
Tubus EFW (Tubus Electro Fusionis Soldatus) est tubus chalybis soldatus, factus ex lamina chalybis liquefacta et compressa per technicam soldadurae arcus electrici.
Typus Tubi
Tubus ferreus EFW plerumque est tubus ferreus recta sutura conglutinatus.
Potest esse tubus chalybis carbonis vel tubus chalybis mixti.

Normae et Gradus EFW
ASTM A358
304, 304L, 316, 316L aliique gradus chalybis inoxidabilis vulgo adhibiti in applicationibus quae bonam resistentiam corrosionis requirunt.
ASTM A671
CA55, CB60, CB65, CB70, et alia genera chalybis carbonis ad ambitus temperaturae humilis.
ASTM A672
Gradus chalybis carbonis et mixti A45, A50, B60, B65, et B70 ad usus temperaturae mediae.
ASTM A691
CM65, CM70, CM75, aliaque genera chalybis mixti ad usus sub pressione alta destinantur.
API 5L
Gradus B, X42, X52, X60, X65, X70, et alii gradus tuborum chalybis carbonis ad fistulas olei et gasii longas.
Nostra Producta
Fluxus Processus Tubi Ferrei EFW
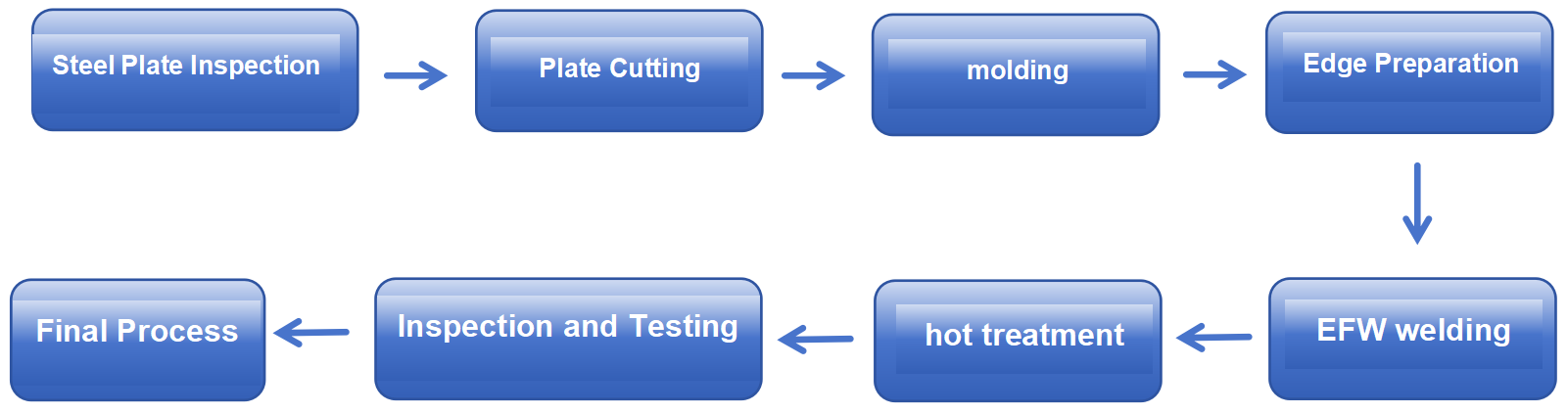
In praxi, processus est complexior, ut sequitur:
Selectio materiae
Materiam laminae ferreae idoneam secundum compositionem chemicam et proprietates mechanicas requisitas elige.
Lamina ferrea inspicienda est ut confirmetur eam a vitiis liberam esse, et superficies purganda est ut quaevis impuritates vel oxida quae qualitatem suturae afficere possint removeantur.
Sectio Laminarum
Lamina ad magnitudinem requisitam secatur, plerumque methodis plasmatis vel flammae sectionis.
Postquam sectae sunt, margines laminae ulteriore machinatione fortasse indigent ut accurata congruentia et nexus durante soldadura confirmentur.
Formatio laminarum
Laminae ferreae in formas cylindricas prelis vel molendinis volubilibus flectuntur.
Formae tubi formato adaptationes fiunt ut extremitates perfecte congruant, in praeparatione ad processum soldadurae qui sequitur.
Praeparatio marginis
Extremum tubulare formatum vel politur vel machinatur ut margo bevelatus ad plenam penetrationem suturae creetur.
EFWSoldatura
Arte soldadurae arcuatae adhibita, margines laminarum ferrearum ad statum liquefactum altis temperaturis calefiunt.
Arcu electrico et pressione operantes, margines chalybis liquefacti inter se fusionantur ut suturam forment. Hoc gradus plures suturas requirere potest ut robur et qualitas suturae confirmentur.
Tractatio caloris post-soldaturam
Postquam soldadura peracta est, curatio caloris post soldaduram perficitur ad tensiones in soldadura et in ferro minuendas.
Hoc plerumque totam fistulam vel aream suturae ad temperaturam specificam calefactionem, deinde sub condicionibus moderatis refrigerationem implicat.
Inspectio et probatio
Tubi post soldaduram et curationem caloris diligenter inspiciuntur et probantur.
Hoc includit inspectionem visualem, inspectionem dimensionalem, probationem non destructivam (e.g., probationem ultrasonicam vel radiographicam), necnon probationem proprietatum mechanicarum (e.g., probationem tensile et impactus).
Processus finalis
