
ASTM A210 plieninis vamzdis yra vidutinio anglies kiekio besiūlis plieninis vamzdis, naudojamas kaip katilų ir perkaitintuvų vamzdžiai aukštos temperatūros ir aukšto slėgio aplinkoje, pavyzdžiui, elektrinėse ir pramoniniuose katiluose.

Navigacijos mygtukai
ASTM A210 dydžių diapazonas
Žaliavos
ASTM A210 klasė
ASTM A210 besiūlių plieninių vamzdžių gamybos procesas
Terminis apdorojimas
Cheminiai komponentai
Mechaninės savybės
Kietumo bandymas
Kiti eksperimentai
Paviršiaus apdaila
Formavimo operacijos
ASTM A210 žymėjimas
ASTM A210 taikymo sritys
Mūsų susiję produktai
ASTM A210 dydžių diapazonas
Išorinis skersmuo: 1/2(12,7 mm) ≤ išorinis skersmuo ≤ 5 coliai (127 mm)
Sienelės storisStoris: 0,035 colio (0,9 mm) ≤ Svoris ≤ 0,500 colio (12,7 mm)
Galima tiekti ir kitų matmenų vamzdžius, jei tokie vamzdžiai atitinka visus kitus šios specifikacijos reikalavimus.
Žaliavos
Plieno gamybos praktikaPlienas bus nužudytas.
Nužudytas plienas reiškia tam tikrų deoksidatorių, tokių kaip silicis, aliuminis ir manganas, kiekio pridėjimą plieno lydymo proceso metu.
Šie priedai gali reaguoti su pliene esančiu deguonimi ir sudaryti kietus oksidus, taip sumažindami deguonies kiekį pliene ir neleisdami susidaryti oksiduojantiems intarpams.
ASTM A210 klasė
ASTM A210 yra dviejų rūšių:A-1 ir C lygiai.
ASTM A210 besiūlių plieninių vamzdžių gamybos procesas
Plieniniai vamzdžiai turi būti gaminami besiūliu būdu ir turi būtikarštai apdirbtas or šaltai apdirbtaskaip nurodyta.
Paprastai karštai apdirbami plieniniai vamzdžiai, kurių skersmuo didesnis nei 30 milimetrų, o šaltai apdirbami tie, kurių skersmuo mažesnis arba lygus 30 milimetrų. Šis diferenciacijos metodas nėra absoliutus, tačiau gali būti naudojamas kaip greitas ir paprastas būdas nustatyti besiūlių plieninių vamzdžių apdorojimo būdą.
Terminis apdorojimas
Karštai apdorotiems vamzdžiams terminis apdorojimas nereikalingas.
Po galutinio šaltojo apdailos proceso šaltai apdorotiems vamzdžiams turi būti taikomas subkritinis atkaitinimas, visiškas atkaitinimas arba normalizuojantis terminis apdorojimas.
Cheminiai komponentai
| Elementas | A-1 klasė | C klasė |
| C (anglis), maks.A | 0,27 | 0,35 |
| Mn (manganas) | 0,93 maks. | 0,29–1,06 |
| P (fosforas), maks. | 0,035 | 0,035 |
| S (sieros), maks. | 0,035 | 0,035 |
| Si (silicis), min. | 0,1 | 0,1 |
| Kiekvieną kartą, kai anglies kiekis sumažėja 0,01 % žemiau nurodytos maksimalios vertės, mangano kiekis gali padidėti 0,06 %, palyginti su nurodyta maksimalia verte, bet ne daugiau kaip 1,35 %. | ||
Šie cheminės sudėties reikalavimai užtikrina, kad vamzdžiai būtų pakankamai stiprūs ir atsparūs temperatūrai.
Mechaninės savybės
Mechaninių savybių reikalavimai netaikomi vamzdžiams, mažesniems nei1/ 83,2 mm vidinio skersmens arba 0,015 colio [0,4 mm] storio.
