
JIS G 3456 tērauda caurulesOglekļa tērauda caurules galvenokārt ir piemērotas lietošanai apkalpošanas vidē ar ārējo diametru no 10,5 mm līdz 660,4 mm temperatūrā, kas pārsniedz 350 ℃.

Navigācijas pogas
JIS G 3456 klases klasifikācija
Izejvielas
JIS G 3456 ražošanas procesi
Caurules gals
Karstā apstrāde
JIS G 3456 ķīmiskie komponenti
JIS G 3456 stiepes pārbaude
Saplacināšanas eksperiments
Lokamības tests
Hidrauliskā pārbaude vai nesagraujošā pārbaude (NDT)
JIS G 3456 cauruļu svara diagramma un cauruļu grafiki
Izmēru pielaides
Izskats
JIS G 3456 marķējums
JIS G 3456 tērauda cauruļu pielietojumi
Ar JIS G 3456 saistītie standarti
Mūsu saistītie produkti
JIS G 3456 klases klasifikācija
JIS G 3456 standartam ir trīs pakāpes atkarībā no caurules stiepes izturības.
STPT370, STPT410 un STPT480
Tās ir caurules ar minimālo stiepes izturību attiecīgi 370, 410 un 480 N/mm² (MPa).
Izejvielas
Caurulēm jābūt izgatavotām no mierinātā tērauda.
Mierinātais tērauds ir īpašs tērauda veids, kam raksturīga specifisku elementu, piemēram, alumīnija un silīcija, pievienošana kausēšanas procesā, lai absorbētu un saistītu skābekli un citus kaitīgus piemaisījumus tēraudā.
Šis process efektīvi noņem gāzes un piemaisījumus, tādējādi uzlabojot tērauda tīrību un vienmērīgumu.
JIS G 3456 ražošanas procesi
Ražots, izmantojot atbilstošu cauruļu ražošanas procesu un apdares metožu kombināciju.
| Pakāpes simbols | Ražošanas procesa simbols | ||
| Cauruļu ražošanas process | Apdares metode | Marķēšana | |
| STPT370 STPT410 STPT480 | Bezšuvju:S | Karstās apdares:H Aukstā apdare:C | Kā norādīts 13. punkta b) apakšpunktā. |
| Elektriskās pretestības metināšana:E Sametināts ar mucu:B | Karstās apdares:H Aukstā apdare:C Kā elektriskās pretestības metināšana:G | ||
PriekšSTPT 480klases caurulēm, jāizmanto tikai bezšuvju tērauda caurules.
Ja tiek izmantota pretestības metināšana, metinājuma šuves caurules iekšējās un ārējās virsmās ir jānoņem, lai iegūtu gludu metinājuma šuvi.
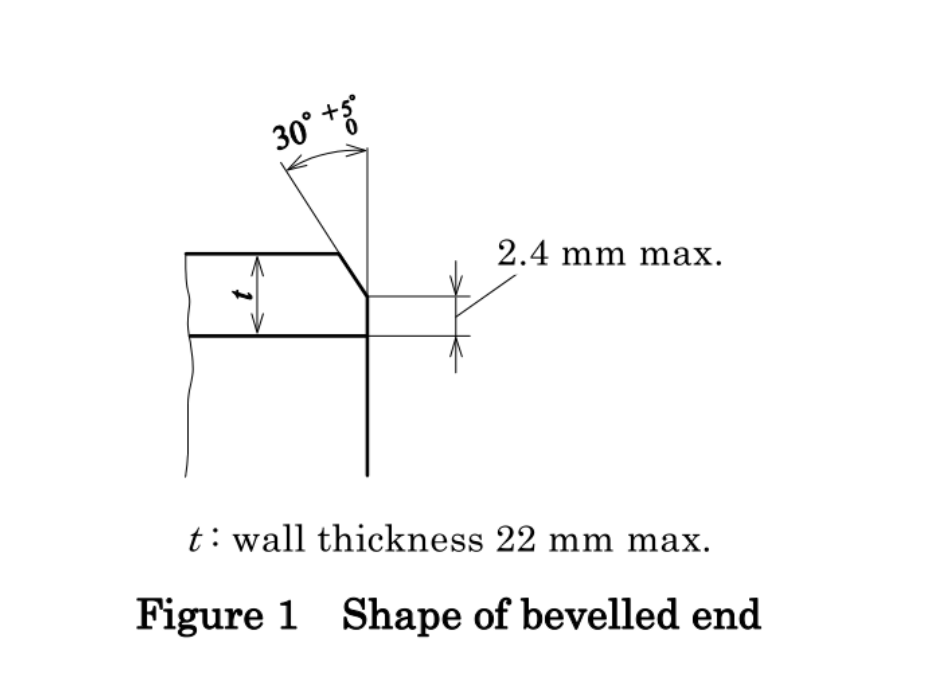
Caurules gals
Caurulei jābūtplakans gals.
