
Челични цевки JIS G 3456Цевките од јаглероден челик се првенствено погодни за употреба во работни средини со надворешен дијаметар помеѓу 10,5 mm и 660,4 mm на температури над 350℃.

Копчиња за навигација
Класификација на степени според JIS G 3456
Суровини
JIS G 3456 Производствени процеси
Крај на цевката
Топла обработка
Хемиски компоненти на JIS G 3456
Тест за затегнување на JIS G 3456
Експеримент за израмнување
Тест за свиткување
Хидрауличен тест или недеструктивен тест (NDT)
Табела за тежина на цевки и распореди на цевки од JIS G 3456
Димензионални толеранции
Изглед
Означување на JIS G 3456
Примени на челични цевки JIS G 3456
Стандарди поврзани со JIS G 3456
Наши поврзани производи
Класификација на степени според JIS G 3456
Стандардот JIS G 3456 има три степени според затегнувачката цврстина на цевката.
STPT370, STPT410 и STPT480
Тие претставуваат цевки со минимална затегнувачка цврстина од 370, 410 и 480 N/mm² (MPa), соодветно.
Суровини
Цевките треба да бидат изработени од кинет челик.
Убиениот челик е посебен вид челик кој се карактеризира со додавање на специфични елементи, како што се алуминиум и силициум, за време на процесот на топење за да се апсорбира и врзе кислородот и другите штетни нечистотии во челикот.
Овој процес ефикасно ги отстранува гасовите и нечистотиите, со што се подобрува чистотата и униформноста на челикот.
JIS G 3456 Производствени процеси
Произведено со соодветна комбинација од процеси на производство на цевки и методи на завршна обработка.
| Симбол на одделение | Симбол на процесот на производство | ||
| Процес на производство на цевки | Метод на завршна обработка | Обележување | |
| СТПТ370 STPT410 STPT480 | Бесшевни:S | Топло завршено:H Ладно завршено:C | Како што е дадено во 13 б). |
| Заварен електричен отпор:E Завртено заварување:B | Топло завршено:H Ладно завршено:C Како заварен електричен отпор:G | ||
ЗаСТПТ 480цевка со различна градација, треба да се користи само безшевна челична цевка.
Доколку се користи отпорно заварување, заварите на внатрешната и надворешната површина на цевката треба да се отстранат за да се добие мазен завар.
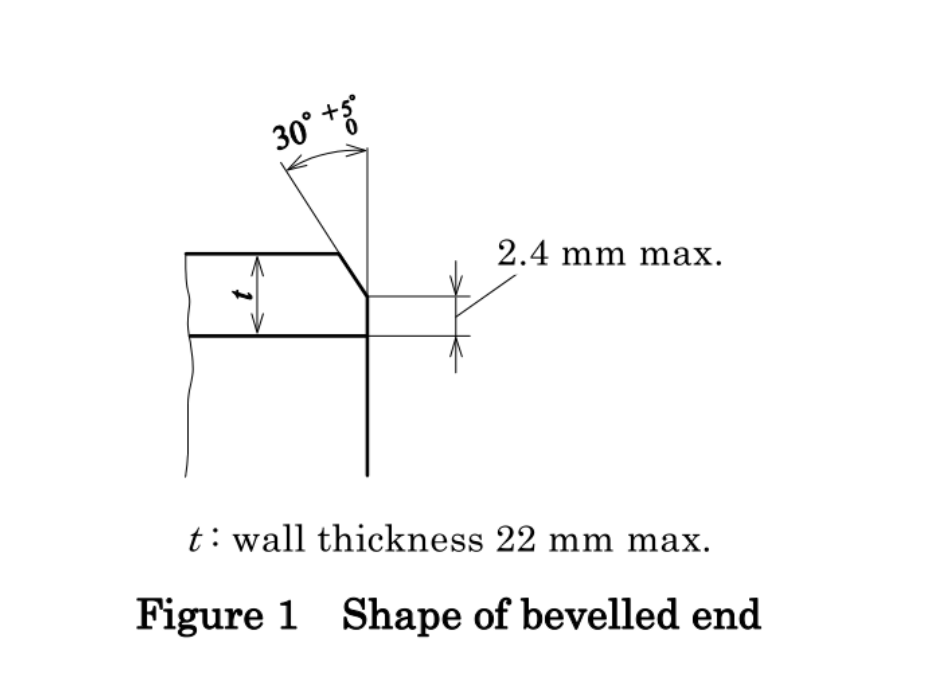
Крај на цевката
Цевката треба да бидерамен крај.
