
BS EN 10210 tērauda caurulesir karstās apstrādes dobie profili no neleģēta un smalkgraudaina tērauda plašam arhitektūras un mehānisko konstrukciju pielietojumu klāstam. Satur apaļus, kvadrātveida, taisnstūrveida un ovālus profilus.
EN 10210 un BS EN 10210 ir identiski standarti, bet tiem ir dažādas organizācijas.

Navigācijas pogas
BS EN 10210 klasifikācija
BS EN 10210 izmēru diapazons
Izejvielas
BS EN 10210 tērauda nosaukums
BS EN 10210 piegādes nosacījumi
BS EN 10210 ķīmiskais sastāvs
BS EN 10210 mehāniskās īpašības
Trieciena testi
Metināmība
Izmēru pielaide
Virsmas izskats
Cinkots
Virsmas defektu remonts
BS EN 10210 marķējums
Pieteikumi
Mūsu saistītie produkti
BS EN 10210 klasifikācija
Pēc tērauda veida
Neleģēti un leģēti speciālie tēraudi
Neleģētie tēraudi:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
Leģēti speciālie tēraudiS420NH, S420NLH, S460NH, S460NLH.
Vienkārša identifikācijas metode ir šāda: tērauda nosaukumā, ja tecēšanas robežas indekss sākas ar skaitli “4”, leģētajam tēraudam
Pēc ražošanas procesa
Konstrukciju dobās sekcijas jāražobezšuvju vai metināti procesi.
Bezšuvju ietver: karsto apdari un auksto apdari
Izplatītākie metināšanas veidi ir elektriskā pretestības metināšana (ERW) un iegremdētā loka metināšana (SAW): LSAW, SSAW.
Elektriski metinātām dobajām sekcijām parasti nav nepieciešama iekšējā metināšanas šuvju apgriešana.
Pēc šķērsgriezuma formas
CHS: apaļi dobie profili;
RHS: kvadrātveida vai taisnstūrveida dobās sekcijas;
EHSelipsveida dobie profili;
Šis raksts ir sakārtots pēc attiecīgā satura apļveida šķērsgriezuma (CHS).
BS EN 10210 izmēru diapazons
Sienas biezums: ≤120 mm
Ārējais diametrs:
Apaļa (CHS): ārējais diametrs ≤2500 mm;
Kvadrāts (RHS): ārējais diametrs ≤ 800 mm × 800 mm;
Taisnstūrveida (RHS): ārējais diametrs ≤750 mm × 500 mm;
Ovāls (EHS): ārējais diametrs ≤ 500 mm × 250 mm.
Izejvielas
Neleģēts un smalkgraudains tērauds.
Neleģētajam tēraudam ir norādītas četras kvalitātes: JR, JO, J2 un K2.
Smalkgraudainiem tēraudiem ir noteiktas četras kvalitātes: N un NL.
Smalkgraudainais tērauds ir tērauds ar smalkgraudainu struktūru, kur ferīta graudu izmērs ir ≥ 6.
BS EN 10210 tērauda nosaukums
Neleģētā tērauda dobajām sekcijām tērauda apzīmējums sastāv no
Piemērs: BS EN 10210-S275J0H
sastāv no četrām daļām:S, 275, J0 un H.
1.S: norāda, ka konstrukcijas tērauds.
2.Skaitliskā vērtība (275)Biezums ≤ 16 mm minimālajai norādītajai tecēšanas robežai, izteiktai MPa.
3.JR: norāda, ka istabas temperatūrā ar specifiskām trieciena īpašībām;
J0: norāda, ka 0 ℃ temperatūrā ar specifiskām trieciena īpašībām;
J2 vai K2: norādīts -20 ℃ temperatūrā ar specifiskām trieciena īpašībām;
4.H: apzīmē dobās sekcijas.
Sīkgraudainu tērauda konstrukcijas dobu profilu tērauda apzīmējums sastāv no
Piemērs: EN 10210-S355NLH
Sastāv no piecām daļām:S, 355, N, L un H.
