
ASTM A106yra standartinė besiūlių anglinio plieno vamzdžių, skirtų aukštos temperatūros eksploatavimui, specifikacija, kurią nustatė Amerikos medžiagų bandymų draugija (ASTM).

Navigacijos mygtukai
ASTM A106 taikymo sritis
ASTM A106 klasė
ASTM A106 žaliavos
ASTM A106 besiūlių plieninių vamzdžių generavimo metodas
Karštas gydymas
Cheminė sudėtis
Mechaninės savybės
Bandymo programa
Matmenų tolerancijos
Paviršiaus defektų apdorojimas
Vamzdžių žymėjimas
Alternatyvios medžiagos
ASTM A106 taikymas
Mūsų susiję produktai
ASTM A106 taikymo sritis
Vamzdžių tipas: besiūlis plieninis vamzdis.
NNominalus vamzdžio dydis: apima besiūlius plieninius vamzdžius nuo DN6 iki DN1200 (NPS1/8-NPS48).
Sienos storis: sienos storis turi atitikti konkrečius 1 lentelėje nurodytus reikalavimus.ASME B36.10M.
ASTM A106 klasė
ASTM A106 plieniniai vamzdžiai turi tris rūšis: A klasę,B klasėir C laipsnis.
Pagrindinis skirtumas tarp trijų rūšių yra cheminė sudėtis ir mechaninės savybės.
ASTM A106 žaliavos
