
Неодамна, нашата компанија доби нарачка што вклучува ASTM A335 P91безшевни челични цевки, кои треба да бидат сертифицирани од IBR (Индиски регулативи за котли) за да ги исполнат стандардите за употреба во Индија.
За да ви помогнам да имате референца кога ќе се соочите со слични барања, составив следниов детален опис на процесот на сертификација на IBR. Подолу се дадени специфични информации за нарачката и чекорите вклучени во процесот на сертификација.
ASTM A335 P91 Бесшевна алуминиумска цевка
Копчиња за навигација
Детали за нарачката
Што е ИБР
IBR процес на сертификација за ASTM A335 P91 безшевни цевки
1. Контактирајте ја Инспекциската агенција со детали
2. Поднесување на прелиминарни документи
3. Надзор на процесот на производство
4. Инспекција и тестирање на готов производ
5. Обезбедување на документација за процесот
6. Преглед на документи
7. IBR маркери
8. Издавање на IBR сертификат
Улога на добивањето на акредитација од IBR
За нас
Детали за нарачката
Место на користење на проектот: Индија
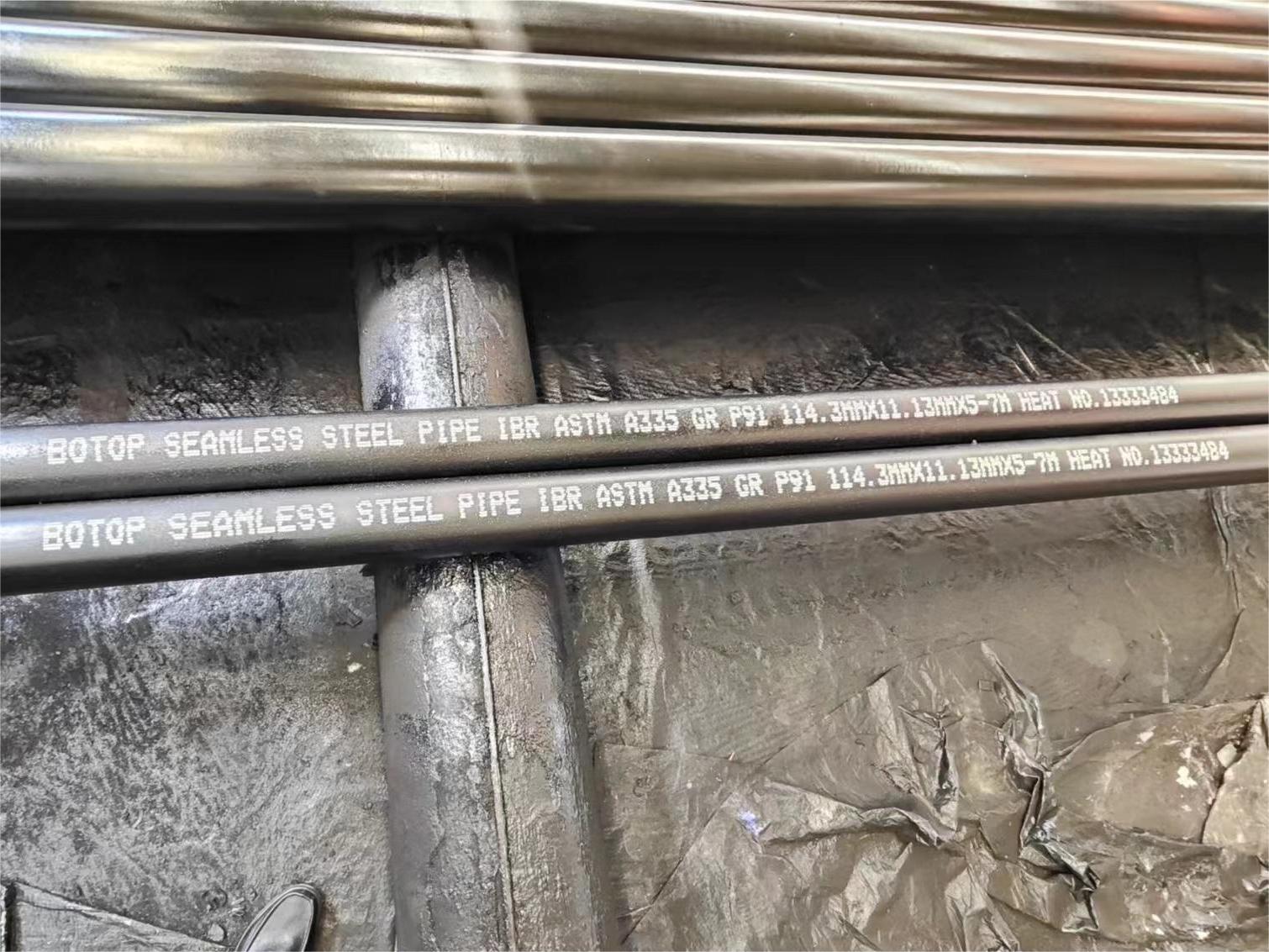
Име на производ: бесшевни цевки од легиран челик
Стандарден материјал:ASTM A335П91
Спецификација: 457,0 × 34,93 mm и 114,3 × 11,13 mm
Пакување: црна боја
Барање: Бесшевните цевки од легиран челик треба да имаат IBR сертификат
Што е ИБР
IBR (Индиски прописи за котли) е збир на детални прописи за дизајнирање, производство, инсталација и инспекција на котли и садови под притисок, кои се формулирани и спроведувани од Централниот одбор за котли на Индија за да се обезбеди безбедноста на котлите и садовите под притисок што се користат во Индија. Целата поврзана опрема што се извезува во Индија или се користи во Индија мора да ги почитува овие прописи.
