



JIS G 3461 സ്റ്റീൽ പൈപ്പ്ട്യൂബിനകത്തും പുറത്തും താപ കൈമാറ്റം സാക്ഷാത്കരിക്കുന്നത് പോലുള്ള ആപ്ലിക്കേഷനുകൾക്കായി ബോയിലറുകളിലും ഹീറ്റ് എക്സ്ചേഞ്ചറുകളിലും പ്രധാനമായും ഉപയോഗിക്കുന്ന ഒരു തടസ്സമില്ലാത്ത (SMLS) അല്ലെങ്കിൽ ഇലക്ട്രിക്-റെസിസ്റ്റൻസ്-വെൽഡഡ് (ERW) കാർബൺ സ്റ്റീൽ പൈപ്പാണ് ഇത്.
എസ്.ടി.ബി340JIS G 3461 സ്റ്റാൻഡേർഡിലുള്ള ഒരു കാർബൺ സ്റ്റീൽ പൈപ്പ് ഗ്രേഡാണ്. ഇതിന് 340 MPa എന്ന കുറഞ്ഞ ടെൻസൈൽ ശക്തിയും 175 MPa എന്ന കുറഞ്ഞ വിളവ് ശക്തിയുമുണ്ട്.
ഉയർന്ന ശക്തി, നല്ല താപ സ്ഥിരത, പൊരുത്തപ്പെടുത്തൽ, ആപേക്ഷിക നാശന പ്രതിരോധം, ചെലവ്-ഫലപ്രാപ്തി, നല്ല പ്രോസസ്സിംഗ് എന്നിവ കാരണം പല വ്യാവസായിക ആപ്ലിക്കേഷനുകൾക്കും ഇത് തിരഞ്ഞെടുക്കാനുള്ള വസ്തുവാണ്.
ജിഐഎസ് ജി 3461മൂന്ന് ഗ്രേഡുകൾ ഉണ്ട്.എസ്.ടി.ബി340, എസ്.ടി.ബി410, എസ്.ടി.ബി510.
എസ്.ടി.ബി340: കുറഞ്ഞ ടെൻസൈൽ ശക്തി: 340 MPa; കുറഞ്ഞ വിളവ് ശക്തി: 175 MPa.
എസ്.ടി.ബി410: കുറഞ്ഞ ടെൻസൈൽ ശക്തി: 410 MPa; കുറഞ്ഞ വിളവ് ശക്തി: 255 MPa.
എസ്ടിബി510:കുറഞ്ഞ ടെൻസൈൽ ശക്തി: 510 MPa; കുറഞ്ഞ വിളവ് ശക്തി: 295 MPa.
വാസ്തവത്തിൽ, സ്റ്റീൽ പൈപ്പിന്റെ ഏറ്റവും കുറഞ്ഞ ടെൻസൈൽ ശക്തി അനുസരിച്ച് JIS G 3461 ഗ്രേഡ് തരംതിരിച്ചിട്ടുണ്ടെന്ന് കണ്ടെത്താൻ പ്രയാസമില്ല.
മെറ്റീരിയലിന്റെ ഗ്രേഡ് വർദ്ധിക്കുന്നതിനനുസരിച്ച്, അതിന്റെ ടെൻസൈൽ ശക്തിയും വിളവ് ശക്തിയും അതിനനുസരിച്ച് വർദ്ധിക്കുന്നു, ഇത് കൂടുതൽ ആവശ്യപ്പെടുന്ന തൊഴിൽ അന്തരീക്ഷങ്ങളിൽ ഉയർന്ന ലോഡുകളെയും സമ്മർദ്ദങ്ങളെയും നേരിടാൻ മെറ്റീരിയലിനെ അനുവദിക്കുന്നു.