1. S: apzīmē konstrukcijas tēraudu.
2. Skaitliskā vērtība (355)Biezums ≤ 16 mm, minimālā norādītā tecēšanas robeža, mērvienība ir MPa.
3. Nstandartizēta vai standartizēta velmēšana.
4. L: specifiskās triecienizturības īpašības -50 °C temperatūrā.
5.H: apzīmē dobu sekciju.
BS EN 10210 piegādes nosacījumi
JR, J0, J2 un K2 — karstā apdare.
N un NL — normalizēti. Normalizētais ietver normalizēto apveltījumu.
JR, J0, J2 un K2 - karsti apstrādāti
N un NL — normalizēšana. Normalizēšana ietver velmēšanas normalizēšanu.
Bezšuvju dobajām sekcijām ar sieniņu biezumu virs 10 mm vai ja T/D ir lielāks par 0,1, pēc austenitizācijas var būt nepieciešams izmantot paātrinātu dzesēšanu, lai sasniegtu paredzēto struktūru, vai šķidruma rūdīšanu un atlaidināšanu, lai sasniegtu noteiktās mehāniskās īpašības.
Bezšuvju dobajām sekcijām, kuru sieniņu biezums pārsniedz 10 mm, vai ja T/D ir lielāks par 0,1, pēc austenizācijas var būt nepieciešama paātrināta dzesēšana, lai