IBR процес на сертификација за ASTM A335 P91 безшевни цевки
Подолу се дадени деталните чекори за добивање на IBR сертификат, објаснувајќи го целиот процес на јасен и едноставен начин:
1. Контактирајте ја Инспекциската агенција со детали
Избор на агенција за инспекција
Откако ќе бидете информирани за специфичните барања на клиентот, изберете и контактирајте агенција за инспекција овластена од IBR за да се обезбеди усогласеност и професионализам.
Вообичаените организации за инспекција вклучуваат TUV, BV и SGS.
За оваа нарачка, го избравме TUV како организација за инспекција за да се осигураме дека инспекциската работа на нашиот проект исполнува висок стандард на квалитет.
Дискутирајте ги деталите
Детално разговарајте со организацијата за инспекција за времето на инспекцијата, клучните точки од сведоците и документите што треба да се подготват итн., за да се осигурате дека целиот процес тече непречено.
2. Поднесување на прелиминарни документи
Поднесување на документи за дизајн, производствени процеси, сертификати за материјали и спецификации на производи до инспекциската агенција, кои се основа за последователни инспекции.
3. Надзор на процесот на производство
Типично, овој чекор вклучува инспектор кој ги надгледува различните процеси вклучени во производството, како што се избор на материјал, заварување и термичка обработка.
Бидејќи оваа нарачка е за готови челични цевки, нема вклучен надзор на производството.
4. Инспекција и тестирање на готов производ