Доколку е потребно цевката да се обработи во закосен крај, за дебелина на ѕидот ≤ 22 mm од челична цевка, аголот на закосувањето е 30-35°, ширината на закосувањето на работ на челичната цевка: е максимум 2,4 mm.
Дебелина на ѕидот поголема од 22 mm на челичната цевка со наклон, генерално обработена како композитен кос, имплементацијата на стандардите може да се однесува на релевантните барања на ASME B36.19.
Топла обработка
Изберете го соодветниот процес на термичка обработка според степенот и процесот на производство.

Хемиски компоненти на JIS G 3456
Тестирање на хемиски состав
Методот за анализа на топлината треба да биде во согласност со JIS G 0320.
Методот за анализа на производот треба да биде во согласност со JIS G 0321.
| Симбол на одделение | C(Јаглерод) | Si(Силикон) | Mn(Манган) | P(Фосфор) | S(Сулфур) |
| макс. | макс. | макс. | |||
| СТПТ370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Толеранции за хемиски состав
Бесшевните челични цевки треба да бидат предмет на толеранциите во Табела 3 од JIS G 0321.
Челичните цевки со отпорно заварување треба да бидат предмет на толеранциите во Табела 2 од JIS G 0321.
Тест за затегнување на JIS G 3456
Методи за тестирање: Методите за тестирање треба да се во согласност со стандардите во JIS Z.2241.
Цевката треба да ги исполнува барањата дадени во Табела 4 за затегнувачка цврстина, граница на истегнување и издолжување.
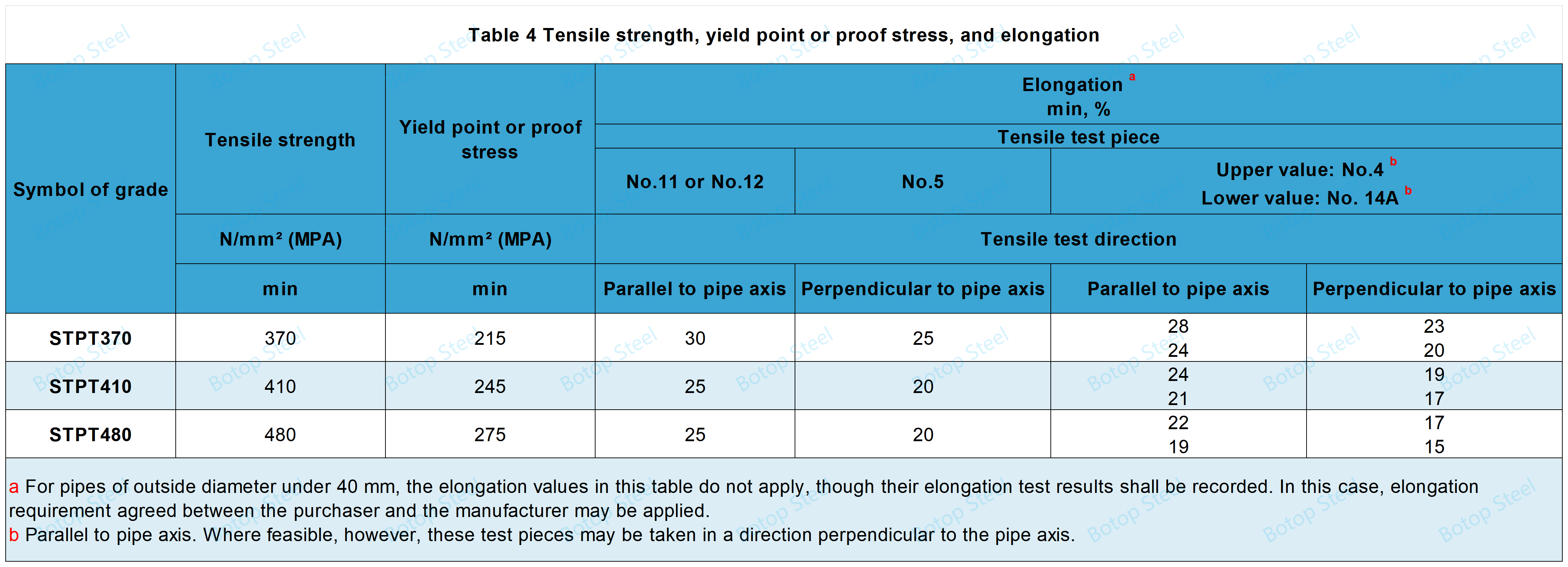
Тест парчето што ќе се користи треба да биде од бр. 11, бр. 12 (бр. 12А, бр. 12Б или бр. 12В), бр. 14А, бр. 4 или бр. 5 наведени во JIS Z 2241.