sasniegtu vēlamo struktūru, vai šķidruma dzēšana un atlaidināšana, lai sasniegtu noteiktās mehāniskās īpašības.
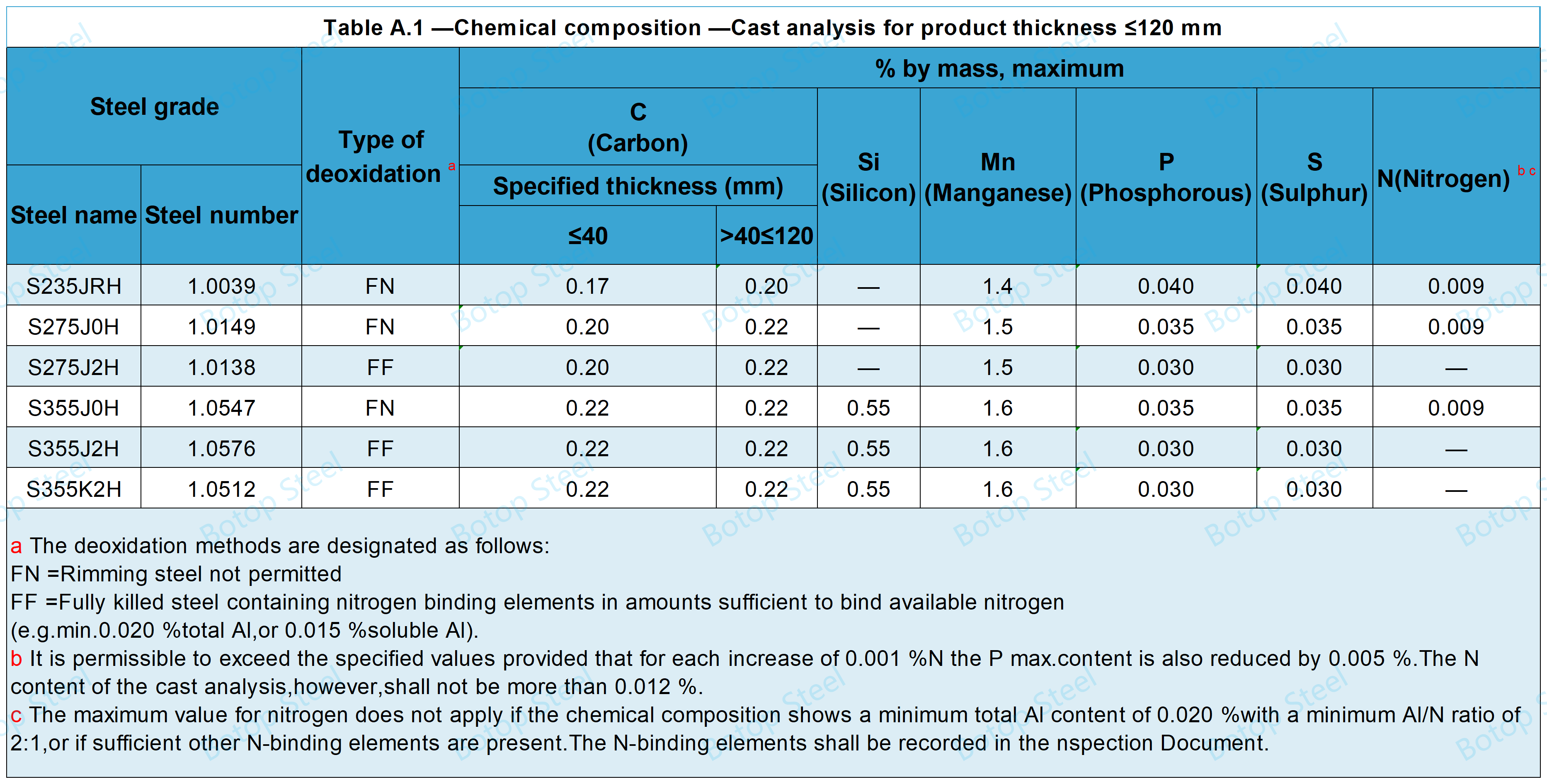
BS EN 10210 ķīmiskais sastāvs
Neleģētie tēraudi - ķīmiskais sastāvs
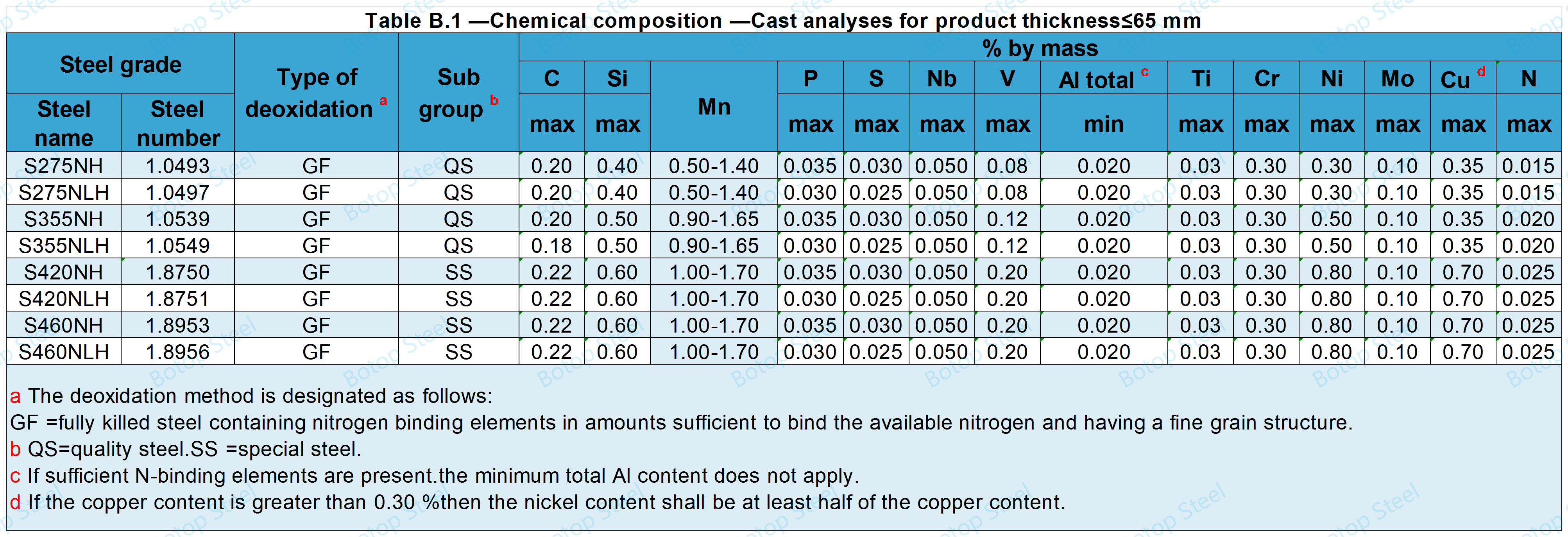
Smalkgraudaino tēraudu ķīmiskais sastāvs
OEV noteikšanai izmanto šādu formulu:
OEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
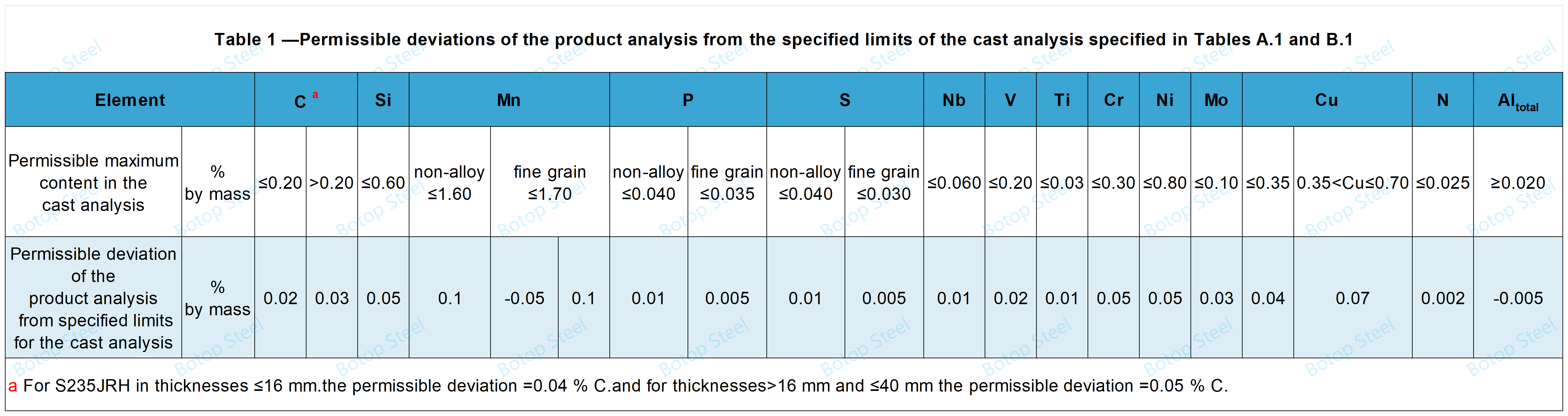
Ķīmiskā sastāva novirze