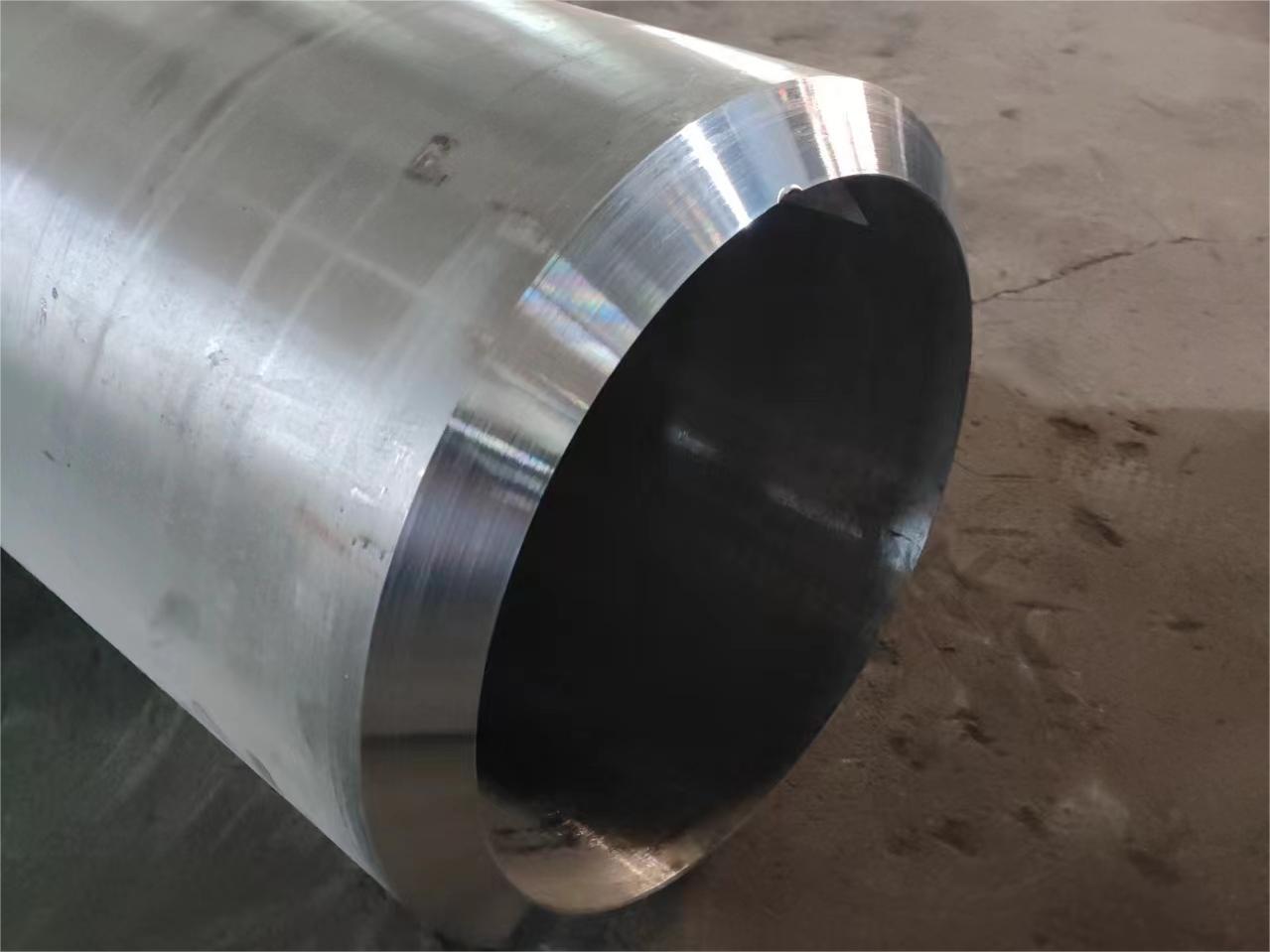
Изглед и димензионална инспекција
Изгледот и димензиите на цевките се испитуваат за да се осигура дека нема видливи дефекти и дека ги исполнуваат спецификациите.
Типични тест елементи се изгледот, дијаметарот, дебелината на ѕидот, должината и аголот на наклон.

Надворешен дијаметар

Дебелина на ѕидот
Недеструктивно тестирање
Овој пат, беше користено ултразвучно тестирање (UT) за да се осигури дека нема дефекти на челичната цевка.

Недеструктивно тестирање - UT

Недеструктивно тестирање - UT
Тестирање на механички својства
Тестовите за истегнување се спроведуваат за да се тестира затегнувачката цврстина, границата на истегнување и издолжувањето на цевката за да се осигури дека нејзините механички својства ги исполнуваат барањата на IBR.

Својства на истегнување

Својства на истегнување
Анализа на хемискиот состав
Хемискиот состав на челичната цевка се проверува со техника на спектрална анализа и се споредува со стандардот ASTM A335 P91 за да се потврди нејзината усогласеност со барањата.
5. Обезбедување на документација за процесот
Обезбедете сертификати за калибрација и детални лабораториски извештаи за целата опрема за тестирање за да се осигурате дека информациите доставени до IBR се комплетни и веродостојни.
6. Преглед на документи
Прегледувачот на IBR темелно ќе ја разгледа целата доставена документација за да се осигури дека цевката и поврзаните информации се во целосна согласност со прописите на IBR.
