
ASTM A210 tērauda caurule ir vidēja oglekļa bezšuvju tērauda caurule, ko izmanto kā katlu un pārkarsētāju caurules augstas temperatūras un augstspiediena vidēm, piemēram, elektrostacijās un rūpnieciskajos katlos.

Navigācijas pogas
ASTM A210 izmēru diapazons
Izejvielas
ASTM A210 klase
ASTM A210 bezšuvju tērauda cauruļu ražošanas process
Termiskā apstrāde
Ķīmiskie komponenti
Mehāniskās īpašības
Cietības pārbaude
Citi eksperimenti
Virsmas apdare
Formēšanas operācijas
ASTM A210 marķējums
ASTM A210 pielietojumi
Mūsu saistītie produkti
ASTM A210 izmēru diapazons
Ārējais diametrs: 1/2collas (12,7 mm) ≤ ārējais diametrs ≤ 5 collas (127 mm)
Sienas biezumsBiezums: 0,035 collas (0,9 mm) ≤ Svars ≤0,500 collas (12,7 mm)
Var tikt piegādātas caurules ar citiem izmēriem, ja vien šādas caurules atbilst visām pārējām šīs specifikācijas prasībām.
Izejvielas
Tērauda ražošanas prakseTērauds tiks nogalināts.
Nogalināts tērauds attiecas uz noteikta daudzuma deoksidantu, piemēram, silīcija, alumīnija un mangāna, pievienošanu tērauda kausēšanas procesā.
Šīs piedevas var reaģēt ar skābekli tēraudā, veidojot cietus oksīdus, tādējādi samazinot skābekļa saturu tēraudā un novēršot oksidējošu ieslēgumu veidošanos.
ASTM A210 klase
ASTM A210 ir pieejams divās pakāpēs:A-1 un C pakāpe.
ASTM A210 bezšuvju tērauda cauruļu ražošanas process
Tērauda caurules jāizgatavo bezšuvju procesā, un tām jābūtkarstās apdares or auksti apstrādātskā norādīts.
Parasti tērauda caurules ar diametru, kas lielāks par 30 milimetriem, tiek apstrādātas ar karsto apdari, bet caurules ar diametru, kas mazāks vai vienāds ar 30 milimetriem, tiek apstrādātas ar auksto apdari. Šī diferenciācijas metode nav absolūta, bet to var izmantot kā ātru un vienkāršu veidu, kā noteikt bezšuvju tērauda cauruļu apstrādes metodi.
Termiskā apstrāde
Karstās apdares caurulēm nav nepieciešama termiskā apstrāde.
Pēc pēdējās aukstās apdares procesa auksti apstrādātām caurulēm jāveic subkritiskā atkvēlināšana, pilnīga atkvēlināšana vai normalizējoša termiskā apstrāde.
Ķīmiskie komponenti
| Elements | A-1 klase | C pakāpe |
| C (ogleklis), maks.A | 0,27 | 0,35 |
| Mn (mangāns) | 0,93 maks. | 0,29–1,06 |
| P (fosfors), maks. | 0,035 | 0,035 |
| S (sērs), maks. | 0,035 | 0,035 |
| Si (silīcijs), min | 0,1 | 0,1 |
| Par katru 0,01 % samazinājumu zem noteiktā oglekļa maksimālā daudzuma ir atļauts mangāna pieaugums par 0,06 % virs noteiktā maksimālā daudzuma, nepārsniedzot 1,35 %. | ||
Šīs ķīmiskā sastāva prasības nodrošina, ka caurulēm ir atbilstoša izturība un temperatūras izturība.
Mehāniskās īpašības
Mehānisko īpašību prasības neattiecas uz caurulēm, kas ir mazākas par1/ 83,2 mm iekšējā diametrā vai 0,4 mm biezumā.
