



ASTM A501 ഗ്രേഡ് ബിവിവിധ ഘടനാപരമായ ആപ്ലിക്കേഷനുകൾക്കായി 448 MPa (65,000 psi) ഏറ്റവും കുറഞ്ഞ ടെൻസൈൽ ശക്തിയുള്ള, ചൂടുള്ള രീതിയിൽ രൂപപ്പെടുത്തിയ വെൽഡിംഗ് ചെയ്തതും തടസ്സമില്ലാത്തതുമായ കാർബൺ സ്റ്റീൽ പൈപ്പാണ്.
എ.എസ്.ടി.എം. എ501ഘടനാപരമായ ആപ്ലിക്കേഷനുകൾക്കായി ഹോട്ട്-ഫോംഡ് വെൽഡഡ്, സീംലെസ് കാർബൺ സ്റ്റീൽ ട്യൂബുകളുടെ നിർമ്മാണത്തിനും പ്രകടനത്തിനുമുള്ളതാണ്.
ഈ സ്റ്റീൽ ട്യൂബുകൾ കറുപ്പ് (അൺകോട്ട്ഡ്) അല്ലെങ്കിൽ ഹോട്ട്-ഡിപ്പ്ഡ് ഗാൽവനൈസ്ഡ് ആകാം, ഇതിൽ രണ്ടാമത്തേതിന് ഗാൽവനൈസിംഗ് പ്രക്രിയയിലൂടെ നാശന പ്രതിരോധം വർദ്ധിപ്പിക്കാൻ കഴിയും, ഇത് വിവിധ പാരിസ്ഥിതിക സാഹചര്യങ്ങൾക്ക് അനുയോജ്യമാക്കുന്നു.
പാലങ്ങൾ, കെട്ടിടങ്ങൾ, മറ്റ് പല പൊതു ഘടനാപരമായ പ്രയോഗങ്ങൾ എന്നിവയിൽ ഈ ഉരുക്ക് പൈപ്പുകൾ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
ASTM A501 സ്റ്റീൽ പൈപ്പുകളെ മൂന്ന് ഗ്രേഡുകളായി തരംതിരിക്കുന്നു,ഗ്രേഡ് എ, ഗ്രേഡ് ബി, ഗ്രേഡ് സി.
മൂന്ന് ഗ്രേഡുകളിൽ ഏറ്റവും വ്യാപകമായി ഉപയോഗിക്കപ്പെടുന്നത് ഗ്രേഡ് ബി ആണ്, കാരണം ഇത് നിരവധി ഘടനാപരമായ ആപ്ലിക്കേഷനുകൾക്ക് നല്ല സന്തുലിത ഗുണങ്ങൾ നൽകുന്നു.
സ്റ്റീൽ നിർമ്മിക്കുന്നത്ബേസിക്-ഓക്സിജൻ അല്ലെങ്കിൽ ഇലക്ട്രിക്-ആർക്ക്-ഫർണസ് സ്റ്റീൽ നിർമ്മാണ പ്രക്രിയ.
ഉരുക്ക് കഷ്ണങ്ങളാക്കി മാറ്റാം അല്ലെങ്കിൽ ഇഴകളായി മാറ്റാം.
വ്യത്യസ്ത ഗ്രേഡുകളുള്ള സ്റ്റീലുകൾ തുടർച്ചയായി സ്ട്രാൻഡ് ചെയ്യപ്പെടുമ്പോൾ, സ്റ്റീൽ നിർമ്മാതാവ് തത്ഫലമായുണ്ടാകുന്ന സംക്രമണ മെറ്റീരിയൽ തിരിച്ചറിയുകയും ഗ്രേഡുകളെ പോസിറ്റീവായി വേർതിരിക്കുന്ന ഒരു സ്ഥാപിത നടപടിക്രമം ഉപയോഗിച്ച് അത് നീക്കം ചെയ്യുകയും വേണം.