Plienas turi būti numarintas plienas.
Plienas gaminamas naudojant pirminį lydymo procesą, kuris gali būti atviro tipo krosnis, bazinė deguoninė krosnis arba elektrinė krosnis, galbūt derinamas su atskiru degazavimu arba rafinavimu.
ASTM A106 besiūlių plieninių vamzdžių generavimo metodas
Besiūlis plieninis vamzdisgaminamas dviem būdais: šaltuoju būdu ir karštuoju būdu.
DN ≤ 40 mm besiūliai plieniniai vamzdžiai gali būti šaltai tempti arba karštai apdirbti.
DN ≥ 50 mm besiūliai plieniniai vamzdžiai yra karštai apdirbti.
Karštas gydymas
Karštai apdirbtam ASTM A106 besiūliam plieniniam vamzdžiui nereikia terminio apdorojimo.
Šaltai tempti ASTM A106 besiūliai plieniniai vamzdžiai turi būti termiškai apdoroti ≥ 650 °C temperatūroje.
Cheminė sudėtis
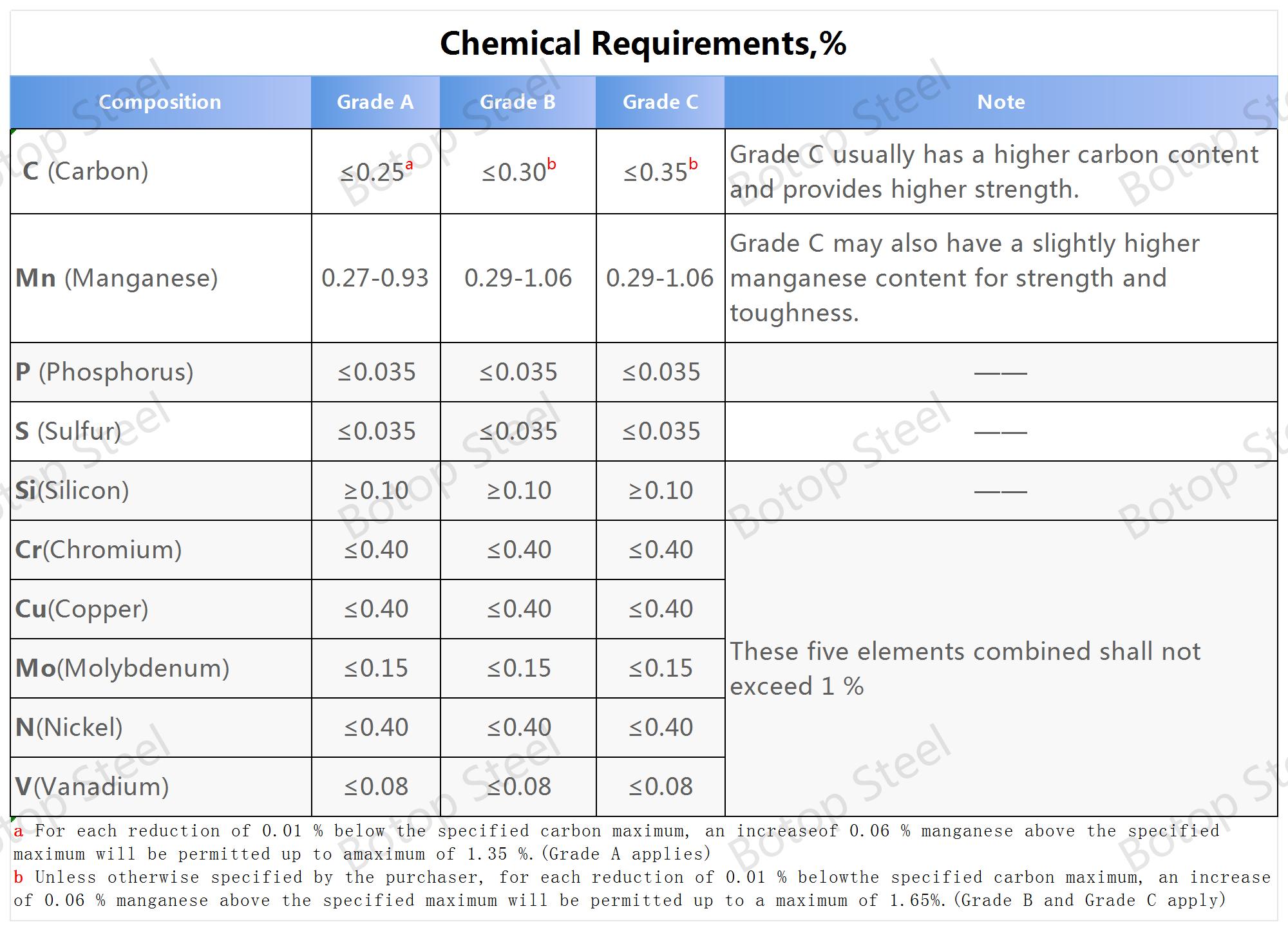
ASTM A106 A, B ir C klasių cheminė sudėtis labiausiai skiriasi C ir Mn kiekiais. Kitų elementų kiekis įvairiose klasėse gali šiek tiek skirtis, tačiau paprastai kontroliuojamas santykinai žemas diapazonas.