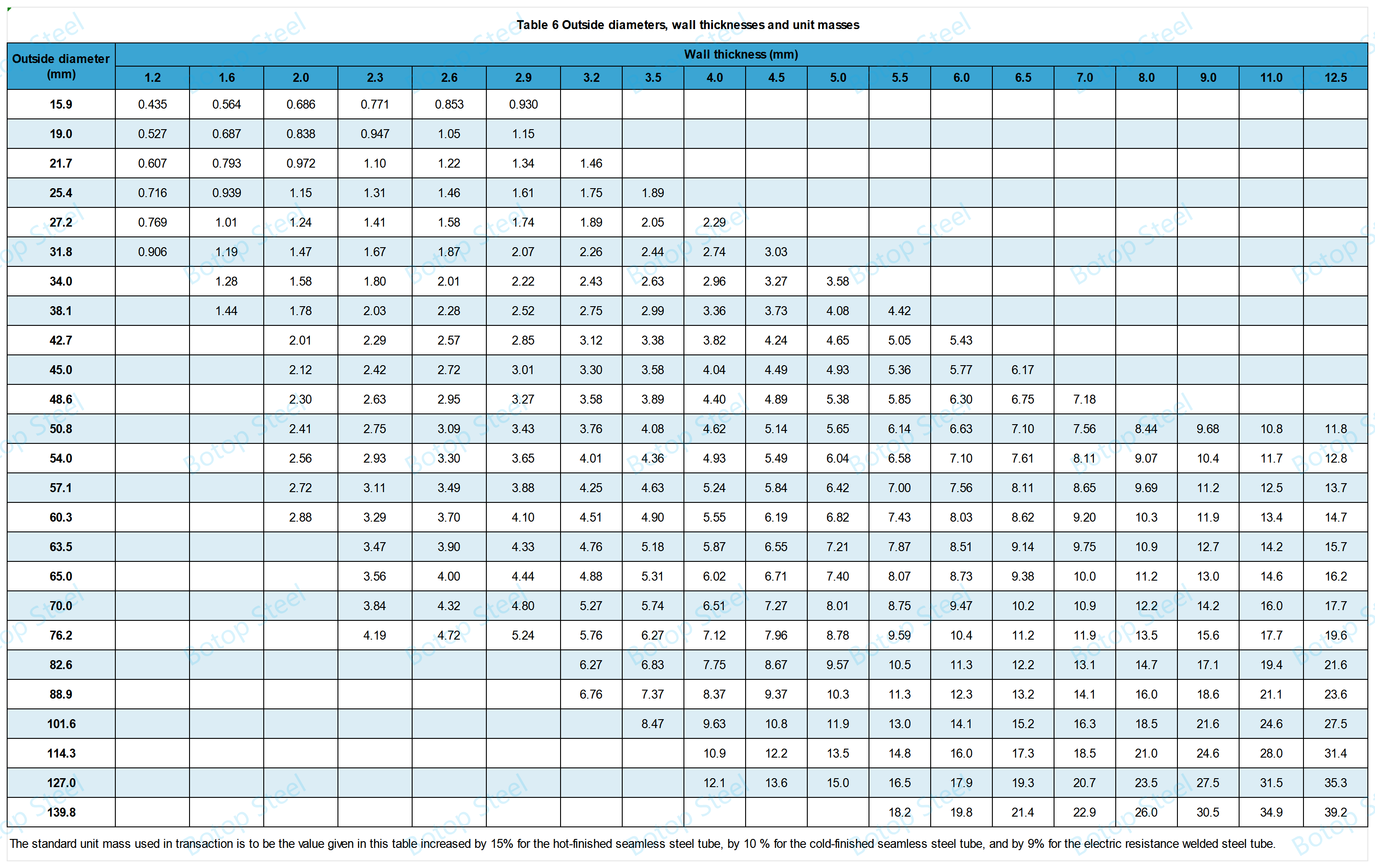
പുറം വ്യാസം 15.9-139.8 മി.മീ.
ബോയിലറുകളിലും ഹീറ്റ് എക്സ്ചേഞ്ചറുകളിലും ഉപയോഗിക്കുന്നതിന് സാധാരണയായി വളരെ വലിയ ട്യൂബ് വ്യാസങ്ങൾ ആവശ്യമില്ല. ചെറിയ ട്യൂബ് വ്യാസങ്ങൾ താപ കാര്യക്ഷമത വർദ്ധിപ്പിക്കുന്നു, കാരണം താപ കൈമാറ്റത്തിനുള്ള ഉപരിതല വിസ്തീർണ്ണവും വോളിയം അനുപാതവും കൂടുതലാണ്. ഇത് താപ ഊർജ്ജം വേഗത്തിലും കാര്യക്ഷമമായും കൈമാറാൻ സഹായിക്കുന്നു.