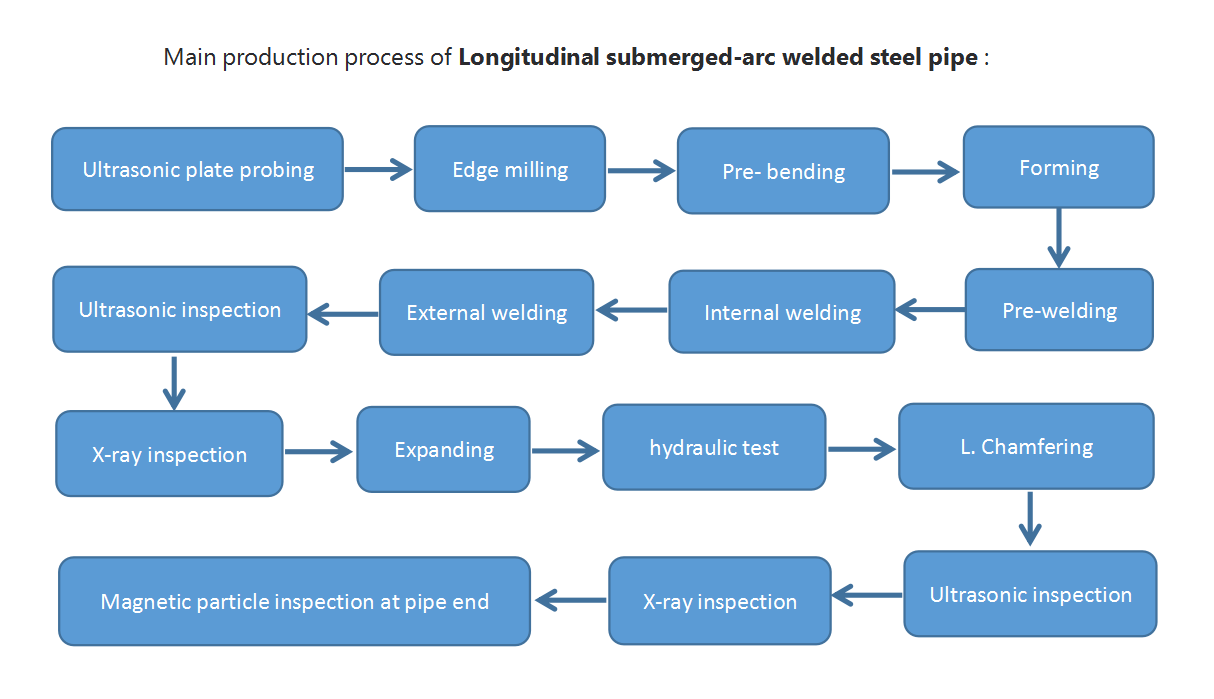
താഴെപ്പറയുന്ന പ്രക്രിയകളിലൊന്നിലൂടെയാണ് പൈപ്പിംഗ് നിർമ്മിക്കേണ്ടത്:തടസ്സമില്ലാത്ത; ഫർണസ്-ബട്ട്-വെൽഡിംഗ് (തുടർച്ചയായ വെൽഡിംഗ്); ഇലക്ട്രിക് റെസിസ്റ്റൻസ് വെൽഡിംഗ് (ERW) അല്ലെങ്കിൽ സബ്മെർജ്ഡ് ആർക്ക് വെൽഡിംഗ് (SAW)തുടർന്ന് ക്രോസ്-സെക്ഷനിലുടനീളം വീണ്ടും ചൂടാക്കുകയും കുറയ്ക്കൽ അല്ലെങ്കിൽ രൂപപ്പെടുത്തൽ പ്രക്രിയയിലൂടെ ചൂടുള്ള രൂപീകരണം നടത്തുകയും ചെയ്യുന്നു, അല്ലെങ്കിൽ രണ്ടും.
SAW വെൽഡിംഗ് പ്രക്രിയയെ ഇനിപ്പറയുന്നതായി തിരിച്ചിരിക്കുന്നുഎൽഎസ്എഡബ്ല്യു(SAWL) ഉം SSAW ഉം (എച്ച്എസ്എഡബ്ല്യു).
ചൂടുള്ള രൂപീകരണ പ്രക്രിയയിലൂടെയാണ് അന്തിമ രൂപീകരണം നടത്തേണ്ടത്.