Ja caurulei nepieciešams slīpēts gals, tērauda caurulei, kuras sienas biezums ir ≤ 22 mm, slīpuma leņķis ir 30–35°, tērauda caurules malas slīpuma platums ir ne vairāk kā 2,4 mm.
Tērauda caurules ar slīpu galu, ja sienas biezums ir lielāks par 22 mm, parasti to apstrādā kā kompozītmateriālu slīpumu, un standartu ieviešanā var atsaukties uz attiecīgajām ASME B36.19 prasībām.
Karstā apstrāde
Izvēlieties atbilstošu termiskās apstrādes procesu atbilstoši klasei un ražošanas procesam.

JIS G 3456 ķīmiskie komponenti
Ķīmiskā sastāva pārbaude
Siltuma analīzes metodei jāatbilst JIS G 0320 standartam.
Produkta analīzes metodei jāatbilst JIS G 0321 standartam.
| Pakāpes simbols | C(Ogleklis) | Si(Silīcijs) | Mn(Mangāns) | P(Fosfors) | S(Sērs) |
| maks | maks | maks | |||
| STPT370 | 0,25% | 0,10–0,35% | 0,30–0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10–0,35% | 0,30–1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10–0,35% | 0,30–1,00% | 0,035% | 0,035% |
Ķīmiskā sastāva pielaides
Bezšuvju tērauda caurulēm jāatbilst JIS G 0321 3. tabulā noteiktajām pielaidēm.
Ar pretestības metinājumu metinātām tērauda caurulēm jāatbilst JIS G 0321 2. tabulā norādītajām pielaidēm.
JIS G 3456 stiepes pārbaude
Testa metodes: Testa metodēm jāatbilst JIS Z.2241 standartiem.
Caurulei jāatbilst 4. tabulā norādītajām prasībām attiecībā uz stiepes izturību, tecēšanas robežu un pagarinājumu.
