
BS EN 10210 स्टील ट्यूबहे विविध प्रकारच्या वास्तुशिल्पीय आणि यांत्रिक संरचनात्मक अनुप्रयोगांसाठी न मिसळलेल्या आणि बारीक-धान्य स्टील्सचे गरम-तयार पोकळ विभाग आहेत. यामध्ये गोल, चौरस, आयताकृती आणि अंडाकृती विभाग असतात.
EN 10210 आणि BS EN 10210 हे एकसारखेच मानक आहेत परंतु वेगवेगळ्या संस्थांसह आहेत.

नेव्हिगेशन बटणे
BS EN 10210 वर्गीकरण
BS EN 10210 आकार श्रेणी
कच्चा माल
बीएस एन १०२१० स्टीलचे नाव
BS EN 10210 च्या डिलिव्हरी अटी
BS EN 10210 ची रासायनिक रचना
BS EN 10210 चे यांत्रिक गुणधर्म
प्रभाव चाचण्या
वेल्डेबिलिटी
मितीय सहनशीलता
पृष्ठभागाचे स्वरूप
गॅल्वनाइज्ड
पृष्ठभागावरील दोषांची दुरुस्ती
BS EN 10210 मार्किंग
अर्ज
आमची संबंधित उत्पादने
BS EN 10210 वर्गीकरण
स्टीलच्या प्रकारानुसार
मिश्रधातू नसलेले आणि मिश्रधातू नसलेले विशेष स्टील्स
न वापरलेले स्टील्स:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
मिश्रधातू असलेले विशेष स्टील्स: S420NH, S420NLH, S460NH, S460NLH.
ओळखण्याची एक सोपी पद्धत अशी आहे: स्टीलच्या नावावर, जर निर्देशांकाची उत्पन्न शक्ती '4' या संख्येने सुरू होते, तर मिश्र धातुच्या स्टीलसाठी
उत्पादन प्रक्रियेनुसार
स्ट्रक्चरल पोकळ विभाग खालील द्वारे उत्पादित केले पाहिजेत:सीमलेस किंवा वेल्डेड प्रक्रिया.
सीमलेसमध्ये हे समाविष्ट आहे: गरम-समाप्त आणि थंड-समाप्त
सामान्य वेल्ड्समध्ये इलेक्ट्रिक रेझिस्टन्स वेल्डिंग (ERW) आणि सबमर्बर्ड आर्क वेल्डिंग (SAW) यांचा समावेश होतो: LSAW, SSAW.
इलेक्ट्रिकली वेल्डेड पोकळ भागांना सहसा अंतर्गत वेल्ड ट्रिमिंगची आवश्यकता नसते.
क्रॉस-सेक्शन आकारानुसार
सीएचएस: वर्तुळाकार पोकळ विभाग;
आरएचएस: चौरस किंवा आयताकृती पोकळ विभाग;
ईएचएस: लंबवर्तुळाकार पोकळ विभाग;
हा लेख संबंधित मजकुराच्या वर्तुळाकार क्रॉस-सेक्शन (CHS) द्वारे आयोजित केला आहे.
BS EN 10210 आकार श्रेणी
भिंतीची जाडी: ≤१२० मिमी
बाह्य व्यास:
गोल (CHS): बाह्य व्यास≤२५०० मिमी;
चौरस (RHS): बाह्य व्यास≤ ८०० मिमी × ८०० मिमी;
आयताकृती (RHS): बाह्य व्यास≤७५० मिमी × ५०० मिमी;
अंडाकृती (EHS): बाह्य व्यास≤ ५०० मिमी × २५० मिमी.
कच्चा माल
न मिसळलेले आणि बारीक धान्याचे स्टील.
न मिसळलेले स्टील चार गुण JR, JO, J2 आणि K2 निर्दिष्ट केले आहेत.
ललित धान्य स्टील्स: चार गुण N आणि NL निर्दिष्ट केले आहेत.
फाइन ग्रेन स्टील्स म्हणजे बारीक ग्रेन स्ट्रक्चर असलेले स्टील्स, ज्याचा फेराइट ग्रेन आकार ≥ 6 असतो.
