



Челична цевка JIS G 3461е безшевна (SMLS) или електричноотпорна (ERW) цевка од јаглероден челик, која главно се користи во котли и разменувачи на топлина за апликации како што е реализација на размена на топлина помеѓу внатрешноста и надворешноста на цевката.
STB340е цевка од јаглероден челик од класа според стандардот JIS G 3461. Има минимална затегнувачка цврстина од 340 MPa и минимална граница на истегнување од 175 MPa.
Тоа е материјал по избор за многу индустриски апликации поради неговата висока цврстина, добра термичка стабилност, прилагодливост, релативна отпорност на корозија, економичност и добра обработливост.
JIS G 3461има три степени.СТБ340, СТБ410, СТБ510.
STB340Минимална затегнувачка цврстина: 340 MPa; Минимална граница на истегнување: 175 MPa.
STB410Минимална затегнувачка цврстина: 410 MPa; Минимална граница на истегнување: 255 MPa.
STB510:Минимална затегнувачка цврстина: 510 MPa; Минимална граница на истегнување: 295 MPa.
Всушност, не е тешко да се открие дека ознаката JIS G 3461 е класифицирана според минималната затегнувачка цврстина на челичната цевка.
Како што се зголемува степенот на материјалот, соодветно се зголемуваат и неговите затегнувачки цврстини и јачини на истегнување, што му овозможува на материјалот да издржи поголеми оптоварувања и притисоци за потешки работни средини.
Надворешен дијаметар од 15,9-139,8 мм.
Примените во котли и разменувачи на топлина обично не бараат многу големи дијаметри на цевките. Помалите дијаметри на цевките ја зголемуваат топлинската ефикасност бидејќи односот на површината и волуменот за пренос на топлина е поголем. Ова помага топлинската енергија да се пренесува побрзо и поефикасно.
Цевките треба да бидат произведени одубиен челик.
Комбинација од методи за производство на цевки и методи за завршна обработка.

Подетално, тие можат да се класифицираат на следниов начин:
Бесшевна челична цевка со топла обработка: SH
Ладно обработена безшевна челична цевка: SC
Како електрично отпорна заварена челична цевка: EG
Топло обработена електрично отпорна заварена челична цевка: EH
Ладно обработена електрично отпорна заварена челична цевка: EC
Еве го текот на производството на топло-финишираната безшевна ткаенина.

За процесот на бесшевно производство, тој може грубо да се подели на безшевни челични цевки со надворешен дијаметар поголем од 30 mm со производство со топла завршна обработка и 30 mm со производство со ладна завршна обработка.

Методите за термичка анализа треба да бидат во согласност со стандардите во JIS G 0320.
Може да се додадат и легирачки елементи различни од овие за да се добијат специфични својства.
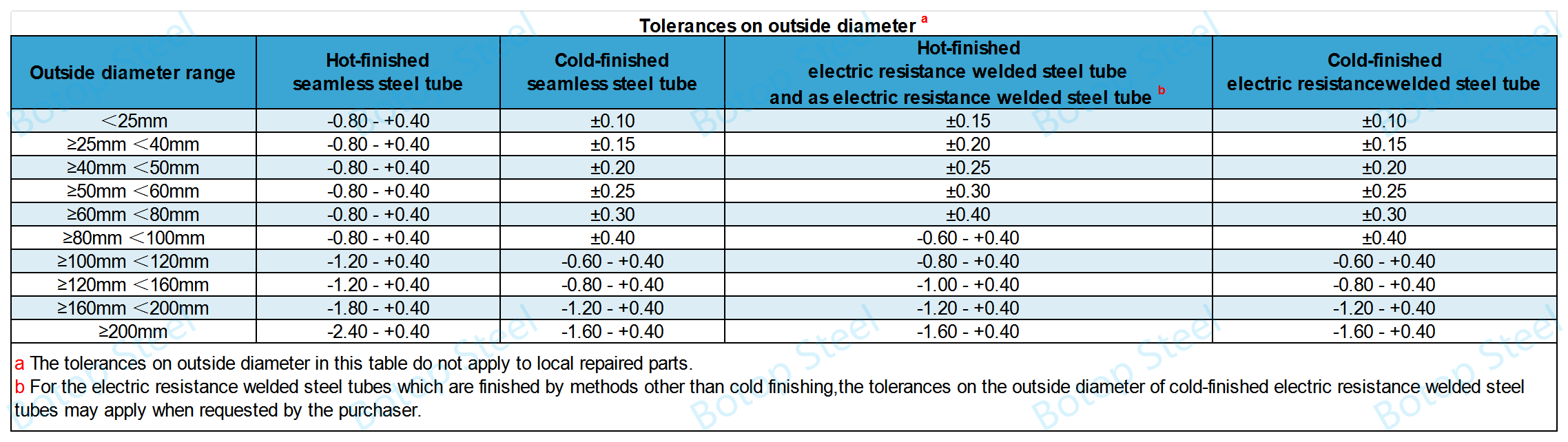
Кога производот се анализира, вредностите на отстапувањето на хемискиот состав на цевката треба да ги исполнуваат барањата од Табела 3 од JIS G 0321 за безшевни челични цевки и Табела 2 од JIS G 0321 за челични цевки со отпорно заварување.