BS EN 10210 mehāniskās īpašības
Sprieguma mazināšanas atkvēlināšana vairāk nekā 580 °C temperatūrā vai ilgāk par vienu stundu var izraisīt mehānisko īpašību pasliktināšanos.
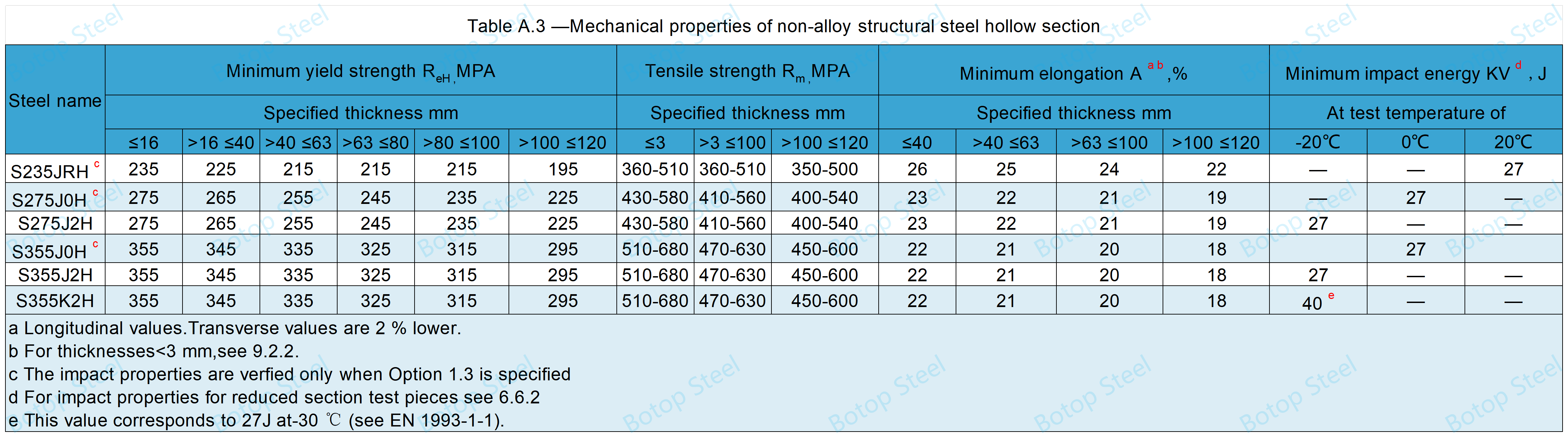
Neleģētie tēraudi - mehāniskās īpašības
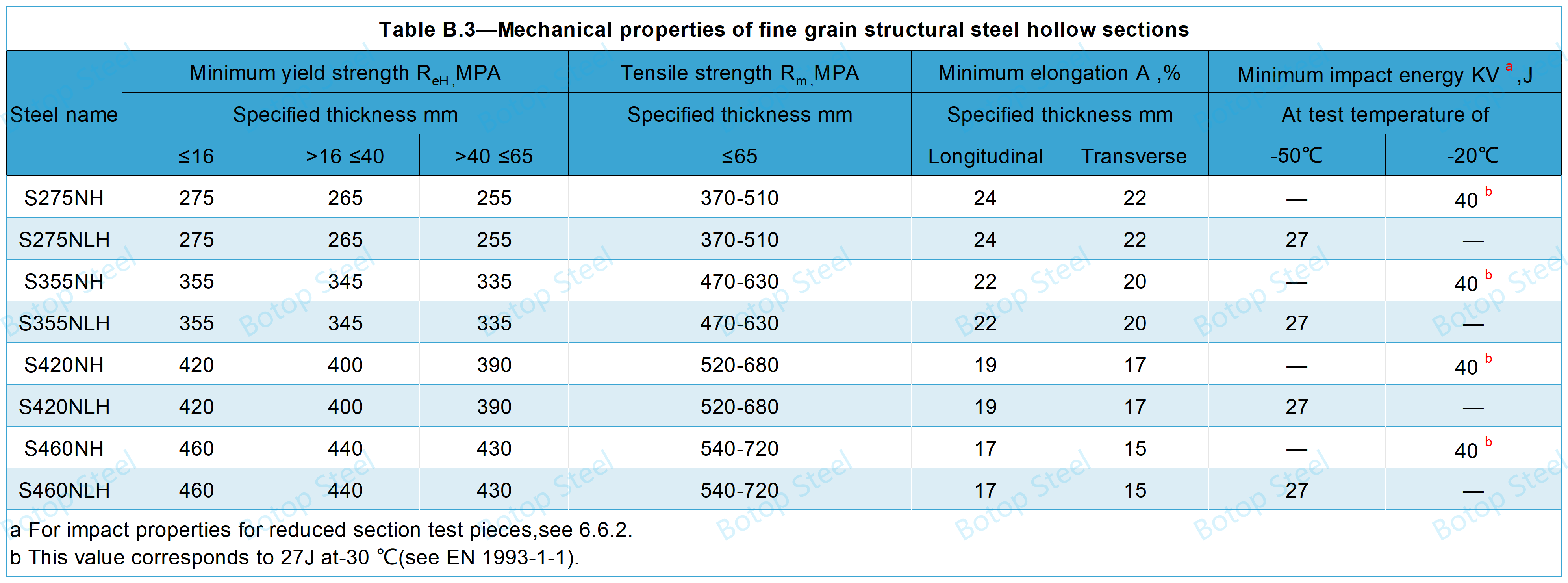
Smalkgraudainu tēraudu mehāniskās īpašības
Trieciena testi
Triecienizturības pārbaude nav nepieciešama, ja norādītais biezums < ir 6 mm.
Jāizmanto standarta V veida paraugi saskaņā ar EN 10045-1.