ട്യൂബുകൾ ഇതിൽ നിന്ന് നിർമ്മിക്കണംകിൽഡ് സ്റ്റീൽ.
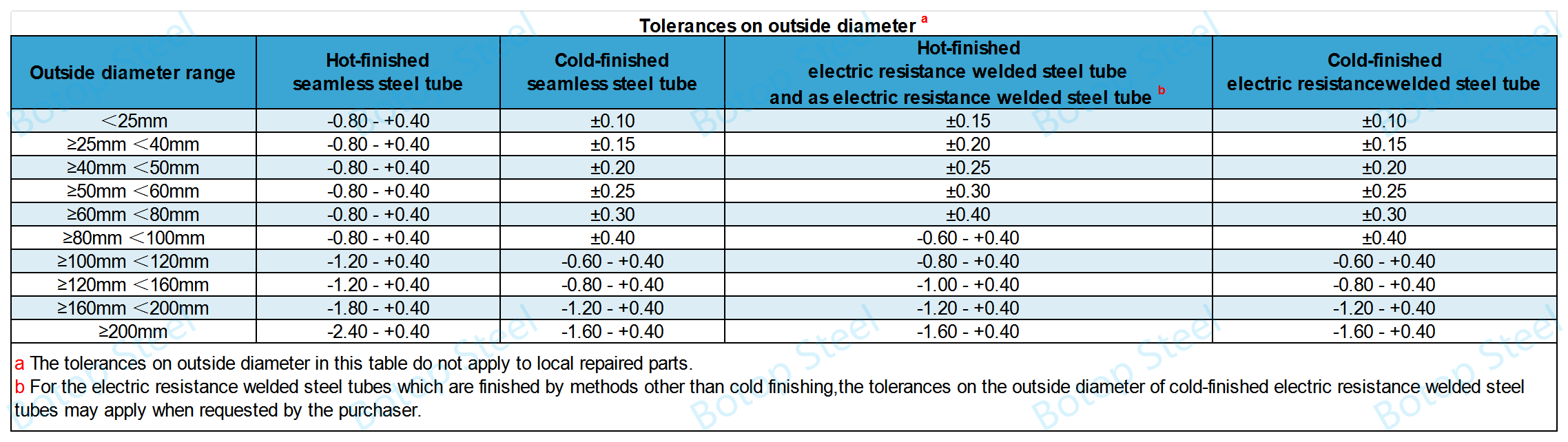
പൈപ്പ് നിർമ്മാണ രീതികളുടെയും ഫിനിഷിംഗ് രീതികളുടെയും സംയോജനം.

വിശദമായി പറഞ്ഞാൽ, അവയെ ഇനിപ്പറയുന്ന രീതിയിൽ തരംതിരിക്കാം:
ഹോട്ട്-ഫിനിഷ്ഡ് സീംലെസ് സ്റ്റീൽ ട്യൂബ്: SH
കോൾഡ്-ഫിനിഷ്ഡ് സീംലെസ് സ്റ്റീൽ ട്യൂബ്: SC
വൈദ്യുത പ്രതിരോധം വെൽഡഡ് സ്റ്റീൽ ട്യൂബ് ആയി: EG
ഹോട്ട്-ഫിനിഷ്ഡ് ഇലക്ട്രിക് റെസിസ്റ്റൻസ് വെൽഡഡ് സ്റ്റീൽ ട്യൂബ്: EH
കോൾഡ്-ഫിനിഷ്ഡ് ഇലക്ട്രിക് റെസിസ്റ്റൻസ് വെൽഡഡ് സ്റ്റീൽ ട്യൂബ്: EC
ഹോട്ട്-ഫിനിഷ്ഡ് സീംലെസിന്റെ ഉത്പാദന പ്രവാഹം ഇതാ.

തടസ്സമില്ലാത്ത നിർമ്മാണ പ്രക്രിയയ്ക്കായി, ഹോട്ട് ഫിനിഷ് പ്രൊഡക്ഷൻ ഉപയോഗിച്ച് 30 മില്ലീമീറ്ററിൽ കൂടുതൽ പുറം വ്യാസമുള്ള തടസ്സമില്ലാത്ത സ്റ്റീൽ പൈപ്പുകളായും, കോൾഡ് ഫിനിഷ് പ്രൊഡക്ഷൻ ഉപയോഗിച്ച് 30 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള തടസ്സമില്ലാത്ത സ്റ്റീൽ പൈപ്പുകളായും ഇതിനെ ഏകദേശം വിഭജിക്കാം.