| Симбол на одделение | C (јаглерод) | Si (силициум) | Mn (манган) | P (фосфор) | S (сулфур) |
| макс. | макс. | макс. | макс. | ||
| STB340 | 0,18 | 0,35 | 0,30-0,60 | 0,35 | 0,35 |
| Купувачот може да ја одреди количината на Si во опсег од 0,10% до 0,35%. | |||||
Хемискиот состав на STB340 е дизајниран да обезбеди соодветни механички својства и машинска обработка, а воедно го прави материјалот погоден за заварување и апликации во средини со висока температура.
| Симбол на одделение | Затегнувачка цврстина a | Точка на попуштање или напон на доказ | Мин. издолжување, % | ||
| Надворешен дијаметар | |||||
| <10 мм | ≥10мм <20мм | ≥20 мм | |||
| N/mm² (MPA) | N/mm² (MPA) | Тест парче | |||
| Бр. 11 | Бр. 11 | Бр. 11/Бр. 12 | |||
| мин | мин | Насока на тест за истегнување | |||
| Паралелно со оската на цевката | Паралелно со оската на цевката | Паралелно со оската на цевката | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
Забелешка: исклучиво за цевките за разменувач на топлина, купувачот може, доколку е потребно, да ја наведе максималната вредност на затегнувачката цврстина. Во овој случај, максималната вредност на затегнувачката цврстина треба да биде вредноста добиена со додавање на 120 N/mm² на вредноста во оваа табела.
Кога тестот за затегнување се изведува на тест парче бр. 12 за цевка со дебелина на ѕидот под 8 mm.
| Симбол на одделение | Користен тест дел | Издолжување мин., % | ||||||
| Дебелина на ѕидот | ||||||||
| >1 ≤2 мм | >2 ≤3 мм | >3 ≤4 мм | >4 ≤5 мм | >5 ≤6 мм | >6 ≤7 мм | >7 <8 мм | ||
| STB340 | Бр. 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
Вредностите на издолжување во оваа табела се пресметуваат со одземање на 1,5% од вредноста на издолжување дадена во Табела 4 за секое намалување од 1 mm на дебелината на ѕидот на цевката од 8 mm, и со заокружување на резултатот на цел број според Правилото А од JIS Z 8401.
Методот на тестирање треба да биде во согласност со JIS Z 2245. Тврдоста на тест парчето треба да се мери на неговиот пресек или внатрешна површина на три позиции по тест парче.
| Симбол на одделение | Тврдост по Роквел (средна вредност од три позиции) HRBW |
| STB340 | 77 максимум. |
| STB410 | 79 максимум. |
| STB510 | 92 максимум. |
Ова тестирање не треба да се изведува на цевки со дебелина на ѕидот од 2 mm или помалку. За електрично отпорни заварени челични цевки, тестирањето треба да се изврши во делот различен од заварот или зоните погодени од топлина.
Не се однесува на безшевни челични цевки.
Метод на тестирање Ставете го примерокот во машината и израмнете го сè додека растојанието помеѓу двете платформи не ја достигне одредената вредност H. Потоа проверете го примерокот за пукнатини.
При тестирање на заварена цевка со критичен отпор, линијата помеѓу заварот и центарот на цевката е нормална на насоката на компресија.