बीएस एन १०२१० स्टीलचे नाव
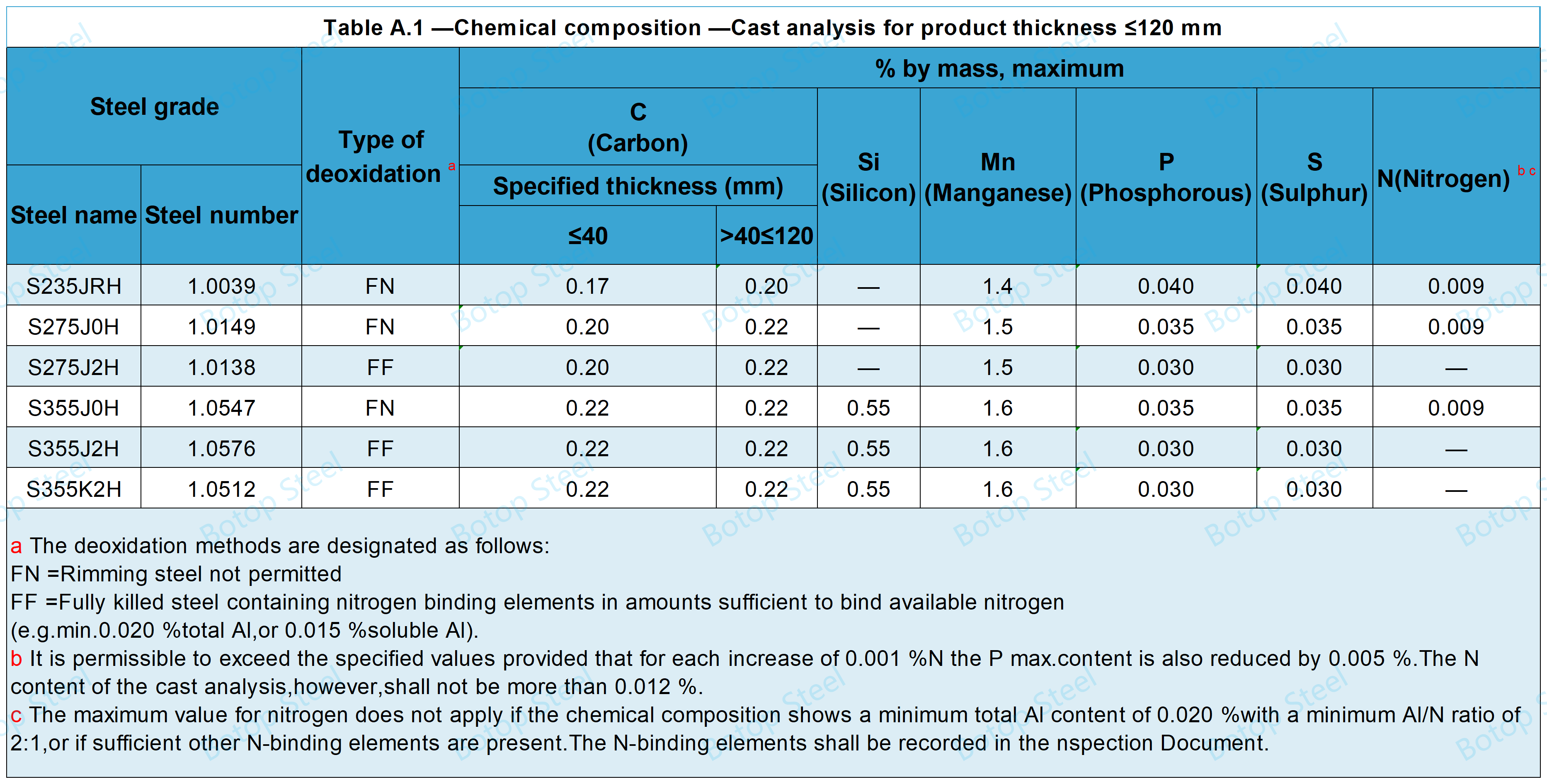
नॉन-अॅलॉय स्टील पोकळ भागांसाठी स्टील पदनामात समाविष्ट आहे
उदाहरण: BS EN 10210-S275J0H
चार भाग असतात:एस, २७५, जे०, आणि एच.