Дијаметарот на тест парчето бр. 4 треба да биде 14 mm (должина на калибар 50 mm).
Тест парчињата бр. 11 и бр. 12 треба да се земат паралелно со оската на цевката,
Тест парчиња бр. 14А и бр. 4, паралелни или нормални на оската на цевката,
и тест парче бр. 5, нормално на оската на цевката.
Тест парчето бр. 12 или бр. 5 земено од челичната цевка заварена со електричен отпор не треба да го содржи заварот.
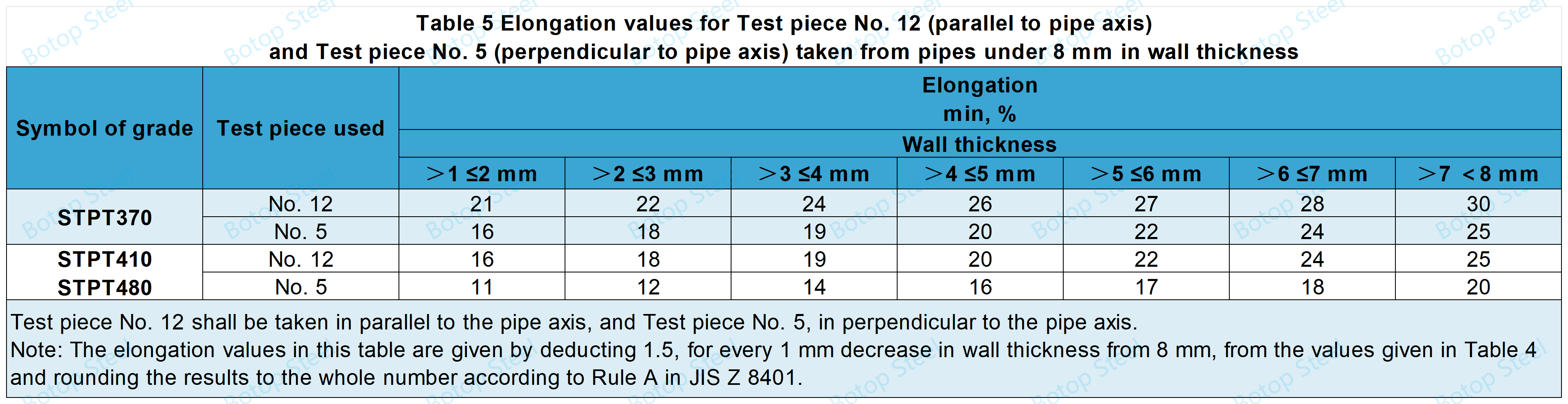
За тестот за истегнување на цевки со дебелина под 8 mm, извршен со употреба на тест парче бр. 12 или тест парче бр. 5, се применува барањето за издолжување дадено во Табела 5.
Експеримент за израмнување
На собна температура (5°C - 35°C), израмнете го примерокот помеѓу две платформи додека нерастојанието (H) меѓу нив ја достигнува одредената вредност, а потоа проверете за пукнатини.
H=(1+e)t/(e+t/D)
н: растојание помеѓу плочите (мм)
t: дебелина на ѕидот на цевката (мм)
D: надворешен дијаметар на цевката (мм)
е: константа дефинирана за секој степен на цевка:
0,08 за STPT370,
0,07 за STPT410 и STPT480
Тест за свиткување
Свитливоста е применлива за цевки со надворешен дијаметар од 60,5 mm или помалку.