താപ വിശകലന രീതികൾ JIS G 0320 ലെ മാനദണ്ഡങ്ങൾക്കനുസൃതമായിരിക്കണം.
പ്രത്യേക ഗുണങ്ങൾ ലഭിക്കുന്നതിന് അവ ഒഴികെയുള്ള അലോയിംഗ് ഘടകങ്ങൾ ചേർക്കാം.
ഉൽപ്പന്നം വിശകലനം ചെയ്യുമ്പോൾ, പൈപ്പിന്റെ രാസഘടനയുടെ വ്യതിയാന മൂല്യങ്ങൾ തടസ്സമില്ലാത്ത സ്റ്റീൽ പൈപ്പുകൾക്ക് JIS G 0321 ന്റെ പട്ടിക 3 ന്റെയും റെസിസ്റ്റൻസ്-വെൽഡഡ് സ്റ്റീൽ പൈപ്പുകൾക്ക് JIS G 0321 ന്റെ പട്ടിക 2 ന്റെയും ആവശ്യകതകൾ പാലിക്കണം.
| ഗ്രേഡിന്റെ ചിഹ്നം | സി (കാർബൺ) | സി (സിലിക്കൺ) | ദശലക്ഷം (മാംഗനീസ്) | പി (ഫോസ്ഫറസ്) | എസ് (സൾഫർ) |
| പരമാവധി | പരമാവധി | പരമാവധി | പരമാവധി | ||
| എസ്.ടി.ബി340 | 0.18 ഡെറിവേറ്റീവുകൾ | 0.35 | 0.30-0.60 | 0.35 | 0.35 |
| വാങ്ങുന്നയാൾക്ക് 0.10 % മുതൽ 0.35% വരെയുള്ള Si യുടെ അളവ് വ്യക്തമാക്കാം. | |||||
ഉയർന്ന താപനിലയുള്ള അന്തരീക്ഷത്തിൽ വെൽഡിങ്ങിനും പ്രയോഗങ്ങൾക്കും അനുയോജ്യമായ മെറ്റീരിയൽ നിർമ്മിക്കുന്നതിനൊപ്പം, മതിയായ മെക്കാനിക്കൽ ഗുണങ്ങളും യന്ത്രക്ഷമതയും ഉറപ്പാക്കുന്നതിനാണ് STB340 ന്റെ രാസഘടന രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്.
| ഗ്രേഡിന്റെ ചിഹ്നം | വലിച്ചുനീട്ടാനാവുന്ന ശക്തി a | യീൽഡ് പോയിന്റ് അല്ലെങ്കിൽ പ്രൂഫ് സ്ട്രെസ് | നീളം കുറഞ്ഞത്, % | ||
| പുറം വ്യാസം | |||||
| 10 മി.മീ | ≥10 മിമി <20 മിമി | ≥20 മിമി | |||
| N/mm² (എംപിഎ) | N/mm² (എംപിഎ) | ടെസ്റ്റ് പീസ് | |||
| നമ്പർ 11 | നമ്പർ 11 | നമ്പർ 11/നമ്പർ 12 | |||
| മിനിറ്റ് | മിനിറ്റ് | ടെൻസൈൽ ടെസ്റ്റ് ദിശ | |||
| ട്യൂബ് അച്ചുതണ്ടിന് സമാന്തരമായി | ട്യൂബ് അച്ചുതണ്ടിന് സമാന്തരമായി | ട്യൂബ് അച്ചുതണ്ടിന് സമാന്തരമായി | |||
| എസ്.ടി.ബി340 | 340 (340) | 175 | 27 | 30 | 35 |
കുറിപ്പ്: ഹീറ്റ് എക്സ്ചേഞ്ചർ ട്യൂബുകൾക്ക് മാത്രമായി, വാങ്ങുന്നയാൾക്ക്, ആവശ്യമെങ്കിൽ, പരമാവധി ടെൻസൈൽ ശക്തി മൂല്യം വ്യക്തമാക്കാം. ഈ സാഹചര്യത്തിൽ, പരമാവധി ടെൻസൈൽ ശക്തി മൂല്യം ഈ പട്ടികയിലെ മൂല്യത്തിലേക്ക് 120 N/mm² ചേർത്തുകൊണ്ട് ലഭിക്കുന്ന മൂല്യമായിരിക്കും.