H=(1+e)t/(e+t/D)
H: растојание помеѓу плочите (мм)
t: дебелина на ѕидот на цевката (мм)
D: надворешен дијаметар на цевката (мм)
е:константа дефинирана за секој степен на цевката. STB340: 0,09; STB410: 0,08; STB510: 0,07.
Не се однесува на безшевни челични цевки.
Едниот крај од примерокот се проширува на собна температура (5°C до 35°C) со конусна алатка под агол од 60° сè додека надворешниот дијаметар не се зголеми за фактор 1,2 и се проверува за пукнатини.
Ова барање важи и за цевки со надворешен дијаметар поголем од 101,6 mm.
Тестот за обратно сплескање може да се изостави при изведување на тестот за проширување.
Исечете парче за тестирање со должина од 100 mm од едниот крај на цевката и пресечете го парчето за тестирање на половина под агол од 90° од линијата на заварување од двете страни на обемот, земајќи ја половината што го содржи заварот како парче за тестирање.
На собна температура (5 °C до 35 °C) израмнете го примерокот во плоча со заварот на врвот и проверете го примерокот за пукнатини на заварот.
Секоја челична цевка треба да биде хидростатски или недеструктивно тестирана.за да се обезбеди квалитетот и безбедноста на цевката и да се исполнат стандардите за употреба.
Хидрауличен тест
Држете ја внатрешноста на цевката на минимален или повисок притисок P (P max 10 MPa) најмалку 5 секунди, а потоа проверете дали цевката може да го издржи притисокот без протекување.
P=2st/D
P: тест притисок (MPa)
t: дебелина на ѕидот на цевката (мм)
D: надворешен дијаметар на цевката (мм)
s: 60 % од наведената минимална вредност на границата на истегнување или напрегањето на докажување.
Недеструктивен тест
Недеструктивното тестирање на челичните цевки треба да се изврши одултразвучно или тестирање со вртложни струи.
Заултразвученкарактеристики на инспекција, сигналот од референтен примерок што содржи референтен стандард од класа UD како што е наведено воJIS G 0582треба да се смета за ниво на аларм и треба да има основен сигнал еднаков или поголем од нивото на аларм.
Стандардната чувствителност на детекција завртложна струјаиспитот ќе биде од категоријата EU, EV, EW или EX наведено воJIS G 0583, и не смее да има сигнали еквивалентни или поголеми од сигналите од референтниот примерок што го содржи референтниот стандард од наведената категорија.