Mechaninės savybės
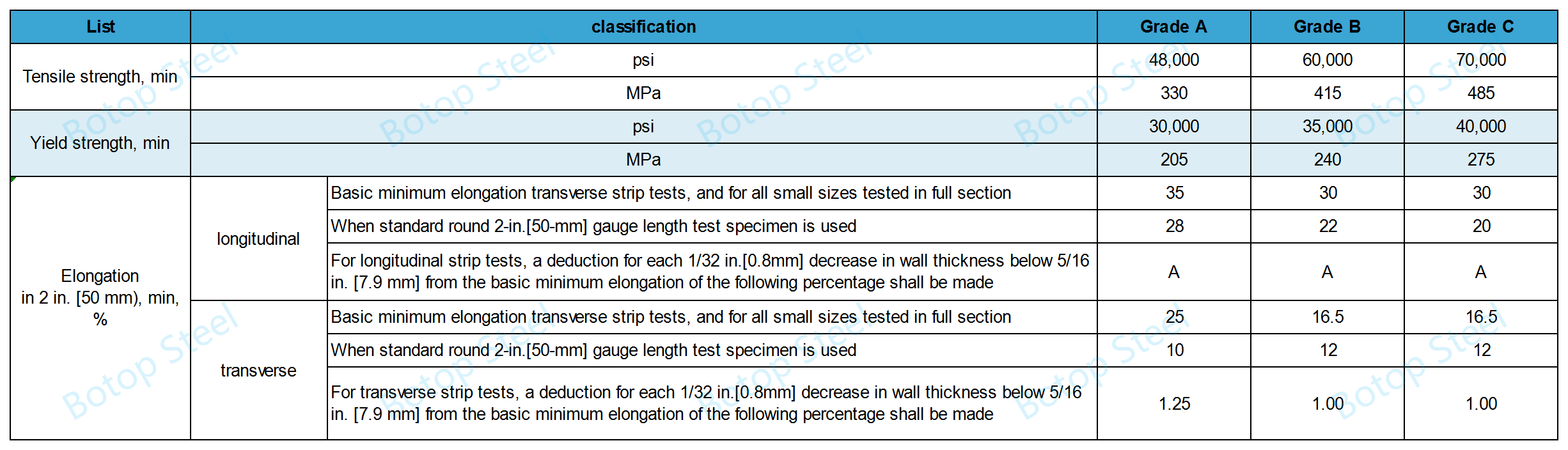
Minimalus pailgėjimas 2 coliais (50 mm) nustatomas pagal šią lygtį:
colių-svarų vienetai:
e = 625 000 A0,2/UO.9
Sl vienetai:
e=1940A0,2/U0,9
eMinimalus pailgėjimas per 2 colius (50 mm), %, suapvalinta iki artimiausio 0,5 %
A: tempimo bandymo bandinio skerspjūvio plotas,2(mm)2) remiantis nurodytu išoriniu skersmeniu arba nominaliu bandinio pločiu ir nurodytu sienelės storiu,suapvalinta iki artimiausio 0,01 colio2(1 mm2).
Jei tokiu būdu apskaičiuotas plotas yra lygus arba didesnis nei 0,75 colio2(500 mm2), tada vertė 0,75 in2(500 mm2) turi būti naudojamas.
U: nurodytas tempiamasis stipris, psi (MPa)
Bandymo programa
ASTM A106 pateikia išsamias cheminės sudėties, terminės analizės, mechaninių savybių reikalavimų, lenkimo reikalavimų, išlyginimo bandymų, hidrostatinių bandymų ir neardomųjų elektrinių bandymų specifikacijas.
Cheminė sudėtis / Šiluminė analizė
Terminė analizė yra procesas, naudojamas atskirų cheminių elementų kiekiui pliene nustatyti, siekiant užtikrinti, kad kiekvienos medžiagos partijos cheminė sudėtis atitiktų ASTM A106 reikalavimus.
Cheminės sudėties nustatymas pagrįstas termine analize. Pagrindinis dėmesys skiriamas elementų anglies, mangano, fosforo, sieros ir silicio kiekiui, kurių proporcijos tiesiogiai veikia vamzdžio savybes.
Tempimo reikalavimai
Vamzdžiai turi atitikti konkrečius tempiamojo stiprumo, takumo ribos ir pailgėjimo reikalavimus. Tai užtikrina vamzdžio stiprumą ir tvirtumą aukštoje temperatūroje.
Lenkimo reikalavimai
Lenkimo bandymai naudojami vamzdžių tvirtumui ir plastinei deformacijai įvertinti, kai jie veikiami lenkimo įtempių, siekiant užtikrinti vamzdžio patikimumą montavimo ir naudojimo metu.
Plokštinimo testai
Plokštinimo bandymai naudojami plieninių vamzdžių tąsumui ir atsparumui įtrūkimams įvertinti. Šiam bandymui reikalingas vamzdžio suplokštinimas iki tam tikro laipsnio, kad neatsirastų įtrūkimų, siekiant įrodyti medžiagos kokybę ir apdorojimo technologijos tinkamumą.