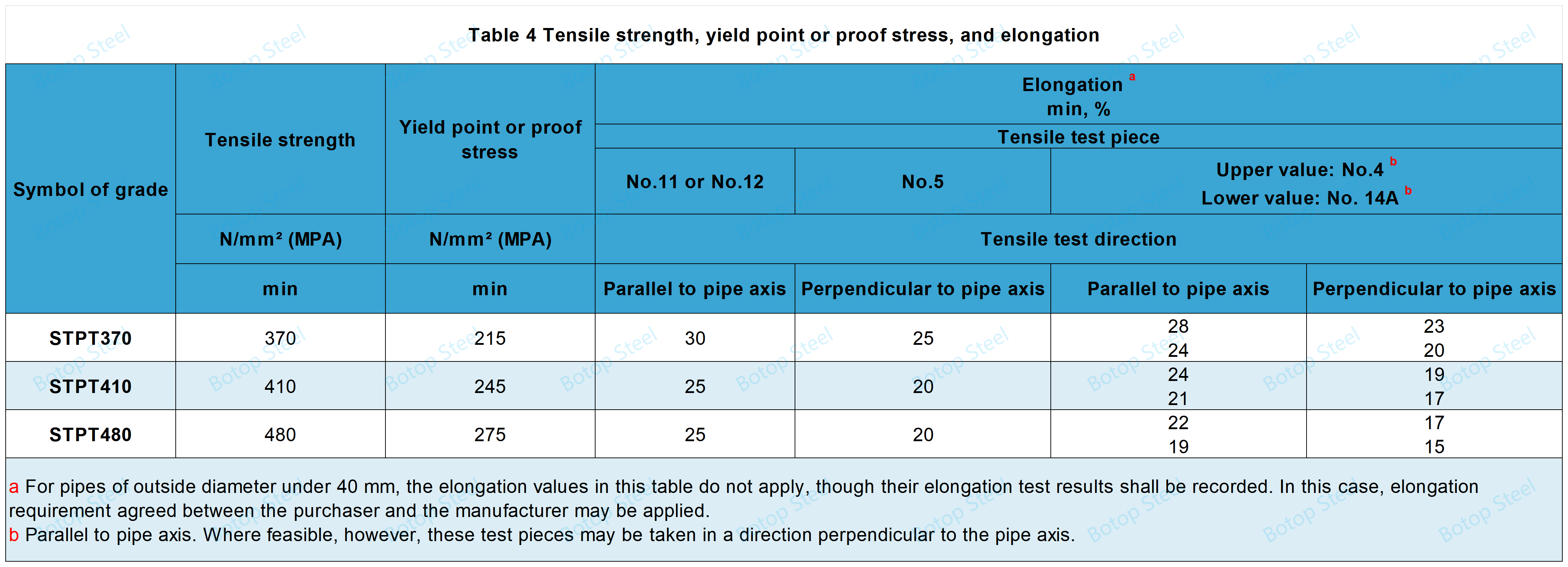
Izmantotajam testa paraugam jābūt ar Nr. 11, Nr. 12 (Nr. 12A, Nr. 12B vai Nr. 12C), Nr. 14A, Nr. 4 vai Nr. 5, kā norādīts JIS Z 2241.
Testa parauga Nr. 4 diametram jābūt 14 mm (mēra garums 50 mm).
11. un 12. testa paraugs jāņem paralēli caurules asij,
Testa paraugi Nr. 14A un Nr. 4, vai nu paralēli, vai perpendikulāri caurules asij,
un 5. pārbaudes paraugs perpendikulāri caurules asij.
No elektropretestības metinājuma tērauda caurules ņemtajam testa paraugam Nr. 12 vai Nr. 5 nedrīkst būt metinājuma šuve.
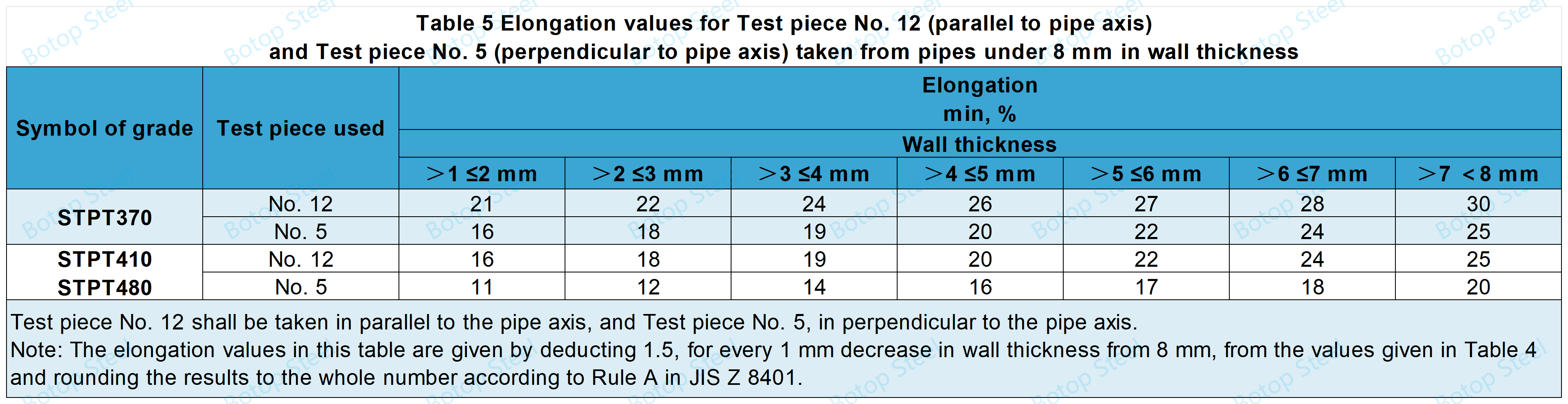
Cauruļu, kuru biezums ir mazāks par 8 mm, stiepes pārbaudei, izmantojot 12. testa paraugu vai 5. testa paraugu, piemēro 5. tabulā norādītās pagarinājuma prasības.