13 മില്ലീമീറ്ററിൽ [1/2 ഇഞ്ച്] കൂടുതൽ മതിൽ കനം ഉള്ള ട്യൂബിംഗിന് ഒരു നോർമലൈസിംഗ് ഹീറ്റ് ട്രീറ്റ്മെന്റ് ചേർക്കുന്നത് അനുവദനീയമാണ്.
| ASTM A501 ഗ്രേഡ് B കെമിക്കൽ ആവശ്യകതകൾ,% | |||
| രചന | ഗ്രേഡ് ബി | ||
| താപ വിശകലനം | ഉൽപ്പന്ന വിശകലനം | ||
| സി (കാർബൺ)B | പരമാവധി | 0.22 ഡെറിവേറ്റീവുകൾ | 0.26 ഡെറിവേറ്റീവുകൾ |
| ദശലക്ഷം (മാംഗനീസ്)B | പരമാവധി | 1.40 (1.40) | 1.45 |
| പി (ഫോസ്ഫറസ്) | പരമാവധി | 0.030 (0.030) | 0.040 (0.040) |
| എസ്(സൾഫർ) | പരമാവധി | 0.020 (0.020) | 0.030 (0.030) |
| Cu(ചെമ്പ്)B (ചെമ്പ് സ്റ്റീൽ വ്യക്തമാക്കുമ്പോൾ) | മിനിറ്റ് | 0.20 ഡെറിവേറ്റീവുകൾ | 0.18 ഡെറിവേറ്റീവുകൾ |
| Bകാർബണിന് നിശ്ചിത പരമാവധിയേക്കാൾ 0.01 ശതമാനം പോയിന്റ് കുറവുള്ള ഓരോ കുറവിനും, മാംഗനീസിന് നിശ്ചിത പരമാവധിയേക്കാൾ 0.06 ശതമാനം പോയിന്റിന്റെ വർദ്ധനവ് അനുവദനീയമാണ്, താപ വിശകലനം വഴി പരമാവധി 1.60% വരെയും ഉൽപ്പന്ന വിശകലനം വഴി 1.65% വരെയും. | |||
500 നീളമുള്ള ഓരോ ലോട്ടിൽ നിന്നും രണ്ട് നീളമുള്ള ട്യൂബുകളിൽ നിന്നോ അല്ലെങ്കിൽ അതിന്റെ ഒരു ഭാഗത്തിൽ നിന്നോ, അല്ലെങ്കിൽ ഫ്ലാറ്റ്-റോൾഡ് സ്റ്റോക്കിന്റെ അനുബന്ധ അളവിന്റെ ഓരോ ലോട്ടിൽ നിന്നും രണ്ട് ഫ്ലാറ്റ്-റോൾഡ് സ്റ്റോക്കുകളിൽ നിന്നോ എടുത്ത ടെസ്റ്റ് സാമ്പിളുകൾ ഉപയോഗിച്ചാണ് ഉൽപ്പന്ന വിശകലനങ്ങൾ നടത്തേണ്ടത്.
ടെൻസൈൽ മാതൃകകൾ ടെസ്റ്റ് രീതികളുടെയും നിർവചനങ്ങളുടെയും A370, അനുബന്ധം A2 ന്റെ ബാധകമായ ആവശ്യകതകൾ പാലിക്കണം.
| ASTM A501 ഗ്രേഡ് B ടെൻസൈൽ ആവശ്യകതകൾ | |||
| ലിസ്റ്റ് | മതിൽ കനം മില്ലീമീറ്റർ [ഇഞ്ച്] | ഗ്രേഡ് ബി | |
| വലിച്ചുനീട്ടാനാവുന്ന ശേഷി, മിനിറ്റ്, psi[MPa] | എല്ലാം | 65000 [448] | |
| വിളവ് ശക്തി, മിനിറ്റ്, psi[MPa] | ≤25 [1] | 46,000 [315] | |
| >25 [1] ഉം ≤ 50 [2] ഉം | 45,000 [310] | ||
| >50 [2] ഉം ≤ 76 [3] ഉം | 42,500 [290] | ||
| >76 [3] ഉം ≤ 100 [4] ഉം | 40,000 [280] | ||
| നീട്ടൽ, മിനിറ്റ്, % | — | 24 | |
| ആഘാത ഊർജ്ജം | മിനിറ്റ്,ശരാശരി, അടി/ഐബിഎഫ് [ജെ] | — | 20 [27] |
| മിനിറ്റ്,സിംഗിൾ, അടി/ഐബിഎഫ് [ജെ] | — | 14 [19] | |
ടെൻഷൻ ടെസ്റ്റ് മാതൃകകൾ പൂർണ്ണ വലുപ്പത്തിലുള്ള രേഖാംശ പരിശോധന മാതൃകകളോ രേഖാംശ സ്ട്രിപ്പ് പരിശോധന മാതൃകകളോ ആയിരിക്കണം.