१.S: स्ट्रक्चरल स्टील दर्शवते.
२.संख्यात्मक मूल्य (२७५): MPa मध्ये, किमान निर्दिष्ट उत्पन्न शक्तीसाठी जाडी ≤ १६ मिमी.
३.JR: विशिष्ट प्रभाव गुणधर्मांसह खोलीच्या तपमानावर दर्शविते;
J0: विशिष्ट प्रभाव गुणधर्मांसह 0 ℃ वर दर्शविते;
J2 किंवा K2: विशिष्ट प्रभाव गुणधर्मांसह -20 ℃ मध्ये दर्शविलेले;
४.H: पोकळ विभाग दर्शविते.
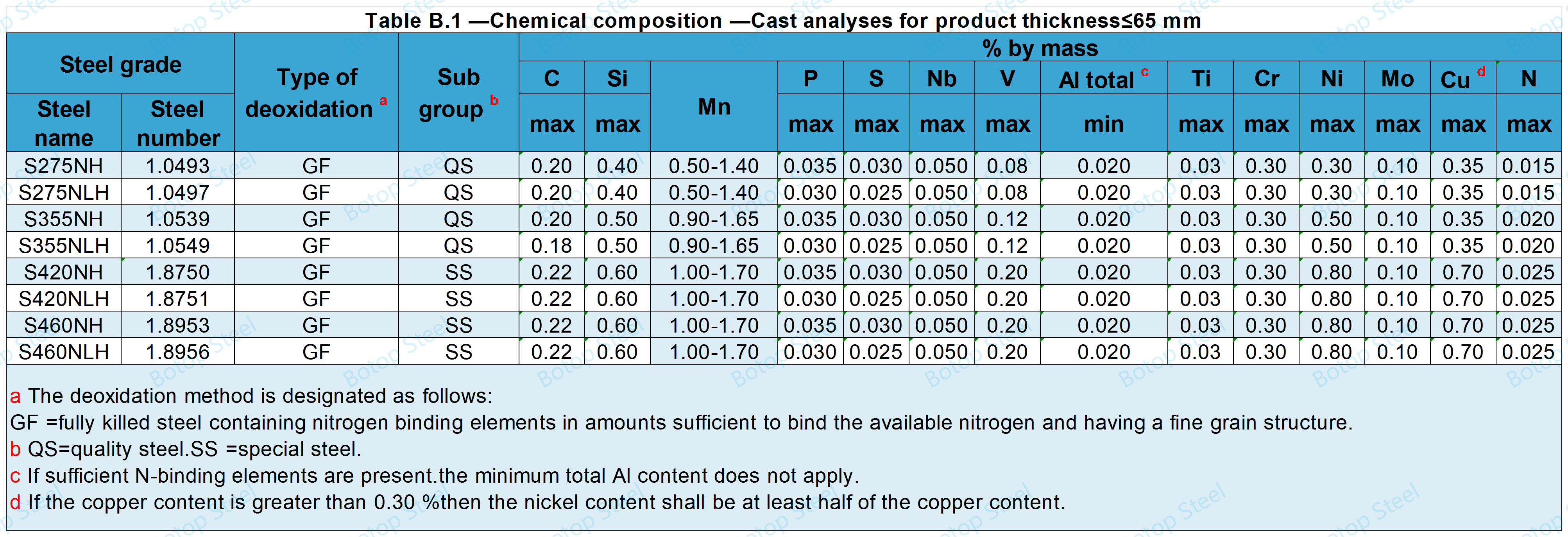
बारीक धान्य असलेल्या स्टीलच्या स्ट्रक्चरल पोकळ भागांसाठी स्टीलच्या पदनामात समाविष्ट आहे
उदाहरण: EN १०२१०-S३५५NLH
पाच भाग असतात:एस, ३५५, एन, एल आणि एच.
1. S: स्ट्रक्चरल स्टील दर्शवते.
2. संख्यात्मक मूल्य (३५५): जाडी ≤ १६ मिमी किमान निर्दिष्ट उत्पन्न शक्ती, एकक MPa आहे.