Saplacināšanas eksperiments
Istabas temperatūrā (5°C–35°C) saplaciniet paraugu starp divām platformām, līdz tasattālums (H) starp tiem sasniedz norādīto vērtību, un pēc tam pārbaudiet, vai nav plaisu.
H=(1+e)t/(e+t/D)
н: attālums starp plāksnēm (mm)
t: caurules sienas biezums (mm)
D: caurules ārējais diametrs (mm)
е: katrai cauruļu klasei definētā konstante:
0,08 STPT370 gadījumā,
0,07 STPT410 un STPT480 modeļiem
Lokamības tests
Locāmība ir piemērojama caurulēm ar ārējo diametru 60,5 mm vai mazāku.
Testa metode Istabas temperatūrā (no 5 °C līdz 35 °C) salieciet testa paraugu ap veidni, līdz iekšējais rādiuss ir 6 reizes lielāks par caurules ārējo diametru, un pārbaudiet, vai nav plaisu. Šajā testā metinājumam jāatrodas aptuveni 90 ° attālumā no līkuma ārējās daļas.
Liecamības testu var veikt arī saskaņā ar prasību, ka iekšējais rādiuss ir četras reizes lielāks par caurules ārējo diametru un lieces leņķis ir 180°.
Hidrauliskā pārbaude vai nesagraujošā pārbaude (NDT)
Katrai caurulei jāveic hidrauliskā pārbaude vai nesagraujošā pārbaude.
Hidrauliskā pārbaude
Turiet cauruli vismaz pie norādītā minimālā hidrauliskā testa spiediena vismaz 5 sekundes un pārliecinieties, vai caurule spēj izturēt spiedienu bez noplūdes.
Hidrauliskais laiks ir norādīts saskaņā ar tērauda cauruļu grafiku.
| 6. tabula. Minimālais hidrauliskā testa spiediens | ||||||||||
| Nominālais sienas biezums | Grafika numurs: Sk | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimālais hidrauliskā testa spiediens, MPa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Nesagraujošā pārbaude
Ja tiek izmantota ultraskaņas pārbaude, kā trauksmes līmeņi jāizmanto signāli no references paraugiem, kas satur UD tipa references standartus, kā norādīts JIS G 0582; jebkurš signāls no caurules, kas ir vienāds ar vai lielāks par trauksmes līmeni, ir jānoraida. Turklāt cauruļu testēšanai, izņemot aukstās apdares caurules, kvadrātveida padziļinājumu minimālajam dziļumam jābūt 0,3 mm.
Ja tiek izmantota virpuļstrāvas pārbaude, kā trauksmes līmenis jāizmanto EY tipa atsauces standarta signāli, kā norādīts JIS G 0583; jebkurš signāls no caurules, kas ir vienāds ar trauksmes līmeni vai lielāks par to, ir noraidījuma iemesls.