Hidrostatinis bandymas
Hidrostatinis bandymas yra svarbus žingsnis tikrinant plieninio vamzdžio slėgio laikomąją galią, taikant didesnį slėgį nei reikalaujama standarte, siekiant užtikrinti jo konstrukcijos vientisumą ir nuotėkių nebuvimą.
Neardomasis elektrinis bandymas
Neardomieji elektriniai bandymai (pvz., ultragarsiniai arba elektromagnetiniai) naudojami plieninių vamzdžių vidiniams ir paviršiaus defektams, tokiems kaip įtrūkimai, intarpai ar skylės, nustatyti, siekiant užtikrinti gaminio kokybę.
Matmenų tolerancijos
Mišios
Tikroji vamzdžio masė turėtų būti diapazone, nurodytame97,5–110 %nurodytos masės.
NPS 4 [DN 100] ir mažesnių dydžių vamzdžius galima sveriati patogiomis partijomis;
Vamzdžiai, didesni nei NPS 4 [DN 100], turi būti sveriami atskirai.
Išorinis skersmuo
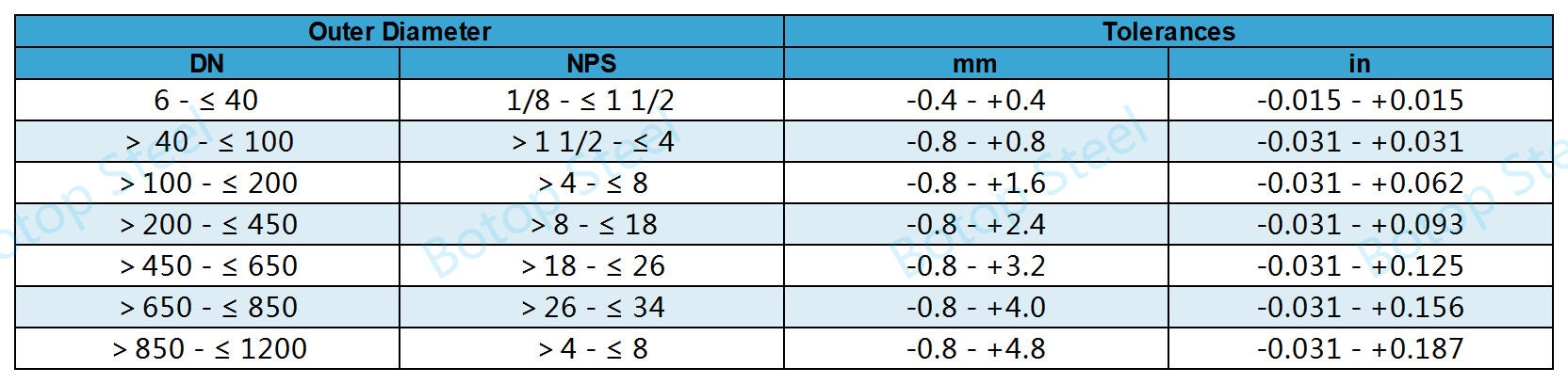
Jei išorinio skersmens (OD) vamzdžiams reikalingas didesnis OD tikslumas, leistinas OD pokytis yra ±1 %.
Vamzdžiams, kurių ID > 250 mm (10 colių), jei reikalingas didesnis ID tikslumas, leistinas ID nuokrypis yra ±1 %.
Storis
Minimalus sienelės storis = 87,5 % nurodyto sienelės storio.
Ilgis
Vienas atsitiktinis ilgis4,8–6,7 m [16–22 pėd.].5 % ilgio gali būti mažesnis nei 4,8 m [16 pėdų], bet ne trumpesnis nei 3,7 m [12 pėdų].
Dvigubi atsitiktiniai ilgiaiMinimalus vidutinis ilgis yra 10,7 m [35 pėdos], o minimalus ilgis – 6,7 m [22 pėdos].Penki procentai ilgio gali būti mažesni nei 6,7 m [22 pėdos], bet ne trumpesni nei 4,8 m [16 pėdų].
