660mm; Pondus: 1mm ~ 17.5mm; Longitudo: 0.5m ~ 22m
②Tubus ferreus LSAW:
Diametros exterior: 406mm ~ 1422 mm; Pondus: 6.4mm ~ 44.5mm; Longitudo: 5m ~ 12m
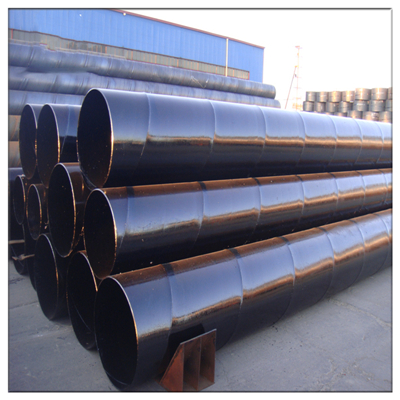
③Tubus ferreus SSAW:
Diametros exterior: 219.1mm ~ 3500mm; Pondus: 6mm ~ 25mm (usque ad 1''); Longitudo: 6m ~ 18m, SRL, DRL
Norma et Gradus:
ASTM A53, Gradus A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ Descriptio
Tubus ferreus sudatus ex laminis planis ferreis vel taeniis ferreis creatur, et eius processus fabricationis suturas in corpore eius creat. Speciatim, cum tubi ferrei sudati fabricantur, lamina vel taenia ferrea flectitur et deinde vel in formam circularem, traditionalem tubi, vel in formam quadratam sudatur. Tubi LSAW, tubi SSAW, et tubi ERW omnes sunt tubi ferrei sudati et secundum modum sudandi classificantur. Exempli gratia, tubi LSAW longitudinaliter sudatur, et tubi SSAW spiraliter sudatur. Tubi ERW resistentia electrica sudantur, quod suturam parallelam per corpus tubi currit efficit.
▇ ▍Tubus Ferreus ERW
Tubi ferrei sudati altae frequentiae plerumque fissura recta finduntur, sed tubi ferrei sudati recta fissura non necessario altae frequentiae sudantur. Tubus ferreus sudatus altae frequentiae, recta fissura, resistentia electrica sudatus, postquam lamina spiralis calida laminata a machina formatrice formatur, effectu cutaneo et effectu proximitatis currentis altae frequentiae formatur, et margo tubi calefactus et liquefactus, et sudatio sub pressione sub actione cylindri prementis perficitur ad productionem efficiendam. Tubus ferreus sudatus altae frequentiae resistentia a processu sudationis tuborum sudatorum communi differt. Sudatio ex materia basi corporis laminae ferreae fit, et robur mechanicum melior est quam tubi sudati generalis. Superficies levis est, alta praecisione, pretio vili, et altitudine suturae humili, quod utile est obductioni anticorrosionis 3PE.
▇ ▍Tubus Ferreus LSAW
Arcus submersus longitudinalis conglutinatus producitur utens una lamina media et crassa ut materia prima, deinde lamina ferrea in forma vel machina formatrice in formam tubi formandi premenda (volvenda) est, deinde arcus submersus utrinque conglutinandus est, et diametrum expandens. Quantitas laminae ferreae introductae automatice aptari potest secundum varia genera ferri, crassitudines parietum, et latitudines laminae. Simul, functio compensationis deformationis efficaciter vitat effectus adversos deformationis formae in formatione et planitatem totius longitudinis laminae ferreae durante processu pressionis curat. Gradus introductionis uniformis est durante formatione, rotunditatem partis tubi formae et planitatem marginis conglutinandi curans. Productum perfectum amplam varietatem specificationum habet, et conglutinatio bonam tenacitatem, plasticitatem, uniformitatem, et compactionem habet. Commoda habet magni diametri tubi, crassitudinis parietis tubi, resistentiae altae pressionis, resistentiae humilis temperaturae, et fortis resistentiae corrosionis.
▇ ▍Tubus Ferreus SSAW
Tubus spiraliter conglutinatus (tubus SSAW, etiam tubus HSAW appellatus). Hic tubus technologia sudurae arcus spiralis submersi formatur. Tubi spiraliter conglutinati utentes laminis angustioribus vel spiralibus calidis laminatis formantur, quod sumptus productionis eorum insigniter demittit. Linea sudurae formam helicis habet. Processus sudurae spiralis productionem tuborum magni diametri aptorum ad transportandum magnum volumen olei et gasii permittit. Quidam tubi SSAW historice ad applicationes pressionis humilis limitati sunt.


Tempus publicationis: XVI Oct. MMXXIII