8 മില്ലീമീറ്ററിൽ താഴെയുള്ള ഭിത്തി കനമുള്ള ട്യൂബിനുള്ള ടെസ്റ്റ് പീസ് നമ്പർ 12-ൽ ടെൻസൈൽ പരിശോധന നടത്തുമ്പോൾ.
| ഗ്രേഡിന്റെ ചിഹ്നം | ഉപയോഗിച്ച പരീക്ഷണ ഭാഗം | നീട്ടൽ കുറഞ്ഞത്, % | ||||||
| മതിൽ കനം | ||||||||
| >1 ≤2 മിമി | >2 ≤3 മിമി | >3 ≤4 മിമി | >4 ≤5 മി.മീ | 5 ≤6 മിമി | >6 ≤7 മിമി | 7 8 മി.മീ. | ||
| എസ്.ടി.ബി340 | നമ്പർ 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
ട്യൂബ് ഭിത്തിയിലെ കനം 8 മില്ലീമീറ്ററിൽ നിന്ന് ഓരോ 1 മില്ലീമീറ്റർ കുറയുമ്പോഴും പട്ടിക 4 ൽ നൽകിയിരിക്കുന്ന നീളമേറിയ മൂല്യത്തിൽ നിന്ന് 1.5% കുറച്ചും, JIS Z 8401 ലെ റൂൾ A അനുസരിച്ച് ഫലം ഒരു പൂർണ്ണസംഖ്യയിലേക്ക് റൗണ്ട് ചെയ്തും ഈ പട്ടികയിലെ നീളമേറിയ മൂല്യങ്ങൾ കണക്കാക്കുന്നു.
ടെസ്റ്റ് രീതി JIS Z 2245 അനുസരിച്ചായിരിക്കണം. ടെസ്റ്റ് പീസിന്റെ കാഠിന്യം അതിന്റെ ക്രോസ്-സെക്ഷനിലോ ആന്തരിക പ്രതലത്തിലോ ഓരോ ടെസ്റ്റ് പീസിനും മൂന്ന് സ്ഥാനങ്ങളിൽ അളക്കണം.
| ഗ്രേഡിന്റെ ചിഹ്നം | റോക്ക്വെൽ കാഠിന്യം (മൂന്ന് സ്ഥാനങ്ങളുടെ ശരാശരി മൂല്യം) എച്ച്ആർബിഡബ്ല്യു |
| എസ്.ടി.ബി340 | പരമാവധി 77. |
| എസ്.ടി.ബി410 | പരമാവധി 79. |
| എസ്.ടി.ബി510 | പരമാവധി 92. |
2 മില്ലീമീറ്ററോ അതിൽ താഴെയോ മതിൽ കനമുള്ള ട്യൂബുകളിൽ ഈ പരിശോധന നടത്താൻ പാടില്ല. വൈദ്യുത പ്രതിരോധ വെൽഡഡ് സ്റ്റീൽ ട്യൂബുകൾക്ക്, വെൽഡ് ഒഴികെയുള്ള ഭാഗത്തോ ചൂട് ബാധിച്ച മേഖലകളിലോ പരിശോധന നടത്തണം.
തടസ്സമില്ലാത്ത സ്റ്റീൽ ട്യൂബുകൾക്ക് ഇത് ബാധകമല്ല.
പരീക്ഷണ രീതി മാതൃക മെഷീനിൽ വയ്ക്കുക, രണ്ട് പ്ലാറ്റ്ഫോമുകൾക്കിടയിലുള്ള ദൂരം നിർദ്ദിഷ്ട മൂല്യമായ H ൽ എത്തുന്നതുവരെ പരത്തുക. തുടർന്ന് മാതൃകയിൽ വിള്ളലുകൾ ഉണ്ടോയെന്ന് പരിശോധിക്കുക.