Tubi ad longitudines definitas secantur, ad extremitates limantur, et fortasse curationibus superficialibus, ut inductionibus, perficiuntur.
Tubus perfectus informationibus pertinentibus, utpote genere materiae, magnitudine, numero fornacis, etc., ad vestigationem et usum, notatur.
Commoda Tubi Ferrei EFW
Suturae altae qualitatis
Usus technologiae soldadurae electrofusionis permittit soldaduras altae qualitatis cum uniformitate et vitiorum ratis parvis, integritatem structurae augens.
Productio magnae magnitudinis et parietis crassi
Processus EFW aptus est ad productionem tuborum magni diametri et parietibus crassis ad requisita pressionis altae et oneris gravis.
Lata applicationum varietas
Amplam varietatem chalybis carbonis et mixti tractare potest, apta temperaturae altae, pressioni altae et ambitus corrosivi.
Flexibilitas Fabricationis
Linea productionis valde automata, parametri soldadurae secundum magnitudinem et crassitudinem productionis aptari possunt.
Oeconomicus
Firmitas diuturna et requisita curae parva bonam oeconomiam generalem praebent, quamvis sumptibus initialibus altis.
Incommoda Tubi Ferrei EFW
Sumptus maiores
Tubus EFW plerumque carior est ad producendum quam alia genera tuborum sudatorum, ut tubi resistentia sudati (ERW). Hoc praecipue debetur materiis altae qualitatis adhibitis et processu productionis complexo.
Rationes productionis inferiores
Processus EFW productionis ratem relative tardam habet, quia processus soldadurae et tractationis caloris complexiores implicat. Hoc ad cyclos productionis longiores ducere potest, praesertim pro tubis magni diametri et parietibus crassis.
Limitationes Magnitudinis
Quamquam EFW apta est ad tubos magni diametri producendos, technologia fortasse non tam oeconomica aut applicabilis est ad tubos minores magnitudines, praesertim in condicionibus applicationum ubi maior praecisio et diametri subtiles requiruntur.
Qualitas Soldaturae
Quamquam soldadura electrofusiva qualitatem suturarum optimae praebet, liquefactio et fusio durante processu soldadurae tamen vitia ut porositatem, non fusionem et inclusiones inducere possunt, quae per inspectionem et qualitatis moderationem accuratam tractanda sunt.
Magnae postulationes in operatores
Productio EFW operarios peritissimos et personas ad sustentationem pertinentes requirit ut processus soldadurae recte peragatur et apparatus recte operetur. Hoc ad maiorem pecuniam in institutionem et progressionem peritiarum operariorum ducit.
Applicationes
Industria olei et gasi

Industria Chemica

Industria energiae

Aedificatio et infrastructura
Botop Steel est fabricator et praebitor tuborum chalybis carbonis sudatorum altae qualitatis ex Sinis, et etiam venditor tuborum chalybis sine suturis; nobiscum contactum facere potes pro necessitatibus tuis tuborum chalybis!
Etiquettae: EFW, tubus EFW, tubuli EFW, venditores, fabri, officinae, venditores, societates, vendita altissima, emere, pretium, aestimatio, mole, venale, sumptus.
Tempus publicationis: IX Aprilis MMXXIV