Метод на тестирање На собна температура (5°C до 35°C), свиткајте го тест парчето околу трнот додека внатрешниот радиус не стане 6 пати поголем од надворешниот дијаметар на цевката и проверете дали има пукнатини. Во овој тест, заварот треба да биде поставен приближно 90° од најоддалечениот дел од свиокот.
Тестот за свиткување може да се изврши и во согласност со барањето внатрешниот радиус да биде четири пати поголем од надворешниот дијаметар на цевката, а аголот на свиткување да биде 180°.
Хидрауличен тест или недеструктивен тест (NDT)
На секоја цевка треба да се изврши хидрауличен тест или недеструктивен тест.
Хидрауличен тест
Држете ја цевката барем на минималниот хидрауличен тест притисок најмалку 5 секунди и проверете дали цевката е способна да го издржи притисокот без протекување.
Хидрауличкото време е наведено според распоредот за челични цевки.
| Табела 6 Минимален хидрауличен притисок за тестирање | ||||||||||
| Номинална дебелина на ѕидот | Број на распоред: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Минимален хидрауличен тест притисок, Mpa | 2.0 | 3,5 | 5.0 | 6.0 | 9,0 | 12 | 15 | 18 | 20 | 20 |
Недеструктивно тестирање
Доколку се користи ултразвучна инспекција, сигналите од референтните примероци што содржат референтни стандарди од типот UD, како што е наведено во JIS G 0582, треба да се користат како нивоа на аларм; секој сигнал од цевката еднаков или поголем од нивото на аларм треба да се отфрли. Покрај тоа, минималната длабочина на квадратните вдлабнатини за тестирање на цевки, освен ладна завршна обработка, треба да биде 0,3 mm.
Доколку се користи инспекција со вртложни струи, сигналите од референтен стандард од типот EY како што е наведено во JIS G 0583 треба да се користат како ниво на аларм; секој сигнал од цевката еднаков или поголем од нивото на аларм треба да биде причина за отфрлање.
Табела за тежина на цевки и распореди на цевки од JIS G 3456
Формула за пресметување на тежината на челичната цевка
Претпоставете густина од 7,85 g/cm³ за челичната цевка и заокружете го резултатот на три значајни цифри.
W=0,02466t(Dt)
W: единична маса на цевката (кг/м)
t: дебелина на ѕидот на цевката (мм)
D: надворешен дијаметар на цевката (мм)
0,02466: фактор на конверзија за добивање на W
Табела со тежина на цевки
Табелите и распоредите за тежина на цевките се важни референци што најчесто се користат во инженерството на цевководи.
Распореди на цевки
Распоредот е стандардизирана комбинација од дебелина на ѕидот и номинален дијаметар на цевката.
Челичните цевки од категоријата 40 и категоријата 80 се широко користени во индустријата и градежништвото. Тие се вообичаени големини на цевки со различни дебелини на ѕидовите и капацитети за различни сценарија на примена.