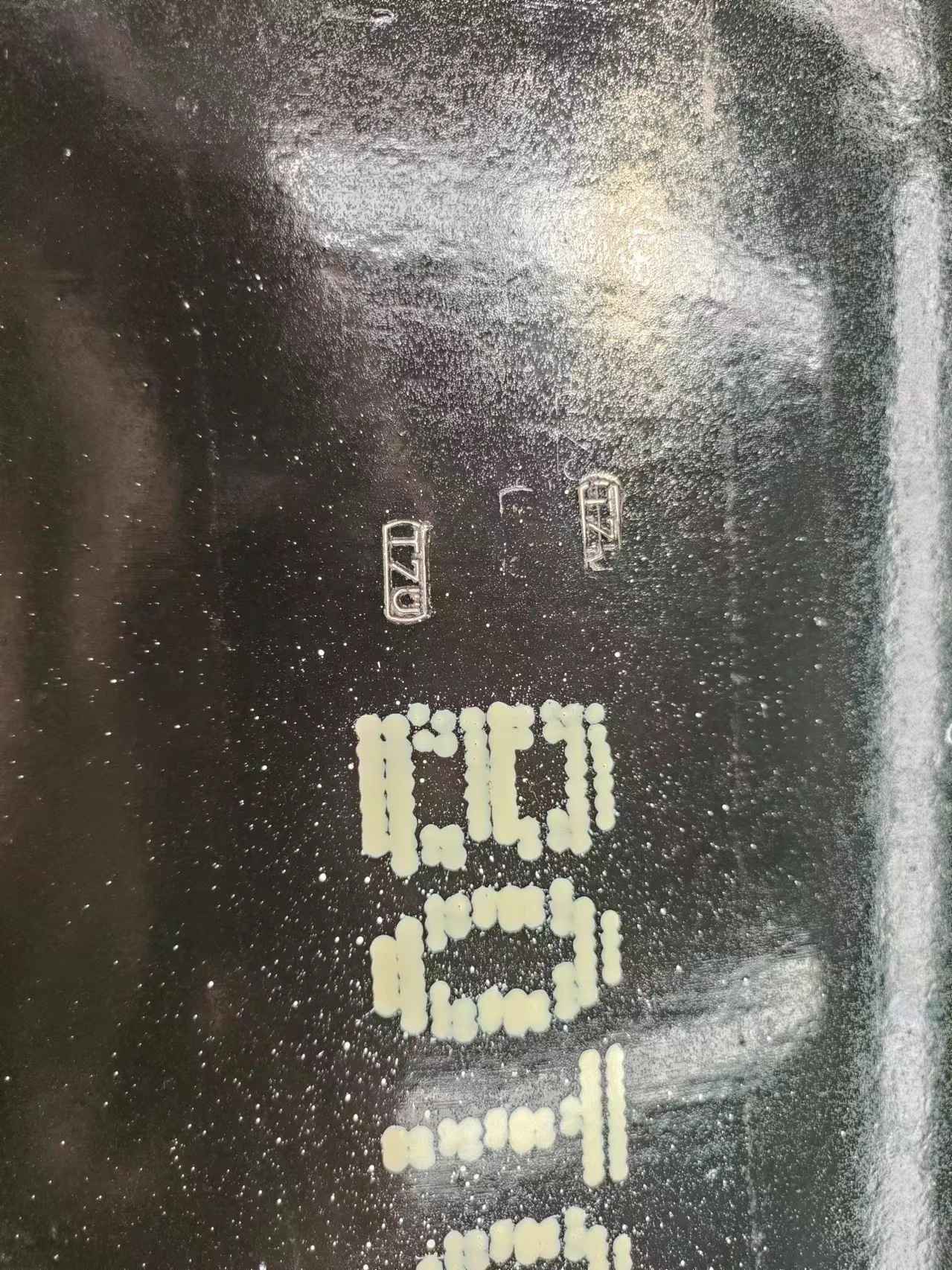
7. IBR маркери
Обележување
Цевката што ги исполнува барањата ќе биде обележана со ознаката за сертификација IBR, што укажува дека ги поминала потребните тестови и испитувања.
Челичен печат
Челичниот печат е издржлив метод на обележување, кој не само што обезбедува трајност на ознаката, туку и го олеснува нејзиното идентификување и прифаќање за време на транспортот, инсталацијата и употребата.
Означување на цевки
Челичен печат
8. Издавање на IBR сертификат
Откако цевката ќе ги помине сите тестови, инспекциската агенција ќе издаде IBR сертификат, со кој официјално се потврдува дека цевката е во согласност со IBR прописите.
Следејќи го процесот опишан погоре, производителите на цевки можат да добијат IBR сертификација за своите производи.
Улога на добивањето на акредитација од IBR
Ова не само што обезбедува прифаќање на нивните производи од пазарот, туку и значително ја подобрува нивната конкурентност на индискиот пазар.
За нас
„Ботоп Стил“ има силна посветеност на квалитетот и спроведува ригорозни контроли и тестирање за да се обезбеди сигурност на производот. Нејзиниот искусен тим обезбедува персонализирани решенија и стручна поддршка со фокус на задоволството на клиентите.
ознаки: IBR, astm a335, P91, легирана цевка, бесшевна.
Време на објавување: 22 април 2024 година