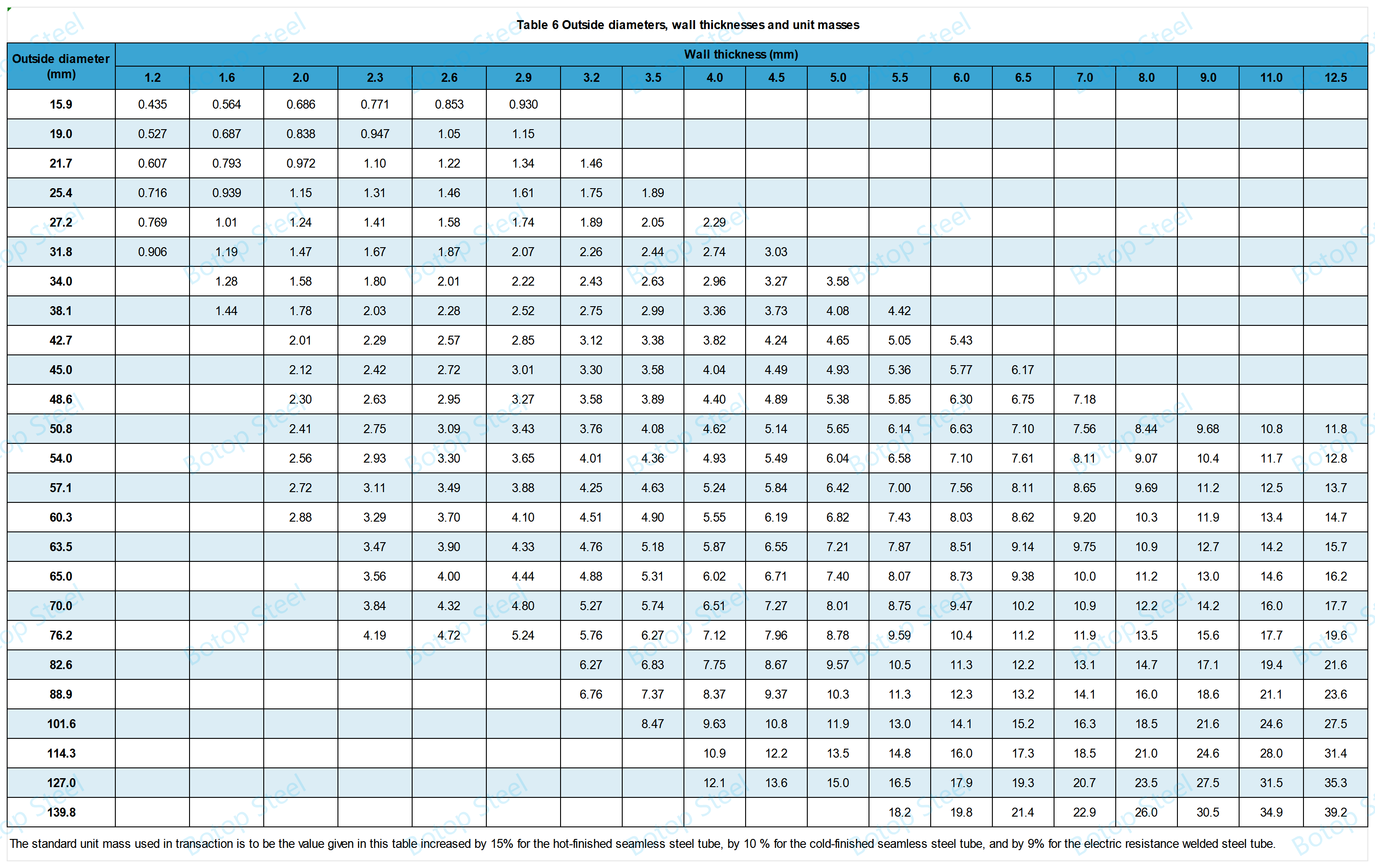
За повеќеТабели со тежина на цевки и распореди на цевкиво рамките на стандардот, можете да кликнете низ него.
Применете соодветен пристап за означување на следните информации.
а) Симбол на степен;
б) Симбол за методот на производство;
в) Димензии: надворешен дијаметар и дебелина на ѕидот;
г) Име на производителот или идентификациски бренд.
Кога означувањето на секоја цевка е тешко поради нејзиниот мал надворешен дијаметар или кога тоа го бара купувачот, означувањето може да се стави на секој сноп цевки со соодветен начин.
STB340 најчесто се користи во производството на водоводни цевки и димни цевки за разни индустриски котли, особено во средини каде што е потребна отпорност на високи температури и притисоци.
Поради добрите својства на топлинска спроводливост, погоден е и за производство на цевки за разменувачи на топлина, помагајќи ефикасно да се пренесува топлината помеѓу различни медиуми.
Може да се користи и за транспорт на течности со висока температура или висок притисок, како што се пареа или топла вода, и е широко користен во хемиската, електричната енергија и машинската индустрија.
ASTM A106 Степен А
DIN 17175 St35.8
DIN 1629 St37.0
БС 3059-1 Степен 320
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
Иако овие материјали може да бидат слични во однос на хемискиот состав и основните својства, специфичните процеси на термичка обработка и машинската обработка може да влијаат на својствата на финалниот производ.
Затоа, при избор на еквивалентни материјали за практични апликации, треба да се извршат детални споредби и соодветно тестирање.
Од своето основање во 2014 година, „Ботоп Стил“ стана водечки снабдувач на цевки од јаглероден челик во Северна Кина, познат по одлична услуга, висококвалитетни производи и сеопфатни решенија. Компанијата нуди разновидни цевки од јаглероден челик и сродни производи, вклучувајќи безшевни, ERW, LSAW и SSAW челични цевки, како и комплетна линија на фитинзи за цевки и прирабници.
Нејзините специјализирани производи вклучуваат и висококвалитетни легури и аустенитни не'рѓосувачки челици, прилагодени да ги задоволат барањата на разни проекти за цевководи.