വെൽഡിഡ് ട്യൂബിംഗിനായി, ഏതെങ്കിലും രേഖാംശ സ്ട്രിപ്പ് ടെസ്റ്റ് മാതൃകകൾ വെൽഡിൽ നിന്ന് കുറഞ്ഞത് 90° അകലെയുള്ള ഒരു സ്ഥലത്ത് നിന്ന് എടുക്കുകയും ഗേജ് നീളത്തിൽ പരന്നുപോകാതെ തയ്യാറാക്കുകയും വേണം.
ലോഞ്ചിറ്റ്യൂഡിനൽ സ്ട്രിപ്പ് ടെസ്റ്റ്സാമ്പിളുകളിൽ നിന്ന് എല്ലാ ബർറുകളും നീക്കം ചെയ്യണം.
ടെൻഷൻ ടെസ്റ്റ് മാതൃകകളിൽ ടെൻസൈൽ ഗുണങ്ങളുടെ ശരിയായ നിർണ്ണയത്തെ തടസ്സപ്പെടുത്തുന്ന ഉപരിതല വൈകല്യങ്ങൾ ഉണ്ടാകരുത്.
ഭിത്തിയുടെ കനം ≤ 6.3mm [0.25in] ആണെങ്കിൽ ഇംപാക്ട് ടെസ്റ്റിംഗ് ആവശ്യമില്ല.
| ASTM A501 ഡൈമൻഷണൽ ടോളറൻസുകൾ | ||
| ലിസ്റ്റ് | സ്കോപ്പ് | കുറിപ്പ് |
| പുറം വ്യാസം (OD) | ≤48 മിമി (1.9 ഇഞ്ച്) | ±0.5 മിമി [1/48 ഇഞ്ച്] |
| 50 മിമി (2 ഇഞ്ച്) | ± 1% | |
| ഭിത്തിയുടെ കനം (T) | വ്യക്തമാക്കിയ മതിൽ കനം | ≥90% |
| ഭാരം | നിർദ്ദിഷ്ട ഭാരം | 96.5%-110% |
| നീളം (L) | ≤7 മീ (22 അടി) | -6 മിമി (1/4 ഇഞ്ച്) - +13 മിമി (1/2 ഇഞ്ച്) |
| 7-14 മീ (22-44 അടി) | -6 മിമി (1/4 ഇഞ്ച്) - +19 മിമി (3/4) | |
| നേരായത് | നീളങ്ങൾ ഇംപീരിയൽ യൂണിറ്റുകളിലാണ് (അടി) | എൽ/40 |
| നീളത്തിന്റെ യൂണിറ്റുകൾ മെട്രിക് (മീ) ആണ് | എൽ/50 | |
ഘടനാപരമായ ട്യൂബിംഗ് തകരാറുകളില് നിന്ന് മുക്തമായിരിക്കണം കൂടാതെ ഹോട്ട് റോളിംഗ് നിര്മ്മാണ പ്രക്രിയയുടെ ഫലമായുണ്ടാകുന്ന സുഗമമായ ഫിനിഷും ഉണ്ടായിരിക്കണം.