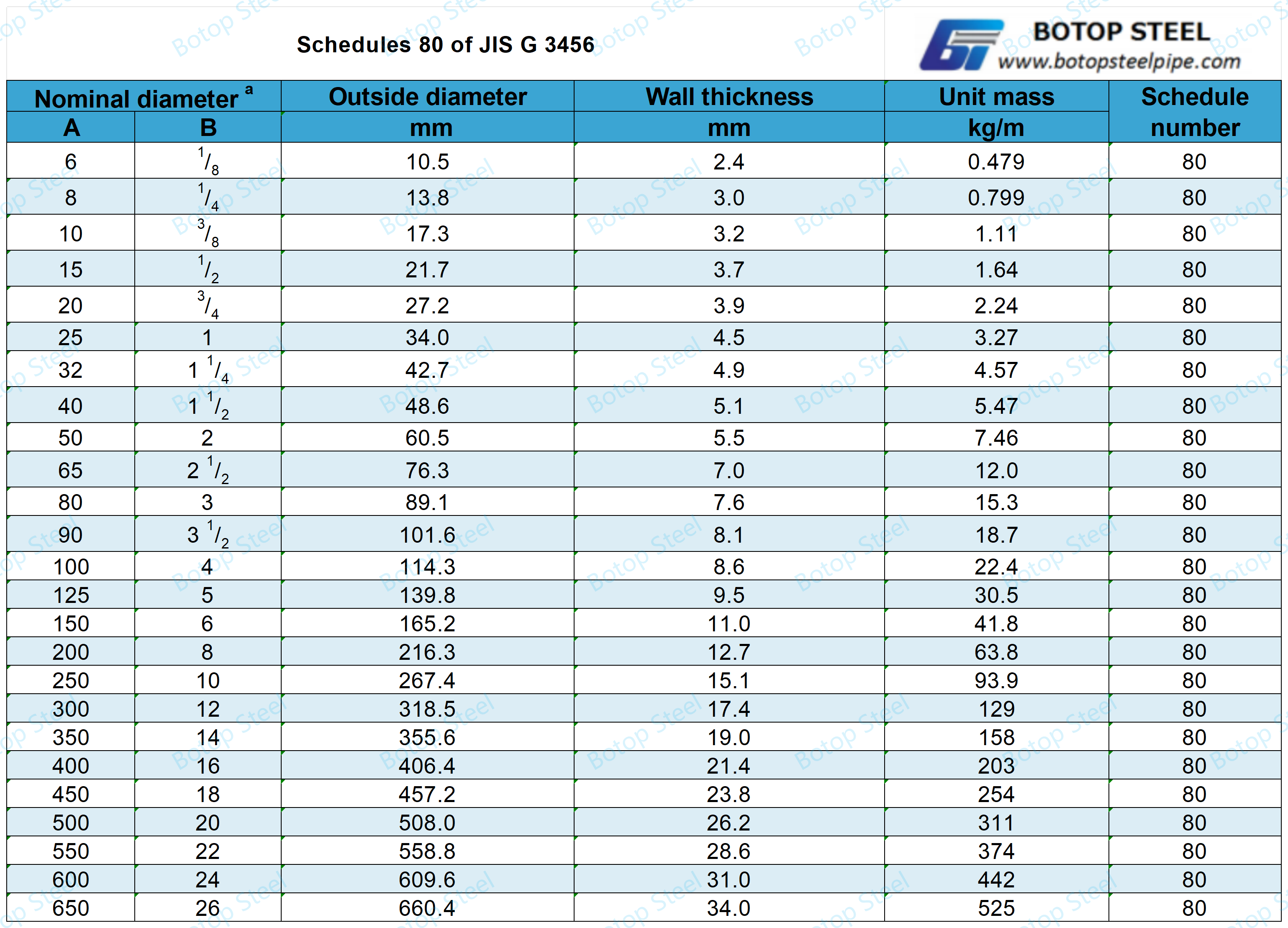
JIS G 3456 cauruļu svara diagramma un cauruļu grafiki
Tērauda cauruļu svara aprēķināšanas formula
Pieņemsim, ka tērauda caurules blīvums ir 7,85 g/cm³, un noapaļosim rezultātu līdz trim nozīmīgiem cipariem.
