
Заварените челични цевки се поделени на:
Заварена цевка со електричен отпор(ERW),Спирална челична цевка(SSAW),Надолжна цевка заварена со потопен лак(ЛСАВ)
Големина:
①ERW челична цевка:
Оддел: 21,3 мм ~ 660 мм; Тежина: 1 мм ~ 17,5 мм; ДОЛЖИНА: 0,5 м ~ 22 м
②LSAW челична цевка:
Оддел: 406мм ~ 1422 мм; Тежина: 6,4мм ~ 44,5мм; ДОЛЖИНА: 5м ~ 12м
③SSAW челична цевка:
Оддел: 219,1 мм ~ 3500 мм; Тежина: 6 мм ~ 25 мм (до 1''); ДОЛЖИНА: 6 м ~ 18 м, SRL, DRL
Стандард и одделение:
ASTM A53, Степен A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ Опис
Заварените челични цевки се создаваат со употреба на рамни челични плочи или челични ленти, а нивниот процес на производство создава споеви во нивното тело. Поточно, кога се произведуваат заварени челични цевки, челичната плоча или лента се свиткува и последователно се заварува во кружна, традиционална форма на цевка или квадратна форма. LSAW цевките, SSAW цевките и ERW цевките се заварени челични цевки и се класифицираат врз основа на методот на заварување. На пример, LSAW цевките се заваруваат лонгитудинално, а SSAW цевките се заваруваат спирално. ERW цевките се заварени со електричен отпор, што резултира со споеви што се протегаат паралелно по телото на цевката.
▇ ▍ERW челична цевка
Високофреквентните заварени цевки генерално се со праволиниски засек, но челичните цевки со праволиниски засек не се нужно високофреквентни заварени цевки. Високофреквентните електрично отпорни челични цевки со праволиниски засек се формираат со ефект на обвивка и ефект на близина на високофреквентната струја откако топло валана калемска плоча е формирана од машината за лиење, а работ на празната цевка се загрева и се топи, а заварувањето под притисок се изведува под дејство на валјак за притискање за да се реализира производството. Високофреквентните отпорни челични цевки се разликуваат од обичниот процес на заварување на заварени цевки. Заварот е направен од основниот материјал на телото на челичната лента, а механичката цврстина е подобра од онаа на обичните заварени цевки. Површината е мазна, висока прецизност, ниска цена и има мала висина на заварениот спој, што е корисно за премачкување со 3PE антикорозивен слој.
▇ ▍LSAW челична цевка
Надолжното заварување со потопено лачно заварување се произведува со употреба на една средна и дебела плоча како суровина, притискање (валање) на челичната плоча во калап или машина за обликување во празна цевка, со користење на двострано заварување со потопено лачно заварување и проширување на дијаметарот. Количината на напојување на челичната плоча може автоматски да се прилагоди според различните степени на челик, дебелината на ѕидовите и ширината на плочата. Во исто време, функцијата за компензација на деформацијата ефикасно ги избегнува негативните ефекти од деформацијата на калапот врз обликувањето и обезбедува рамност на целата должина на челичната плоча за време на процесот на притискање. Чекорот на напојување е униформен за време на обликувањето, обезбедувајќи заобленост на празната цевка и рамност на работ на заварувањето. Готовиот производ има широк спектар на спецификации, а заварот има добра цврстина, пластичност, униформност и компактност. Има предности како што се голем дијаметар на цевката, дебелина на ѕидот на цевката, отпорност на висок притисок, отпорност на ниски температури и силна отпорност на корозија.
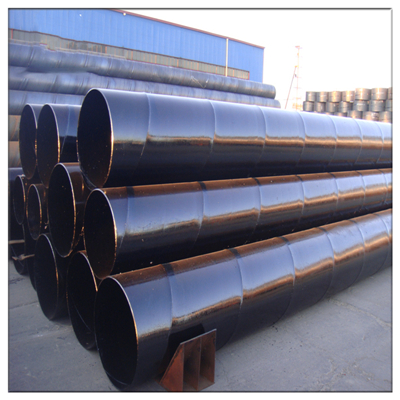
▇ ▍SSAW челична цевка
Спирално заварена цевка (SSAW цевка, исто така наречена HSAW цевка). Цевката е формирана со технологија на спирално потопено лачно заварување. Спирално заварените цевки се формираат со употреба на потесни плочи или топло валани калеми, што значително ги намалува нивните трошоци за производство. Линијата за заварување е обликувана како спирала. Процесот на спирално заварување овозможува производство на цевки со голем дијаметар погодни за транспорт на големи количини нафта и гас. Некои SSAW цевки историски биле ограничени на апликации со низок притисок.


Време на објавување: 16 октомври 2023 година