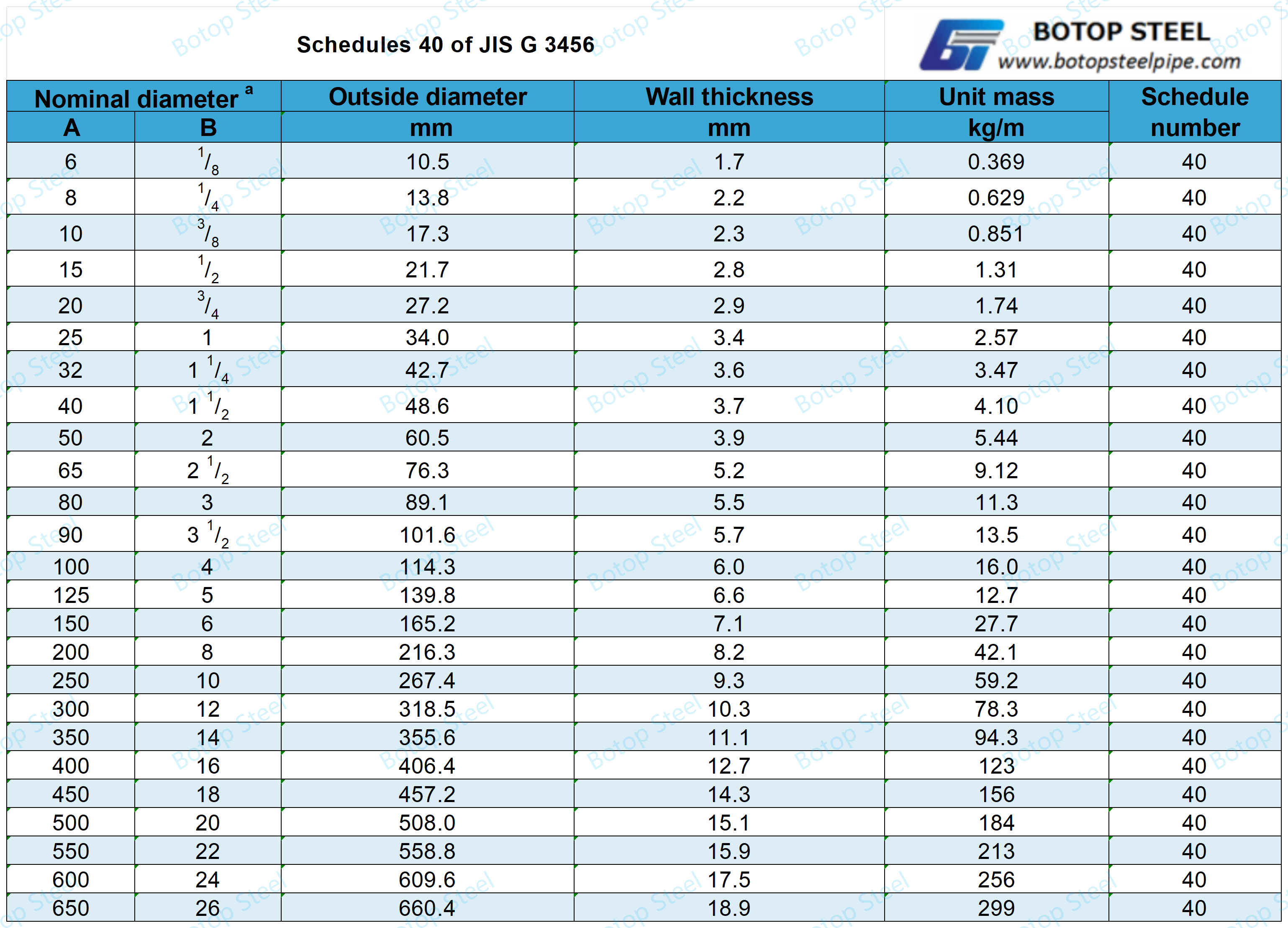
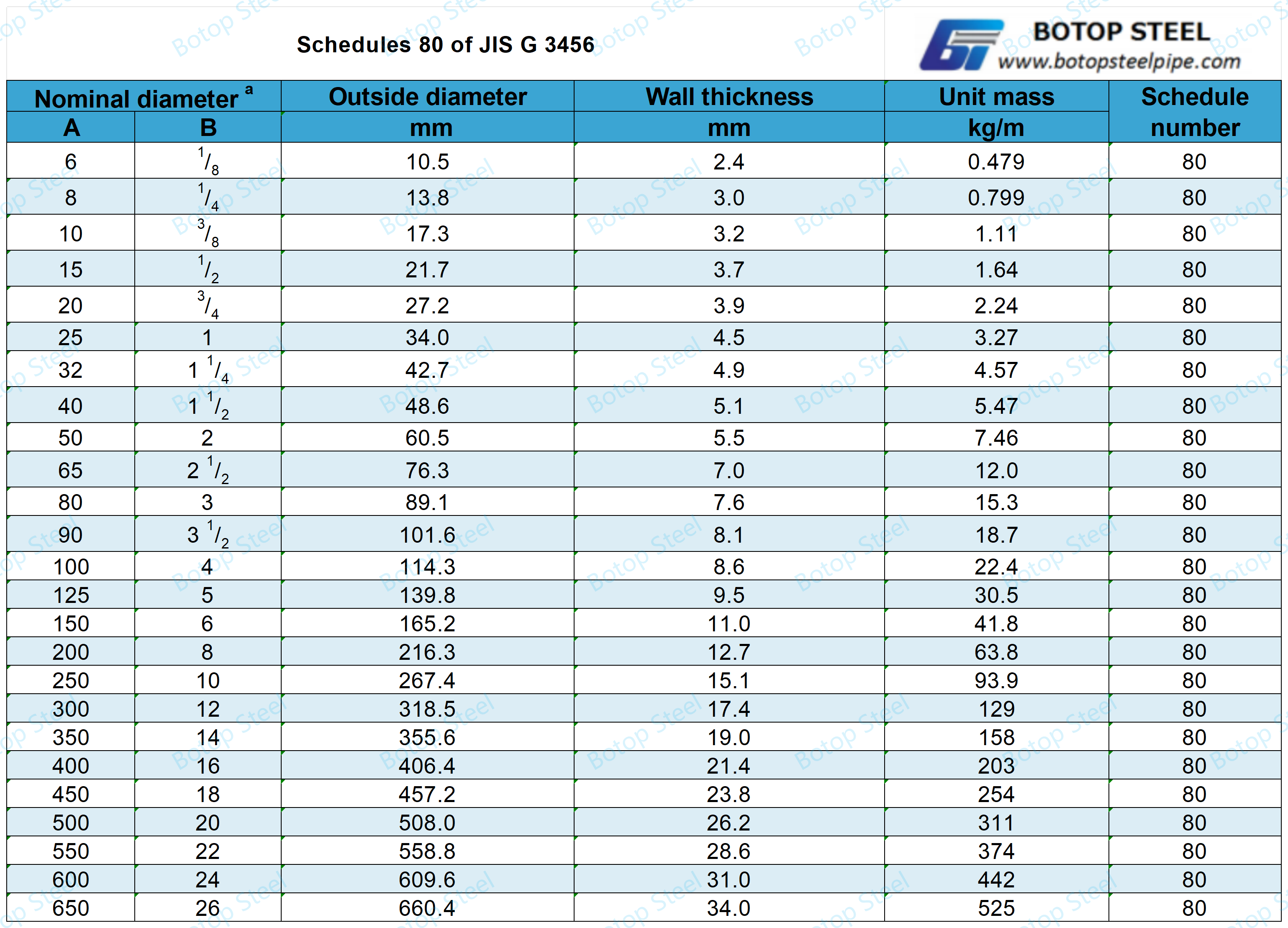
Доколку сакате да дознаете повеќе затабела со тежина на цевки и распоред на цевкиво стандардот, можете да кликнете за да го проверите!
