
| Produktnumm | Nahtlos Kuelestol / Ms Stol Päif |
| Standard | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| Äusseren Duerchmiesser: | 13,7 mm - 762 mm |
| Wanddicke | 2mm-80mm |
| Dia Toleranz | Kontroll am Standard, OD: +-1%, Gew.: +-10% |
| Materialien | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspektioun | ISO, BV, SGS, MTC |
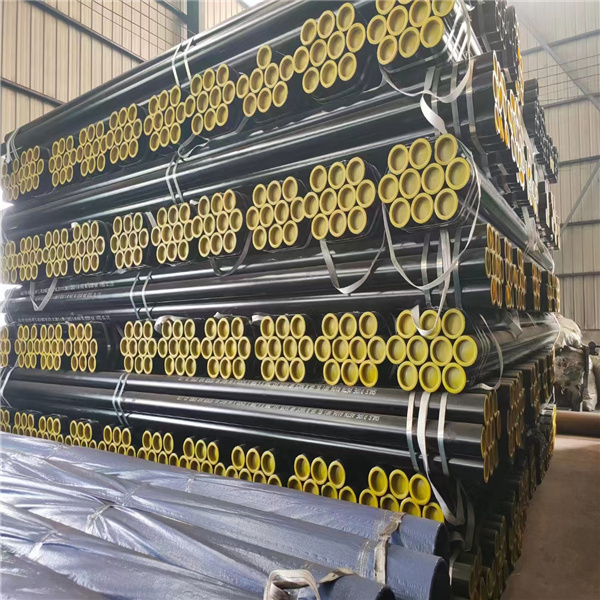
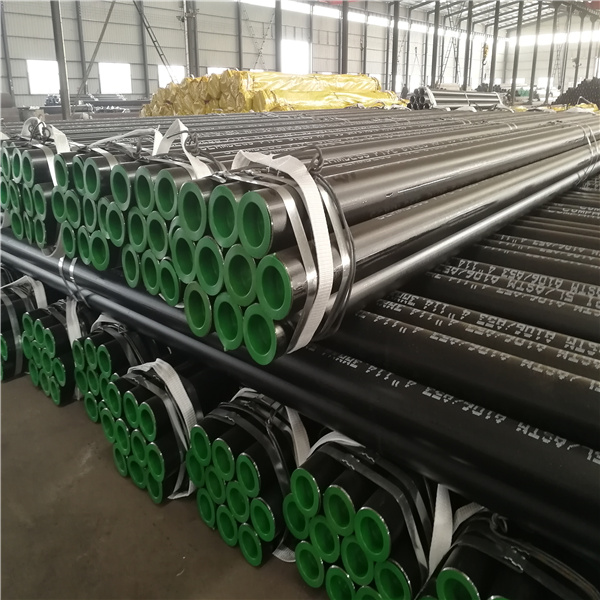
| Verpackung | 3LPE/3PP/FBE/SCHWARZ Molerei/Lack, a Stolband verpackt, Standard Export Seetüchteg Package, oder wéi néideg |
| Versuergungsfäegkeet | 1000 Tonnen/Mount |
| MOQ | 5 Metrik Tonne, Probebestellung akzeptéiert |
| Liwwerzäit | Bannent 7-10 Aarbechtsdeeg nom Empfang vun der Kautioun oder L/C |
| Bezuelungen | T/T, LC |
| Kapazitéit | 250.000 Tonnen/Joer |
API 5L Gr. X52NS PSL 2Nahtlos Stolrohr ACC.To IPS-M-PI-190(3) & NACE MR-01-75 gëtt ëmmer an enger sauerer Ëmwelt benotzt, besonnesch an Ueleg- a Gasfelder mat H2S- a CO2-räichem Gas.



API 5L X52NS PSL 2 Nahtlos Stolrohr no IPS-M-PI-190(3) & NACE MR-01-75 muss fir Sauerstoff no der Produktioun eng Hëtztbehandlung maachen. An et soll HIC- an SSC-Tester gemaach ginn.
Qualitéit a chemesch Zesummesetzung (%)Fir API 5LPSL2
| Standard |
| Chemesch Zesummesetzung(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0,16 | ≤1,65 | ≤0,02 | ≤0,003 | ≤0,45 | V ≤0,10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
Nb+V+Ti≤0,15%
Nb+V≤0,06%
Wann eng chemesch Analyse vum Produkt gemaach gëtt, ginn zwou Analysen pro Stolhëtzt vun eenzelnen Produktstécker geholl
Mechanesch Eegeschafte vun API 5LX52NSPSL 2 Nahtlos Stahlrohr ACC.To IPS-M-PI-190(3) &NACE MR-01-75 fir Sauerservice:
| Streckkraaft(MPa) | Zugfestigkeit(MPa) | Verlängerung A% |
| MPa | MPa | Verlängerung (Min.) |
| 36O-530 MPa | 460-760 MPa | 20 |
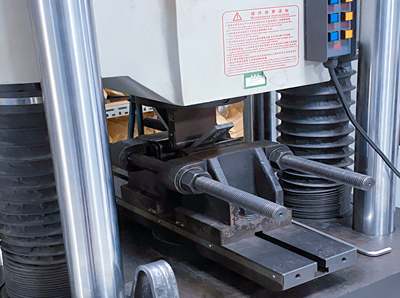
Biegetest
Test vun de mechaneschen Eegeschaften