വെൽഡഡ് പൈപ്പിന്റെ ക്രിട്ടിക്കൽ റെസിസ്റ്റൻസ് പരിശോധിക്കുമ്പോൾ, വെൽഡിനും പൈപ്പിന്റെ മധ്യത്തിനും ഇടയിലുള്ള രേഖ കംപ്രഷൻ ദിശയ്ക്ക് ലംബമായിരിക്കും.
H=(1+e)t/(e+t/D)
H: പ്ലേറ്റുകൾ തമ്മിലുള്ള ദൂരം (മില്ലീമീറ്റർ)
t: ട്യൂബിന്റെ മതിൽ കനം (മില്ലീമീറ്റർ)
D: ട്യൂബിന്റെ പുറം വ്യാസം (മില്ലീമീറ്റർ)
ഇ:ട്യൂബിന്റെ ഓരോ ഗ്രേഡിനും നിർവചിച്ചിരിക്കുന്ന സ്ഥിരാങ്കം. STB340: 0.09; STB410: 0.08; STB510: 0.07.
തടസ്സമില്ലാത്ത സ്റ്റീൽ ട്യൂബുകൾക്ക് ഇത് ബാധകമല്ല.
മാതൃകയുടെ ഒരു അറ്റം മുറിയിലെ താപനിലയിൽ (5°C മുതൽ 35°C വരെ) 60° കോണിൽ ഒരു കോണാകൃതിയിലുള്ള ഉപകരണം ഉപയോഗിച്ച് പുറം വ്യാസം 1.2 മടങ്ങ് വലുതാക്കുന്നതുവരെ ഫ്ലെയർ ചെയ്യുകയും വിള്ളലുകൾ ഉണ്ടോയെന്ന് പരിശോധിക്കുകയും ചെയ്യുന്നു.
101.6 മില്ലിമീറ്ററിൽ കൂടുതൽ പുറം വ്യാസമുള്ള ട്യൂബുകൾക്കും ഈ ആവശ്യകത ബാധകമാണ്.
ഫ്ലെയറിംഗ് ടെസ്റ്റ് നടത്തുമ്പോൾ റിവേഴ്സ് ഫ്ലാറ്റനിംഗ് ടെസ്റ്റ് ഒഴിവാക്കാവുന്നതാണ്.
പൈപ്പിന്റെ ഒരു അറ്റത്ത് നിന്ന് 100 മില്ലീമീറ്റർ നീളമുള്ള ടെസ്റ്റ് പീസ് മുറിച്ച്, ചുറ്റളവിന്റെ ഇരുവശത്തുമുള്ള വെൽഡ് ലൈനിൽ നിന്ന് ടെസ്റ്റ് പീസ് 90° പകുതിയായി മുറിക്കുക, വെൽഡ് അടങ്ങിയ പകുതി ടെസ്റ്റ് പീസായി എടുക്കുക.
മുറിയിലെ താപനിലയിൽ (5 °C മുതൽ 35 °C വരെ), വെൽഡ് മുകളിൽ ഉള്ള ഒരു പ്ലേറ്റിലേക്ക് മാതൃക പരത്തുക, വെൽഡിലെ വിള്ളലുകൾക്കായി മാതൃക പരിശോധിക്കുക.
ഓരോ സ്റ്റീൽ പൈപ്പും ഹൈഡ്രോസ്റ്റാറ്റിക് അല്ലെങ്കിൽ നോൺ-ഡിസ്ട്രക്റ്റീവ് ആയി പരിശോധിക്കേണ്ടതുണ്ട്.പൈപ്പിന്റെ ഗുണനിലവാരവും സുരക്ഷയും ഉറപ്പാക്കുന്നതിനും ഉപയോഗ മാനദണ്ഡങ്ങൾ പാലിക്കുന്നതിനും.
ഹൈഡ്രോളിക് ടെസ്റ്റ്
പൈപ്പിന്റെ ഉൾഭാഗം കുറഞ്ഞത് 5 സെക്കൻഡ് നേരത്തേക്ക് അല്ലെങ്കിൽ അതിൽ കൂടുതലുള്ള മർദ്ദം P (P max 10 MPa) ൽ പിടിക്കുക, തുടർന്ന് പൈപ്പിന് ചോർച്ചയില്ലാതെ മർദ്ദം താങ്ങാൻ കഴിയുമോ എന്ന് പരിശോധിക്കുക.