Димензионални толеранции
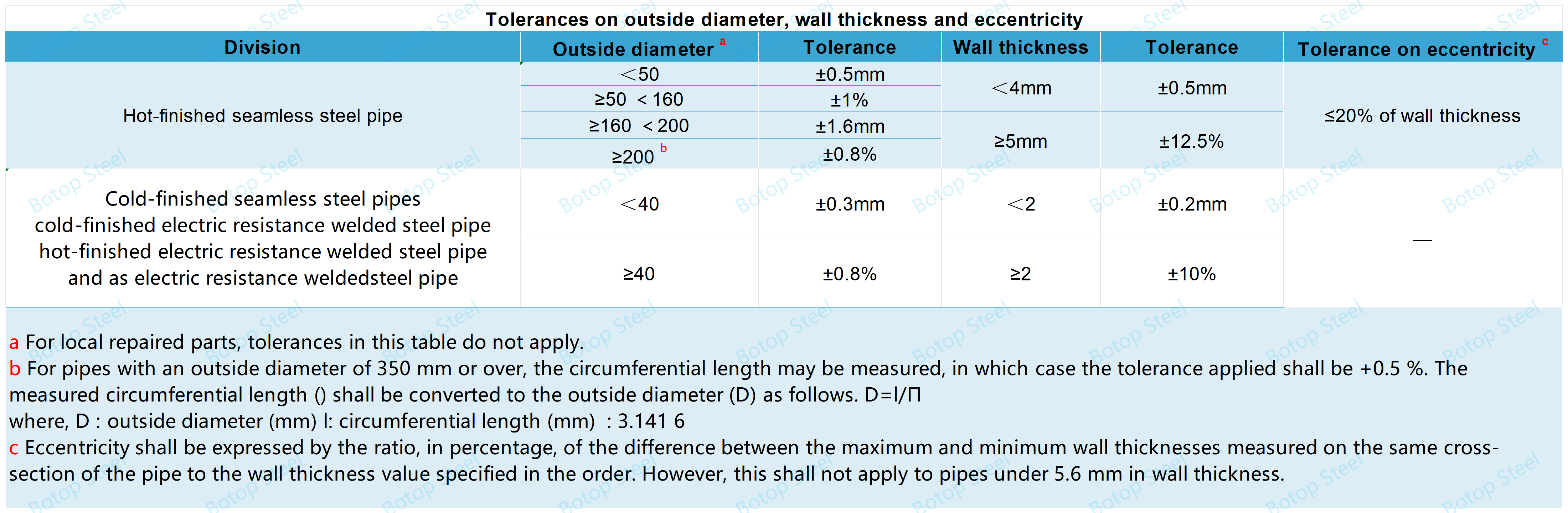
Изглед
Внатрешните и надворешните површини на цевката треба да бидат мазни и без дефекти што се неповолни за употреба.