Härtetest
Fäerdeg Päif OD/WT Längt, Uewerflächenqualitéit, Geraderheet, Poléierung vum defekten Päif. Visuell an Dimensiounsinspektioun.
1. OD Toleranz: (-0,75%D, +0,75%D).
Toleranz vun der baussenzeger Déckt vun de Rohrenden: ±0,005D.
2. Gewichtentoleranz: (+15%t, -12,5%t).
3. Ovalitéit vum Päifkierper: ±0,020D, Ovalitéit vun den Enden: ±0,015D.
D'WT op all Punkt vum Päif soll méi wéi 87,5% vun der nomineller Wanddicke sinn.
D'Gewiicht op de Päifenden gëtt mat engem Mikrometer gemooss.
D'Wanddickemiessung um Rouerkierper gëtt manuell mat UT fir WT duerchgefouert, déi 3 Réng oder eng Sektioun laanscht de ganze Rouerkierper mat 6 Miessungen op all Sektioun ofdeckt.
4. Biegegrad vum Päifkierper: 0,20% vun der Päiflängt Gemooss mat enger geléierter Linn.
5. Biegegrad vum Päifenden: Däerf net méi wéi 3,0 mm an 1,2 m sinn. Gemooss mat enger gerader Staang.

Inspektioun vum baussenzegen Duerchmiesser

Wanddickekontroll

Enninspektioun

Geradenheetsinspektioun

UT Inspektioun

Ausgesinn Inspektioun
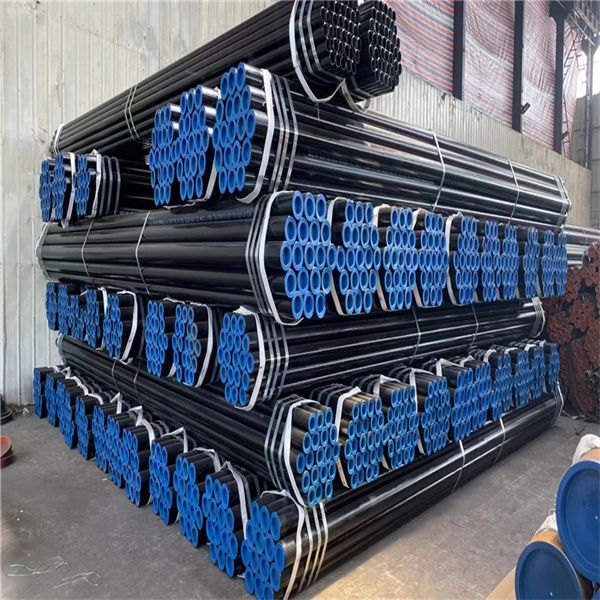
Plakeg Päif oder schwaarz/lackéiert Beschichtung (no Ufuerderunge vum Client);
6" an drënner a Bündel mat zwou Kottengschlingen;
Béid Enden mat Endschützer;
Einfacht Enn, Schrägend (2" an driwwer mat Schrägenden, Grad: 30~35°), mat Gewënn a Kupplung;
Markéierung.

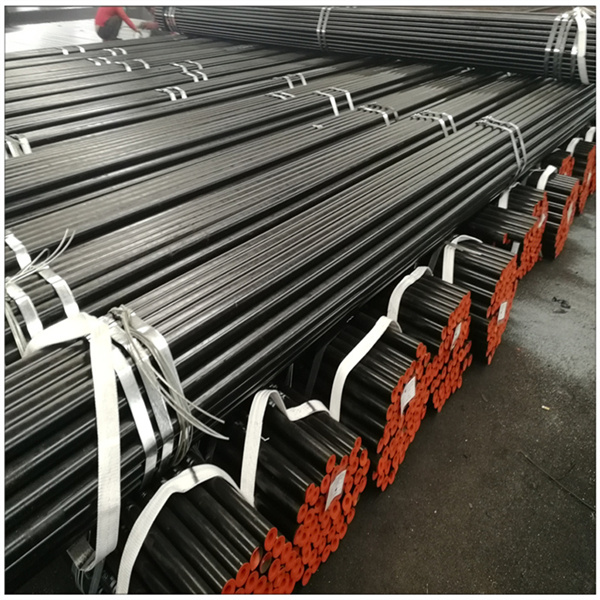

Nahtlos Päifschëff a Katar

Nahtlos Päifen a Pakistan geliwwert

Nahtlos Päifschëff a Südafrika

Nahtlose Päifen an Ecuador verschécken