Paviršiaus defektų apdorojimas
Defektų nustatymas
Kai vamzdžiuose atsiranda paviršiaus defektų, viršijančių 12,5 % nominaliojo sienelės storio arba minimalų sienelės storį, defektai turi būti pašalinti šlifuojant, jei likęs sienelės storis yra 87,5 % ar daugiau nurodytos storio vertės.
Nežalingi defektai
Kad paviršiaus apdorojimas atitiktų proceso reikalavimus, šlifuojant reikia pašalinti šiuos nepavojingus defektus:
1. Mechaniniai žymės ir įbrėžimai, pvz., kabelių žymės, įlenkimai, kreipiančiųjų žymės, riedėjimo žymės, rutulio įbrėžimai, įdubimai ir formos žymės bei įdubimai, kurių nė viena neturi būti gylesnė nei 1/16 colio (1,6 mm).
2. Vizualiniai defektai, dažniausiai plutelės, siūlės, persidengimai, įplyšimai arba įpjovimai, gilesni nei 5 procentai nominalaus sienelės storio.
Defektų taisymas
Šlifuojant pašalinus dėmes ar defektus, turi būti išlaikytas lygus išlenktas paviršius, o vamzdžio sienelės storis turi būti ne mažesnis kaip 87,5 % nurodytos storio vertės.
Remontiniai suvirinimo siūlės gaminamos pagal ASTM A530/A530M standartą.
Vamzdžių žymėjimas
Kiekvienas ASTM A106 plieninis vamzdis turi būti pažymėtas gamintojo identifikavimo numeriu, specifikacijos laipsniu, matmenimis ir tvarkaraščio klasės informacija, kad būtų lengva jį identifikuoti ir atsekti.
Hidrostatinio arba neardomojo elektrinio ženklinimo atveju reikia laikytis šių taisyklių:

| Hidro | NDE | Žymėjimas |
| Taip | No | Bandymo slėgis |
| No | Taip | NDE |
| No | No | NH |
| Taip | Taip | Bandymo slėgis / NDE |
Alternatyvios medžiagos
ASTM A106 taikymas
Naftos ir dujų pramonė:Vamzdynų sistemos naudojamos naftai, dujoms ir kitiems skysčiams transportuoti.
Elektrinės:Naudojami kaip šilumokaičio vamzdynai ir perkaitintuvo vamzdynai katiluose, skirti aukštos temperatūros garui ir karštam vandeniui perduoti.
Chemijos pramonė:Naudojamas chemijos gamyklose kaip vamzdynai, atsparūs aukštos temperatūros cheminės reakcijos produktams.
Statyba ir statyba:Pastatų šildymo ir garo sistemų vamzdynai.
Laivų statybaLaivų aukšto slėgio garo sistemų komponentai.
Mašinų gamybaNaudojamas mašinose ir įrangoje, kuriai reikalingas atsparumas aukštai temperatūrai arba aukštam slėgiui.


Mūsų susiję produktai
Esame viena iš pirmaujančių suvirintų anglinio plieno vamzdžių ir besiūlių plieninių vamzdžių gamintojų ir tiekėjų iš Kinijos, turinti platų aukštos kokybės plieninių vamzdžių asortimentą sandėlyje, todėl esame įsipareigoję Jums pasiūlyti visą spektrą plieninių vamzdžių sprendimų. Norėdami gauti daugiau informacijos apie produktą, susisiekite su mumis, mes padėsime Jums rasti geriausius plieninių vamzdžių variantus pagal Jūsų poreikius!
Žymės: astm a106, a106, besiūlis, tiekėjai, gamintojai, gamyklos, mažmenininkai, įmonės, didmeninė prekyba, pirkimas, kaina, citata, urmu, pardavimas, savikaina.
Įrašo laikas: 2024 m. kovo 2 d.