Цевката треба да биде права, со краевите под прав агол во однос на оската на цевката.
Цевките може да се поправат со брусење, машинска обработка или други методи, но дебелината на поправениот ѕид треба да остане во рамките на наведените толеранции, а поправената површина треба да биде мазна по профил.
Дебелината на ѕидот на поправената цевка треба да се одржува во рамките на наведените толеранции, а површината на поправената цевка треба да биде мазна по профил.
Означување на JIS G 3456
Секоја цевка што ќе помине низ инспекцијата треба да биде означена со следните информации. Етикети може да се користат на снопови за цевки со мал дијаметар.
a) Симбол на одделение
b) Симбол на процесот на производство
Симболот на процесот на производство треба да биде како што следува. Цртичките може да се заменат со празни места.
Бесшевни челични цевки со топла завршна обработка:-SH
Ладно завршена безшевна челична цевка:-SC
Како електрично отпорна заварена челична цевка: -EG
Топло обработена електрично отпорна заварена челична цевка: -EH
Ладно завршена електрична отпорна заварена челична цевка:-EC
c) Димензии, изразено со номинален дијаметар × номинална дебелина на ѕидот или надворешен дијаметар × дебелина на ѕидот.
d) Име на производителот или идентификациски бренд
Пример:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT BR.00001
Примени на челични цевки JIS G 3456
Челичните цевки JIS G 3456 обично се користат за опрема и цевководни системи во средини со висока температура и висок притисок, како што се котли, разменувачи на топлина, цевководи со висок притисок на пареа, термоцентрали, хемиски постројки и фабрики за хартија.
Стандарди поврзани со JIS G 3456
Следните стандарди се применливи за цевководи во средини со висока температура и висок притисок и можат да се користат како алтернатива на JIS G 3456.
ASTM A335/A335M: се однесува на цевки од легиран челик
DIN 17175: за безшевни челични цевки
EN 10216-2: за безшевни челични цевки
GB 5310: се однесува на безшевни челични цевки
ASTM A106/A106M: Бесшевни цевки од јаглероден челик
ASTM A213/A213M: Бесшевни цевки и цевки од легиран челик и не'рѓосувачки челик
EN 10217-2: Погодно за заварени цевки и цевководи
ISO 9329-2: Бесшевни цевки и цевки од јаглероден и легиран челик
NFA 49-211: за безшевни челични цевки и цевки
BS 3602-2: за безшевни цевки и фитинзи од јаглероден челик
Наши поврзани производи
Ние сме висококвалитетен производител и добавувач на заварени јаглеродни челични цевки од Кина, а воедно и продавач на безшевни челични цевки, нудејќи ви широк спектар на решенија за челични цевки! Доколку сакате да дознаете повеќе информации за производите од челични цевки, можете да не контактирате.
Ознаки: JIS G 3456, SPTP370, STPT410, STPT480, STPT, добавувачи, производители, фабрики, трговци со залихи, компании, големопродажба, купување, цена, понуда, големопродажба, на продажба, цена.
Време на објавување: 29 април 2024 година