പൈപ്പിന്റെ ഉപരിതലത്തിലെ വൈകല്യങ്ങളുടെ ആഴം നാമമാത്രമായ മതിൽ കനത്തിന്റെ 10% കവിയുമ്പോൾ, ഈ വൈകല്യങ്ങൾ അനുരൂപമല്ലാത്തതായി കണക്കാക്കും. വാങ്ങുന്നയാളും നിർമ്മാതാവും തമ്മിൽ യോജിച്ചാൽ മാത്രമേ വെൽഡിംഗ് വഴിയുള്ള അറ്റകുറ്റപ്പണി അനുവദിക്കൂ. വെൽഡിംഗ് വഴി നന്നാക്കുന്നതിന് മുമ്പ്, നന്നാക്കേണ്ട വൈകല്യങ്ങൾ മുറിക്കുകയോ പൊടിക്കുകയോ ചെയ്ത രീതികളിലൂടെ പൂർണ്ണമായും നീക്കം ചെയ്യണം.
സ്ട്രക്ചറൽ പൈപ്പ് ഹോട്ട്-ഡിപ്പ് ഗാൽവാനൈസ് ചെയ്യണമെങ്കിൽ, ഈ കോട്ടിംഗ് സ്പെസിഫിക്കേഷന്റെ പ്രസക്തമായ ആവശ്യകതകൾക്ക് അനുസൃതമായിരിക്കണം.എ.എസ്.ടി.എം. എ53.
ഘടനാപരമായ ട്യൂബിംഗിന്റെ ഓരോ നീളവും റോളിംഗ്, സ്റ്റാമ്പിംഗ്, സ്റ്റാമ്പിംഗ് അല്ലെങ്കിൽ പെയിന്റിംഗ് പോലുള്ള അനുയോജ്യമായ ഒരു രീതി ഉപയോഗിച്ച് അടയാളപ്പെടുത്തണം.
ASTM A501 മാർക്കിംഗിൽ കുറഞ്ഞത് ഇനിപ്പറയുന്ന വിവരങ്ങൾ ഉണ്ടായിരിക്കണം:
നിർമ്മാതാവിന്റെ പേര്
ബ്രാൻഡ് അല്ലെങ്കിൽ വ്യാപാരമുദ്ര
വലുപ്പം
സ്റ്റാൻഡേർഡിന്റെ പേര് (പ്രസിദ്ധീകരണ വർഷം ആവശ്യമില്ല)
ഗ്രേഡ്
50 mm [2 in] OD യിൽ താഴെയുള്ള സ്ട്രക്ചറൽ ട്യൂബുകൾക്ക്, ഓരോ ബണ്ടിലിലും ഘടിപ്പിച്ചിരിക്കുന്ന ഒരു ലേബലിൽ സ്റ്റീൽ വിവരങ്ങൾ അടയാളപ്പെടുത്തുന്നത് അനുവദനീയമാണ്.
ASTM A501 ഗ്രേഡ് B സ്റ്റീൽ, ശക്തിയും ഡക്റ്റിലിറ്റിയും ഒരു ഹോട്ട്-ഫോമിംഗ് ഉൽപാദന പ്രക്രിയയുമായി സംയോജിപ്പിച്ച്, വിവിധ ഘടനാപരമായ ആപ്ലിക്കേഷനുകൾക്ക് അനുയോജ്യമാക്കുന്നു.
കെട്ടിടവും നിർമ്മാണവും: സാധാരണയായി കെട്ടിട നിർമ്മാണ പ്രയോഗങ്ങളിൽ ഉപയോഗിക്കുന്നു, അവിടെ ഉയർന്ന ശക്തിയും ഈടുതലും ആവശ്യമുള്ള ശക്തമായ വസ്തുക്കൾ ആവശ്യമാണ്. ഇതിൽ കെട്ടിടങ്ങൾ, സ്പോർട്സ് സ്റ്റേഡിയങ്ങൾ, പാലങ്ങൾ, മറ്റ് ഘടനകൾ എന്നിവ ഉൾപ്പെടുന്നു.
വ്യാവസായിക സൗകര്യങ്ങൾ: ഉയർന്ന ശക്തി കാരണം, ഘടനാപരമായ സമഗ്രത നിർണായകമായ ഫാക്ടറികൾ, വെയർഹൗസുകൾ തുടങ്ങിയ വ്യാവസായിക സൗകര്യങ്ങളിൽ ഉപയോഗിക്കാൻ ഇത് അനുയോജ്യമാണ്.