W = 0,02466t (Dt)
W: caurules masas vienība (kg/m)
tcaurules sienas biezums (mm)
D: caurules ārējais diametrs (mm)
0,02466: konversijas koeficients W iegūšanai
Cauruļu svara diagramma
Cauruļu svara tabulas un grafiki ir svarīgas atsauces, ko parasti izmanto cauruļvadu projektēšanā.
Cauruļu grafiki
Grafiks ir standartizēta sienas biezuma un caurules nominālā diametra kombinācija.
40. un 80. grafika tērauda caurules tiek plaši izmantotas rūpniecībā un būvniecībā. Tās ir izplatīti cauruļu izmēri ar dažādu sienu biezumu un jaudu dažādiem pielietojuma scenārijiem.
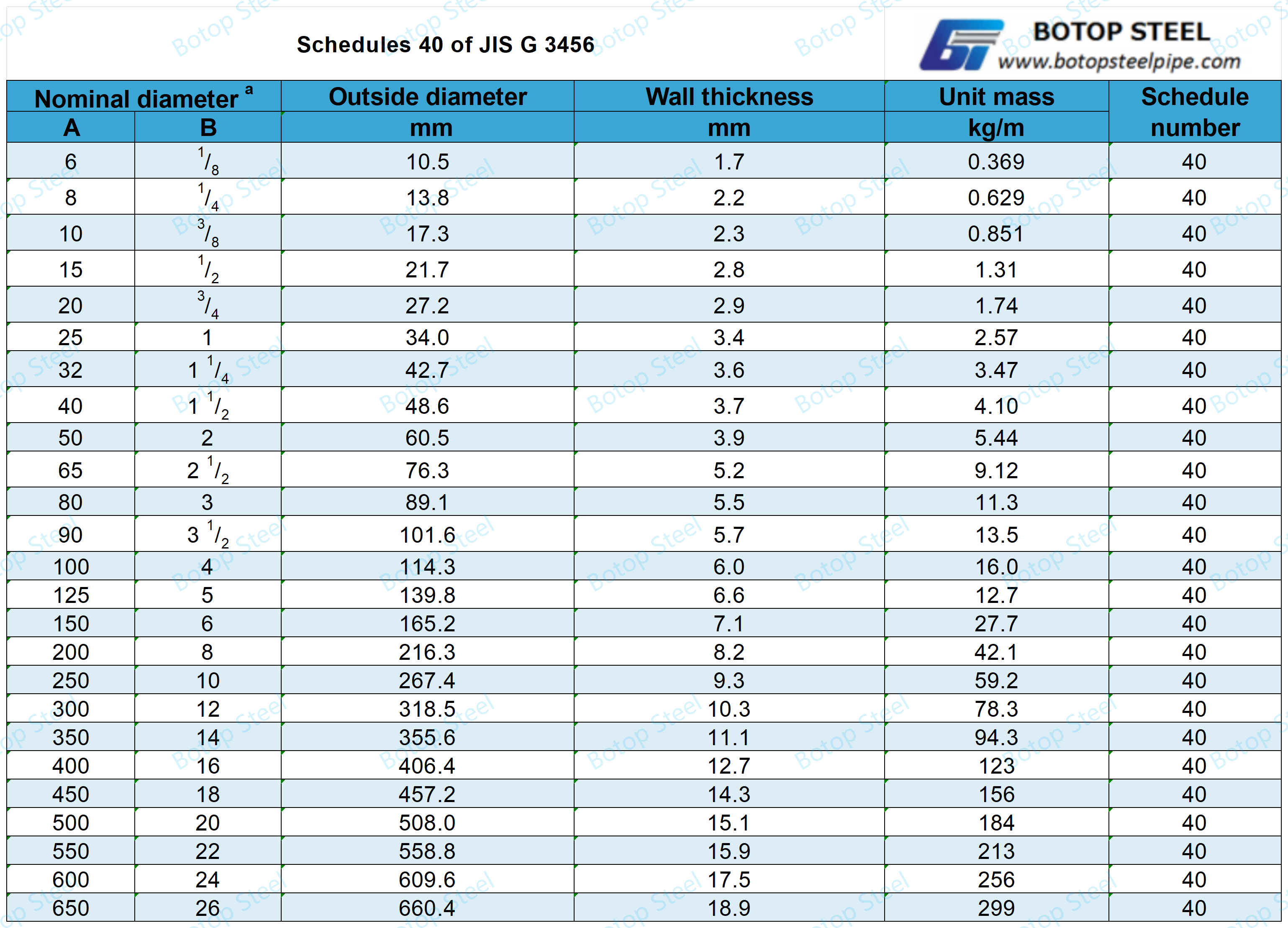
Ja vēlaties uzzināt vairāk parcauruļu svara tabula un cauruļu grafiksstandartā varat noklikšķināt, lai to apskatītu!
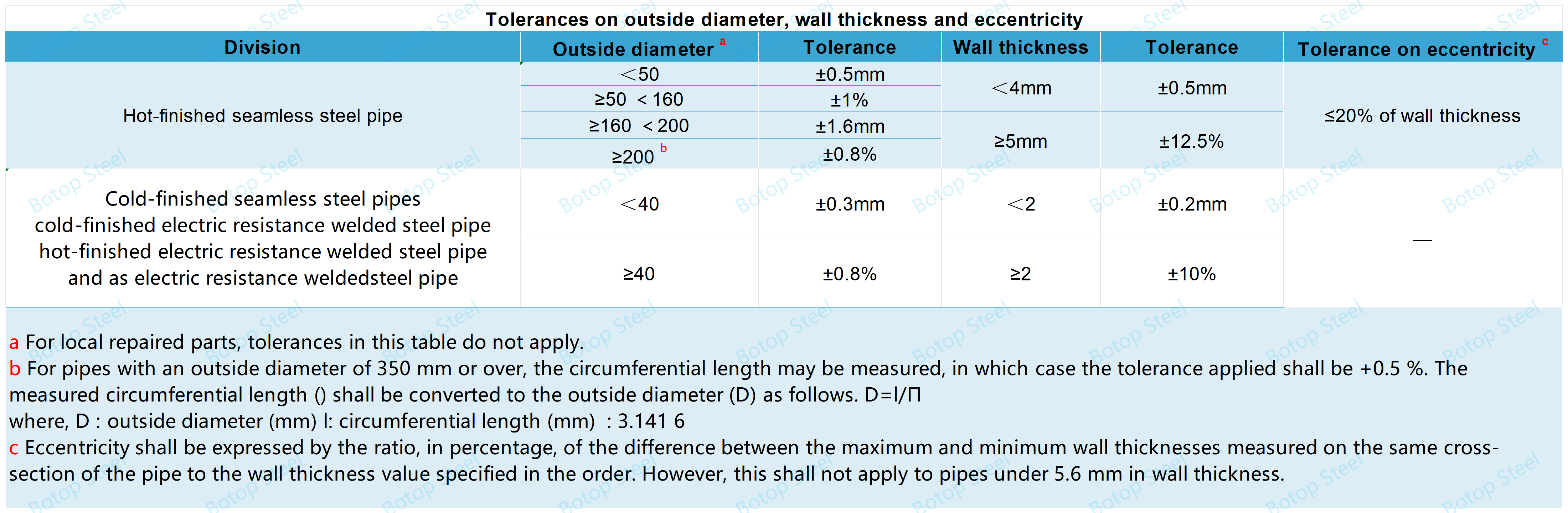
Izmēru pielaides
Izskats
Caurules iekšējai un ārējai virsmai jābūt gludai un bez defektiem, kas varētu radīt nelabvēlīgus apstākļus.