പി=2st/D
P: ടെസ്റ്റ് മർദ്ദം (MPa)
t: ട്യൂബിന്റെ മതിൽ കനം (മില്ലീമീറ്റർ)
D: ട്യൂബിന്റെ പുറം വ്യാസം (മില്ലീമീറ്റർ)
s: യീൽഡ് പോയിന്റിന്റെയോ പ്രൂഫ് സ്ട്രെസിന്റെയോ നിർദ്ദിഷ്ട കുറഞ്ഞ മൂല്യത്തിന്റെ 60%.
നോൺ-ഡിസ്ട്രക്റ്റീവ് ടെസ്റ്റ്
സ്റ്റീൽ ട്യൂബുകളുടെ നശീകരണരഹിത പരിശോധന നടത്തേണ്ടത്അൾട്രാസോണിക് അല്ലെങ്കിൽ എഡ്ഡി കറന്റ് പരിശോധന.
വേണ്ടിഅൾട്രാസോണിക്പരിശോധനാ സവിശേഷതകൾ, വ്യക്തമാക്കിയിട്ടുള്ള ക്ലാസ് UD യുടെ റഫറൻസ് സ്റ്റാൻഡേർഡ് അടങ്ങിയിരിക്കുന്ന ഒരു റഫറൻസ് സാമ്പിളിൽ നിന്നുള്ള സിഗ്നൽജിഐഎസ് ജി 0582ഒരു അലാറം ലെവലായി കണക്കാക്കുകയും അലാറം ലെവലിന് തുല്യമോ അതിൽ കൂടുതലോ അടിസ്ഥാന സിഗ്നൽ ഉണ്ടായിരിക്കുകയും വേണം.
എന്നതിനായുള്ള സ്റ്റാൻഡേർഡ് കണ്ടെത്തൽ സംവേദനക്ഷമതചുഴലിക്കാറ്റ്പരീക്ഷ EU, EV, EW, അല്ലെങ്കിൽ EX വിഭാഗത്തിൽ വ്യക്തമാക്കിയിരിക്കണംജിഐഎസ് ജി 0583, കൂടാതെ പറഞ്ഞ വിഭാഗത്തിന്റെ റഫറൻസ് സ്റ്റാൻഡേർഡ് അടങ്ങിയ റഫറൻസ് സാമ്പിളിൽ നിന്നുള്ള സിഗ്നലുകൾക്ക് തുല്യമോ അതിലും വലുതോ ആയ സിഗ്നലുകൾ ഉണ്ടാകരുത്.

കൂടുതൽ വിവരങ്ങൾക്ക്പൈപ്പ് വെയ്റ്റ് ചാർട്ടുകളും പൈപ്പ് ഷെഡ്യൂളുകളുംസ്റ്റാൻഡേർഡിനുള്ളിൽ, നിങ്ങൾക്ക് ക്ലിക്ക് ചെയ്യാം.
താഴെ പറയുന്ന വിവരങ്ങൾ ലേബൽ ചെയ്യുന്നതിന് ഉചിതമായ സമീപനം സ്വീകരിക്കുക.
a) ഗ്രേഡിന്റെ ചിഹ്നം;
b) നിർമ്മാണ രീതിയുടെ ചിഹ്നം;
സി) അളവുകൾ: പുറം വ്യാസവും മതിൽ കനവും;
d) നിർമ്മാതാവിന്റെ പേര് അല്ലെങ്കിൽ തിരിച്ചറിയൽ ബ്രാൻഡ്.
ചെറിയ പുറം വ്യാസം കാരണം ഓരോ ട്യൂബിലും അടയാളപ്പെടുത്തൽ ബുദ്ധിമുട്ടാണെങ്കിൽ അല്ലെങ്കിൽ വാങ്ങുന്നയാൾ ആവശ്യപ്പെടുമ്പോൾ, അനുയോജ്യമായ മാർഗ്ഗത്തിലൂടെ ട്യൂബുകളുടെ ഓരോ ബണ്ടിലിലും അടയാളപ്പെടുത്തൽ നൽകാവുന്നതാണ്.
വിവിധ വ്യാവസായിക ബോയിലറുകൾക്കുള്ള വാട്ടർ പൈപ്പുകളുടെയും ഫ്ലൂ പൈപ്പുകളുടെയും നിർമ്മാണത്തിൽ STB340 സാധാരണയായി ഉപയോഗിക്കുന്നു, പ്രത്യേകിച്ച് ഉയർന്ന താപനിലയ്ക്കും മർദ്ദത്തിനും പ്രതിരോധം ആവശ്യമുള്ള പരിതസ്ഥിതികളിൽ.