Ja nominālais izstrādājuma biezums nav pietiekams standartizētu paraugu sagatavošanai, testi jāveic, izmantojot paraugus, kuru platums ir mazāks par 10 mm, bet ne mazāks par 5 mm.
Metināmība
BS EN 10210 tēraudi ir metināmi.
EN 1011-1 un EN 1011-2 nosaka metināto izstrādājumu vispārīgās prasības.
Aukstās plaisas metināšanas zonā ir galvenais risks, palielinoties izstrādājuma biezumam, stiprības līmenim un oglekļa ekvivalentam (CEV).
Izmēru pielaide
Formas, taisnuma un masas pielaides

Garuma pielaides

Zāģa metinājuma šuves augstums
Iekšējās un ārējās metinājuma šuves augstuma pielaide iegremdētā loka metinātām dobām sekcijām.
| Biezums, T | Maksimālais metinājuma šuves augstums, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
Standarts BS EN 10210 aptver gan bezšuvju, gan metinātus karstās apdares dobos profilus. Galvenie metināšanas procesi ir pretestības metināšana (ERW) un zemapmetināta loka metināšana (SAW). ERW tērauda cauruļu metinājumi lielākoties ir neredzami, savukārt SAW metinājumi parasti ir raupjāki un redzamāki SAW dēļ.
Virsmas izskats
Virsmai jābūt gludai, atbilstoši izmantotajai ražošanas metodei;
Ja biezums ir pielaides robežās, ir pieļaujami ražošanas procesa rezultātā radušies izciļņi, rievas vai seklas gareniskās rievas.
Cinkots
BS EN 10210 produkti ir piemēroti karstās cinkošanas apstrādei.
Pārklājuma prasību noteikšanai jāizmanto standarts EN ISO 1461.
Cinka pārklājumus uzklāj, iegremdējot tos izkausētā šķīdumā, kas satur vismaz 98% cinka.
Virsmas defektu remonts
Ražotājs var noņemt virsmas defektus, tos slīpējot, ja remontētās virsmas biezums nav mazāks par minimālo pieļaujamo biezumu.
Ja ražots ar metināšanas procesu, metinājumu remonts nav atļauts, izņemot metināšanu ar kušņiem.
Neleģētā tērauda caurules drīkst remontēt, metinot caurules korpusu. Leģētā tērauda caurules nedrīkst remontēt, metinot korpusu.
BS EN 10210 marķējums
Tērauda cauruļu marķējuma saturam jāietver:
ir tērauda nosaukums, piem., EN 10210-S275JOH.
ir ražotāja nosaukums vai preču zīme.
identifikācijas kods, piemēram, pasūtījuma numurs.
BS EN 10210 tērauda caurules var marķēt ar dažādām metodēm, lai nodrošinātu vieglu identifikāciju un izsekojamību, vai nu krāsojot, štancējot, uzlīmējot etiķetes vai papildu etiķetes, kuras var izmantot atsevišķi vai kombinācijā.
Pieteikumi
Pateicoties augstajai izturībai, labai stingrībai un metināmībai, BS EN 10210 spēj izturēt plašu vides un slodzes apstākļu klāstu un tiek plaši izmantots dažādos konstrukcijas pielietojumos.
Ēku konstrukcijaspiem., augstceltņu karkasi, stadionu jumta konstrukcijas un tiltu atbalsta elementi.
Mašīnbūve: rāmji un balsti mašīnām un smagajam aprīkojumam.
Civilā inženierijapiemēram, tuneļu balsti, tiltu kolonnas un citas nesošās konstrukcijas.
Transporta infrastruktūraieskaitot ceļu un dzelzceļa tiltu komponentus.
Enerģētikas sektorspiemēram, vēja turbīnu torņi un citas enerģijas objektu konstrukcijas sastāvdaļas.
Mēs esam augstas kvalitātes metinātu oglekļa tērauda cauruļu ražotājs un piegādātājs no Ķīnas, kā arī bezšuvju tērauda cauruļu izplatītājs, piedāvājot plašu tērauda cauruļu risinājumu klāstu!
Birkas: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Publicēšanas laiks: 2024. gada 25. aprīlis