Caurulei jābūt taisnai, ar galiem taisnā leņķī pret caurules asi.
Caurules var remontēt slīpējot, apstrādājot vai izmantojot citas metodes, bet remontētajam sienas biezumam jāpaliek noteiktajās pielaidēs, un remontētajai virsmai jābūt gludai profilā.
Remontētās caurules sienas biezumam jāatbilst noteiktajām pielaidēm, un remontētās caurules virsmai jābūt gludai profilā.
JIS G 3456 marķējums
Katrai caurulei, kas iztur pārbaudi, jābūt marķētai ar šādu informāciju. Maza diametra caurulēm etiķetes var izmantot uz saišķiem.
a) Pakāpes simbols
b) Ražošanas procesa simbols
Ražošanas procesa simbols ir šāds. Domuzīmes var aizstāt ar tukšumiem.
Karstās apdares bezšuvju tērauda caurule: -SH
Aukstā apdare bezšuvju tērauda caurule: -SC
Kā elektriskās pretestības metināta tērauda caurule: -EG
Karstās apdares elektriskās pretestības metinājuma tērauda caurules: -EH
Aukstā apdare ar elektrisko pretestību metinātu tērauda cauruli: -EC
c) Izmēri, izteikts ar nominālo diametru × nominālo sienas biezumu vai ārējo diametru × sienas biezumu.
d) Ražotāja nosaukums vai identificējošs zīmols
Piemērs:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
JIS G 3456 tērauda cauruļu pielietojumi
JIS G 3456 tērauda caurules parasti izmanto iekārtām un cauruļvadu sistēmām augstas temperatūras un augsta spiediena vidē, piemēram, katlos, siltummaiņos, augstspiediena tvaika cauruļvados, termoelektrostacijās, ķīmiskajās rūpnīcās un papīrfabrikās.
Ar JIS G 3456 saistītie standarti
Šie standarti visi attiecas uz cauruļvadiem augstas temperatūras un augsta spiediena vidē un tos var izmantot kā alternatīvu JIS G 3456 standartam.
ASTM A335/A335M: piemērojams leģētā tērauda caurulēm
DIN 17175: bezšuvju tērauda caurulēm
EN 10216-2: bezšuvju tērauda caurulēm
GB 5310: piemērojams bezšuvju tērauda caurulēm
ASTM A106/A106M: Bezšuvju oglekļa tērauda caurules
ASTM A213/A213M: Bezšuvju caurules un cauruļvadi no leģētā tērauda un nerūsējošā tērauda
EN 10217-2: Piemērots metinātām caurulēm un cauruļvadiem
ISO 9329-2: Bezšuvju oglekļa un leģētā tērauda caurules un cauruļvadi
NFA 49-211: bezšuvju tērauda caurulēm un cauruļvadiem
BS 3602-2: bezšuvju oglekļa tērauda caurulēm un veidgabaliem
Mūsu saistītie produkti
Mēs esam augstas kvalitātes metinātu oglekļa tērauda cauruļu ražotājs un piegādātājs no Ķīnas, kā arī bezšuvju tērauda cauruļu izplatītājs, piedāvājot plašu tērauda cauruļu risinājumu klāstu! Ja vēlaties uzzināt vairāk informācijas par tērauda cauruļu izstrādājumiem, varat sazināties ar mums.
Birkas: JIS G 3456, SPTP370, STPT410, STPT480, STPT, piegādātāji, ražotāji, rūpnīcas, izplatītāji, uzņēmumi, vairumtirdzniecība, pirkšana, cena, kotācija, vairumtirdzniecība, pārdošana, izmaksas.
Publicēšanas laiks: 2024. gada 29. aprīlis