ഗതാഗത അടിസ്ഥാന സൗകര്യങ്ങൾ: ട്രെയിൻ സ്റ്റേഷനുകൾ, വിമാനത്താവളങ്ങൾ, ഹൈവേ മേൽപ്പാലങ്ങൾ എന്നിവയുൾപ്പെടെയുള്ള ഗതാഗത അടിസ്ഥാന സൗകര്യങ്ങളുടെ നിർമ്മാണത്തിൽ ഈ ഗ്രേഡ് ഉപയോഗിക്കുന്നു.
ഘടനാ ഘടകങ്ങൾ: വിവിധ ഘടനകളുടെ ചട്ടക്കൂട് രൂപപ്പെടുത്തുന്ന നിരകൾ, ബീമുകൾ, ട്രസ്സുകൾ തുടങ്ങിയ ഘടനാപരമായ ഘടകങ്ങളുടെ നിർമ്മാണത്തിലും ഇത് സാധാരണയായി ഉപയോഗിക്കുന്നു.
ഉപകരണ നിർമ്മാണം: ഭാരമേറിയ ഉപകരണങ്ങളുടെയും യന്ത്രങ്ങളുടെയും നിർമ്മാണത്തിൽ, ഉയർന്ന ശക്തിയുള്ള ഘടനാപരമായ ഘടകങ്ങൾ ആവശ്യമുള്ള ഭാഗങ്ങൾക്ക് ഇത് ഉപയോഗിക്കാം.


ഈ സ്പെസിഫിക്കേഷനും വാങ്ങൽ ഓർഡറിലോ കരാറിലോ വ്യക്തമാക്കിയിട്ടുള്ള മറ്റ് ആവശ്യകതകളും അനുസരിച്ചാണ് ഉൽപ്പന്നം സാമ്പിൾ ചെയ്തതെന്നും, പരിശോധിച്ചതെന്നും, അത്തരം ആവശ്യകതകളെല്ലാം പാലിച്ചിട്ടുണ്ടെന്നും വ്യക്തമാക്കുന്ന ഒരു കംപ്ലയൻസ് സർട്ടിഫിക്കറ്റ് നിർമ്മാതാവ് വാങ്ങുന്നയാൾക്ക് നൽകണം. കംപ്ലയൻസ് സർട്ടിഫിക്കറ്റിൽ നിർദ്ദിഷ്ട നമ്പറും ഇഷ്യൂ ചെയ്ത വർഷവും ഉൾപ്പെടും.
ബോട്ടോപ്പ് സ്റ്റീൽ ചൈനയിൽ നിന്നുള്ള ഉയർന്ന നിലവാരമുള്ള വെൽഡഡ് കാർബൺ സ്റ്റീൽ പൈപ്പ് നിർമ്മാതാവും വിതരണക്കാരനുമാണ്, കൂടാതെ തടസ്സമില്ലാത്ത സ്റ്റീൽ പൈപ്പ് സ്റ്റോക്കിസ്റ്റുമാണ്.
ബോട്ടോപ്പ് സ്റ്റീലിന് ഗുണനിലവാരത്തിൽ ശക്തമായ പ്രതിബദ്ധതയുണ്ട് കൂടാതെ കർശനമായ നിയന്ത്രണങ്ങളും പരിശോധനകളും നടപ്പിലാക്കുന്നു.ഉൽപ്പന്ന വിശ്വാസ്യത ഉറപ്പാക്കുന്നു. ഉപഭോക്തൃ സംതൃപ്തിയിൽ ശ്രദ്ധ കേന്ദ്രീകരിച്ച്, അതിന്റെ പരിചയസമ്പന്നരായ ടീം വ്യക്തിഗതമാക്കിയ പരിഹാരങ്ങളും വിദഗ്ദ്ധ പിന്തുണയും നൽകുന്നു. നിങ്ങളുമായി പ്രവർത്തിക്കാൻ ഞങ്ങൾ ആഗ്രഹിക്കുന്നു.