| Sąrašas | Vienetas | A-1 klasė | C klasė | |
| Tempimo stipris, min. | ksi | 60 | 70 | |
| MPa | 415 | 485 | ||
| Takumo riba, min. | ksi | 37 | 40 | |
| MPa | 255 | 275 | ||
| Pailgėjimas 50 mm (2 col.), min. | Atliekant išilginius juostos bandymus, už kiekvieną 0,8 mm [1/32 colio] sienelės storio sumažėjimą, esant mažesniam nei 8 mm [5/16 colio], iš pagrindinio minimalaus pailgėjimo turi būti atimta toliau nurodyta procentinė dalis. | % | 1.5A | 1.5A |
| Kai naudojamas standartinis apvalus 2 colių arba 50 mm ilgio matuoklis arba proporcingai mažesnis bandinys, kurio matuoklio ilgis lygus 4D (keturis kartus didesnis už skersmenį), | 22 | 20 | ||
| AApskaičiuotas minimalias vertes žr. 4 lentelėje. | ||||
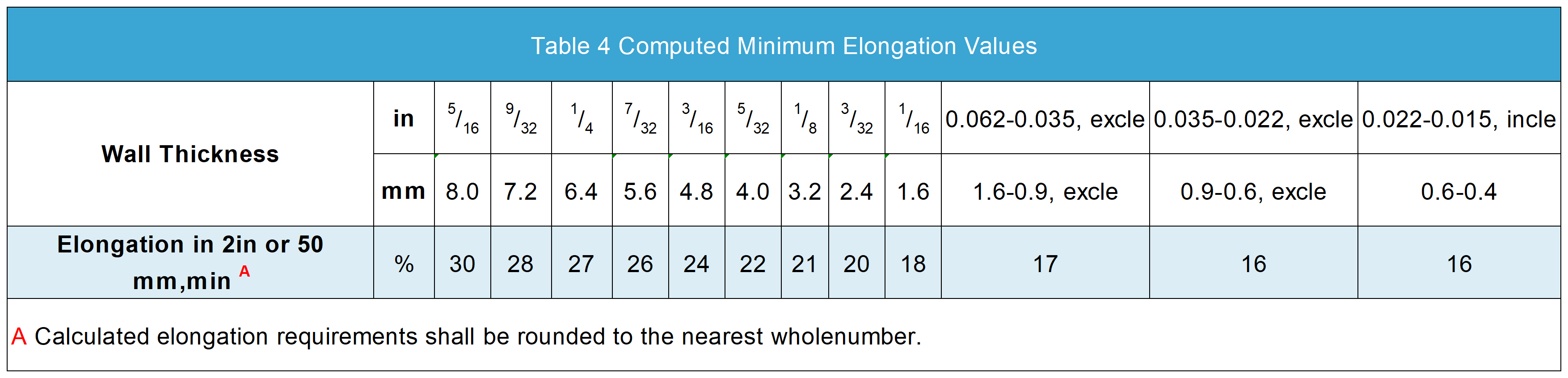
4 lentelėje pateikiamos apskaičiuotos minimalios pailgėjimo vertės kiekvienam1/32col. [0,8 mm] sienelės storio sumažėjimas.
Kai sienelės storis yra tarp dviejų aukščiau nurodytų verčių, mažiausia pailgėjimo vertė nustatoma pagal šią lygtį:
Imperiniai vienetai (coliais): E = 48t+15.00
SI vienetas (mm): E = 1,87t+15,00
kur:
E = pailgėjimas per 2 colius arba 50 mm, %,
t = tikrasis bandinio storis.
Kietumo bandymas
Brinelio arba Rokvelo kietumo bandymai atliekami su dviem kiekvienos partijos mėginiais.
ASTM A210 A-1 klasė: 79-143 HBW
ASTM A210 C klasė: 89–179 HBW
HBW reiškia Brinelio kietumo matavimą, kur „W“ reiškia karbido rutulio naudojimą kaip įspaudiklį.
Kiti eksperimentai
Plokštinimo testas
Deginimo bandymas
Hidrostatinis arba neardomasis elektrinis bandymas
Paviršiaus apdaila
Jis gali būti ėsdintas arba apdorotas sprogdinimo būdu, arba abiem būdais, ir ši dalis yra susitarimo reikalas, o pasirinkimas grindžiamas vartotojo ir gamintojo susitarimu.
Marinavimas daugiausia naudojamas oksiduotiems sluoksniams ir kitiems teršalams pašalinti nuo plieninių vamzdžių paviršiaus.
Šratinis valymas naudojamas paviršiui valyti ir jo sukibimo stiprumui pagerinti.
Šie apdorojimo būdai turi įtakos ne tik vamzdžio paviršiaus kokybei, bet ir gali turėti įtakos galutinėms jo savybėms.
Formavimo operacijos
Į katilą įdėti vamzdžiai turi atlaikyti plėtimąsi ir išsilenkimą be įtrūkimų ar defektų. Tinkamai valdomi, perkaitintuvo vamzdžiai turi atlaikyti visas kalimo, suvirinimo ir lenkimo operacijas, būtinas jų naudojimui, be defektų.
ASTM A210 žymėjimas
Turėtų būti aiškiai pažymėti šie elementai:
Gamintojo pavadinimas arba logotipas.
Vamzdžio specifikacija (dydis, sienelės storis ir kt.).
Vamzdžio klasė.
Plieninių vamzdžių gamybos tipas: karštasis arba šaltasis apdirbimas.
ASTM A210 taikymo sritys
Naudojamas mažų ir vidutinio dydžio, vidutinio slėgio katilų, tokių kaip stovimieji katilai, sėdimieji katilai ir kiti katilai, naudojami pramoniniam arba gyvenamųjų namų šildymui, gamyboje.
Perkaitintuvai yra katilo dalys, naudojamos garų temperatūrai pakelti virš virimo temperatūros, o ASTM A210 vamzdžiai tinka šių aukštos temperatūros dalių gamybai.
Mūsų susiję produktai
Esame aukštos kokybės suvirintų anglinio plieno vamzdžių gamintojas ir tiekėjas iš Kinijos, taip pat besiūlių plieninių vamzdžių tiekėjas, siūlantis platų plieninių vamzdžių sprendimų asortimentą!
Žymės: astm 210, katilas, besiūlis, karštai apdirbtas, šaltai apdirbtas, perkaitintuvas, tiekėjai, gamintojai, gamyklos, prekybininkai, įmonės, didmeninė prekyba, pirkimas, kaina, citata, urmu, pardavimas, kaina.
Įrašo laikas: 2024 m. balandžio 24 d.