നല്ല താപ ചാലക ഗുണങ്ങൾ ഉള്ളതിനാൽ, വ്യത്യസ്ത മാധ്യമങ്ങൾക്കിടയിൽ കാര്യക്ഷമമായി താപം കൈമാറാൻ സഹായിക്കുന്ന താപ വിനിമയ ഉപകരണങ്ങൾക്കുള്ള പൈപ്പുകളുടെ നിർമ്മാണത്തിനും ഇത് അനുയോജ്യമാണ്.
നീരാവി അല്ലെങ്കിൽ ചൂടുവെള്ളം പോലുള്ള ഉയർന്ന താപനിലയുള്ളതോ ഉയർന്ന മർദ്ദമുള്ളതോ ആയ ദ്രാവകങ്ങൾ കൊണ്ടുപോകുന്നതിനും ഇത് ഉപയോഗിക്കാം, കൂടാതെ രാസ, വൈദ്യുതോർജ്ജം, യന്ത്ര നിർമ്മാണ വ്യവസായങ്ങളിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
ASTM A106 ഗ്രേഡ് എ
ഡിഐഎൻ 17175 സെന്റ്35.8
ഡിഐഎൻ 1629 സെന്റ്37.0
ബിഎസ് 3059-1 ഗ്രേഡ് 320
EN 10216-1 P235GH
ജിബി 3087 20#
ജിബി 5310 20 ജി
രാസഘടനയിലും അടിസ്ഥാന ഗുണങ്ങളിലും ഈ വസ്തുക്കൾ സമാനമായിരിക്കാമെങ്കിലും, നിർദ്ദിഷ്ട താപ ചികിത്സാ പ്രക്രിയകളും യന്ത്രവൽക്കരണവും അന്തിമ ഉൽപ്പന്നത്തിന്റെ ഗുണങ്ങളെ ബാധിച്ചേക്കാം.
അതിനാൽ, പ്രായോഗിക പ്രയോഗങ്ങൾക്ക് തുല്യമായ വസ്തുക്കൾ തിരഞ്ഞെടുക്കുമ്പോൾ വിശദമായ താരതമ്യങ്ങളും ഉചിതമായ പരിശോധനകളും നടത്തണം.
2014-ൽ സ്ഥാപിതമായതുമുതൽ, ബോട്ടോപ്പ് സ്റ്റീൽ വടക്കൻ ചൈനയിലെ കാർബൺ സ്റ്റീൽ പൈപ്പിന്റെ മുൻനിര വിതരണക്കാരായി മാറി, മികച്ച സേവനം, ഉയർന്ന നിലവാരമുള്ള ഉൽപ്പന്നങ്ങൾ, സമഗ്രമായ പരിഹാരങ്ങൾ എന്നിവയ്ക്ക് പേരുകേട്ടതാണ്. സീംലെസ്, ERW, LSAW, SSAW സ്റ്റീൽ പൈപ്പ് എന്നിവയുൾപ്പെടെ വിവിധതരം കാർബൺ സ്റ്റീൽ പൈപ്പുകളും അനുബന്ധ ഉൽപ്പന്നങ്ങളും കമ്പനി വാഗ്ദാനം ചെയ്യുന്നു, കൂടാതെ പൈപ്പ് ഫിറ്റിംഗുകളുടെയും ഫ്ലേഞ്ചുകളുടെയും പൂർണ്ണമായ നിരയും.
വിവിധ പൈപ്പ്ലൈൻ പദ്ധതികളുടെ ആവശ്യങ്ങൾ നിറവേറ്റുന്നതിനായി രൂപകൽപ്പന ചെയ്ത ഉയർന്ന ഗ്രേഡ് അലോയ്കളും ഓസ്റ്റെനിറ്റിക് സ്റ്റെയിൻലെസ് സ്റ്റീലുകളും ഇതിന്റെ പ്രത്യേക ഉൽപ്പന്നങ്ങളിൽ ഉൾപ്പെടുന്നു.