| Saraksts | Uint | A-1 klase | C pakāpe | |
| Stiepes izturība, min. | ksi | 60 | 70 | |
| MPa | 415 | 485 | ||
| Tecēšanas robeža, min. | ksi | 37 | 40 | |
| MPa | 255 | 275 | ||
| Pagarinājums 50 mm (2 collas), min | Gareniskajām sloksnes pārbaudēm par katru sienas biezuma samazinājumu par 0,8 mm (1/32 collas) mazāk nekā 8 mm (5/16 collas) no pamata minimālā pagarinājuma jāveic atskaitījums par šādiem procentpunktiem. | % | 1.5A | 1.5A |
| Ja tiek izmantots standarta apaļš paraugs ar 2 collu vai 50 mm garumu vai proporcionāli mazāka izmēra mērierīce ar mērierīces garumu, kas vienāds ar 4D (četras reizes lielāks par diametru), | 22 | 20 | ||
| AAprēķinātās minimālās vērtības skatiet 4. tabulā. | ||||
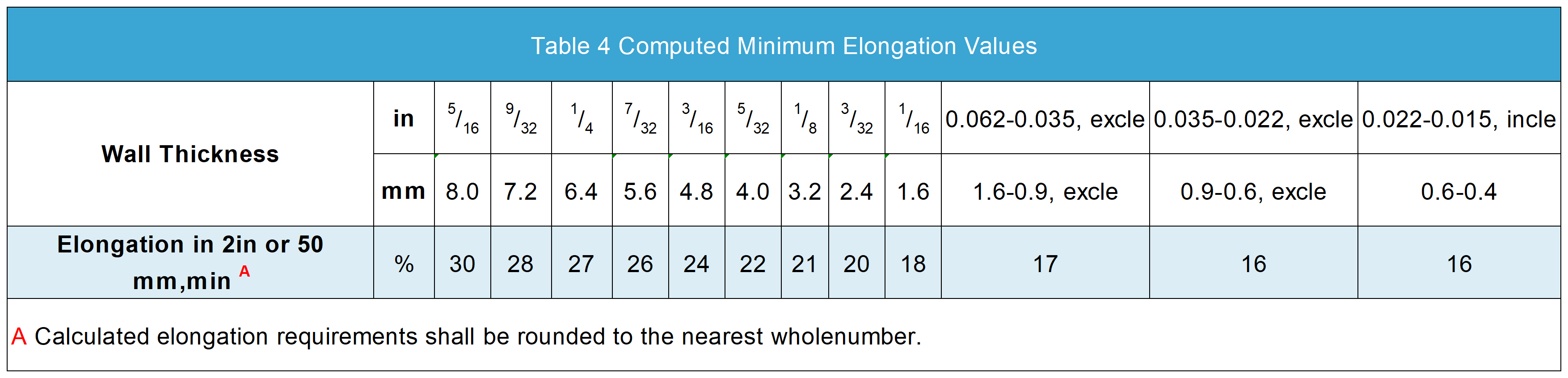
4. tabulā ir norādītas aprēķinātās minimālās pagarinājuma vērtības katram1/32collas [0,8 mm] sienas biezuma samazinājums.
Ja sienas biezums atrodas starp iepriekš norādītajām divām vērtībām, minimālo pagarinājuma vērtību nosaka, izmantojot šādu vienādojumu:
Imperiālās mērvienības (collās): E = 48t+15,00
SI mērvienība (mm): E = 1,87t+15,00
kur:
E = pagarinājums 2 collās jeb 50 mm, %,
t = parauga faktiskais biezums.
Cietības pārbaude
Brinela vai Rokvela cietības testi jāveic paraugiem no divām caurulēm no katras partijas.
ASTM A210 A-1 klase: 79-143 HBW
ASTM A210 C klase: 89–179 HBW
HBW attiecas uz Brinela cietības mērījumu, kur "W" apzīmē karbīda lodītes izmantošanu kā iespiešanas instrumentu.
Citi eksperimenti
Saplacināšanas tests
Uzliesmošanas tests
Hidrostatiskā vai nesagraujošā elektriskā pārbaude
Virsmas apdare
To var kodināt vai apstrādāt ar abrazīvu strūklu, vai abus veidus, un šī daļa ir vienošanās jautājums, un izvēle ir balstīta uz lietotāja un ražotāja vienošanos.
Kodināšanu galvenokārt izmanto, lai no tērauda cauruļu virsmas noņemtu oksidētos slāņus un citus piesārņotājus.
Šrats strūklošana tiek izmantota, lai notīrītu virsmu un uzlabotu tās saķeres stiprību.
Šīs apstrādes ietekmē ne tikai caurules virsmas kvalitāti, bet arī var ietekmēt tās galīgās īpašības.
Formēšanas operācijas
Ievietojot caurules katlā, tām jāspēj izplesties un veidoties bez plaisām vai defektiem. Pareizi apstrādātām, pārkaršanas caurulēm jāiztur visas kalšanas, metināšanas un liekšanas darbības, kas nepieciešamas to lietošanai, neradot defektus.
ASTM A210 marķējums
Skaidri jānorāda sekojošais:
Ražotāja nosaukums vai logotips.
Caurules specifikācija (izmērs, sienas biezums utt.).
Caurules klase.
Tērauda cauruļu ražošanas veids: karstā apdare vai aukstā apdare.
ASTM A210 pielietojumi
Izmanto mazu un vidēja izmēra katlu ar mērenu spiedienu ražošanā, piemēram, stāvkatlu, sēdkatlu un citu katlu, ko izmanto rūpnieciskai vai dzīvojamo ēku apkurei.
Pārkarsētāji ir katla daļas, ko izmanto, lai paaugstinātu tvaika temperatūru virs tā viršanas temperatūras, un ASTM A210 caurules ir piemērotas šo augstas temperatūras detaļu ražošanai.
Mūsu saistītie produkti
Mēs esam augstas kvalitātes metinātu oglekļa tērauda cauruļu ražotājs un piegādātājs no Ķīnas, kā arī bezšuvju tērauda cauruļu izplatītājs, piedāvājot plašu tērauda cauruļu risinājumu klāstu!
Birkas: astm 210, katls, bezšuvju, karstās apdares, aukstās apdares, pārkarinātājs, piegādātāji, ražotāji, rūpnīcas, izplatītāji, uzņēmumi, vairumtirdzniecība, pirkšana, cena, kotācija, vairumtirdzniecība, pārdošana, izmaksas.
Publicēšanas laiks: 2024. gada 24. aprīlis