3. N: प्रमाणित किंवा प्रमाणित रोलिंग.
4. L: -५० °C वर विशिष्ट प्रभाव गुणधर्म.
५.H: पोकळ भाग दर्शवितो.
BS EN 10210 च्या डिलिव्हरी अटी
JR, J0, J2 आणि K2 - गरम फिनिश केलेले.
N आणि NL - सामान्यीकृत. सामान्यीकृत मध्ये सामान्यीकृत रोल केलेले समाविष्ट आहे.
JR, J0, J2 आणि K2 - गरम काम केलेले
N आणि NL - सामान्यीकरण. सामान्यीकरणात रोलिंग सामान्यीकरण समाविष्ट आहे.
१० मिमी पेक्षा जास्त भिंतीची जाडी असलेल्या सीमलेस पोकळ भागांसाठी किंवा जेव्हा T/D ०.१ पेक्षा जास्त असेल तेव्हा, इच्छित रचना साध्य करण्यासाठी ऑस्टेनायझेशन नंतर प्रवेगक शीतकरण लागू करणे किंवा निर्दिष्ट यांत्रिक गुणधर्म साध्य करण्यासाठी द्रव शमन आणि टेम्परिंग लागू करणे आवश्यक असू शकते.
१० मिमी पेक्षा जास्त भिंतीची जाडी असलेल्या सीमलेस पोकळ भागांसाठी किंवा जेव्हा टी/डी ०.१ पेक्षा जास्त असेल तेव्हा, इच्छित रचना साध्य करण्यासाठी ऑस्टेनिटायझेशन नंतर त्वरित शीतकरण किंवा निर्दिष्ट यांत्रिक गुणधर्म साध्य करण्यासाठी द्रव शमन आणि टेम्परिंग आवश्यक असू शकते.
BS EN 10210 ची रासायनिक रचना
नॉन-अॅलॉय स्टील्स - रासायनिक रचना
ललित धान्य स्टील्स - रासायनिक रचना
CEV निश्चित करताना खालील सूत्र वापरले जाईल:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
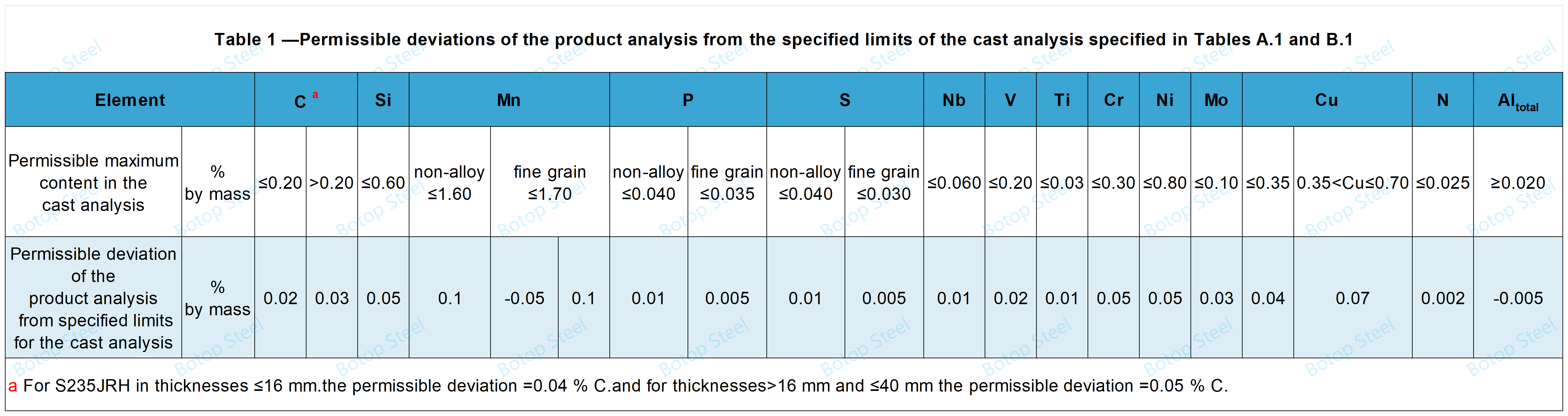
रासायनिक रचनेतील विचलन
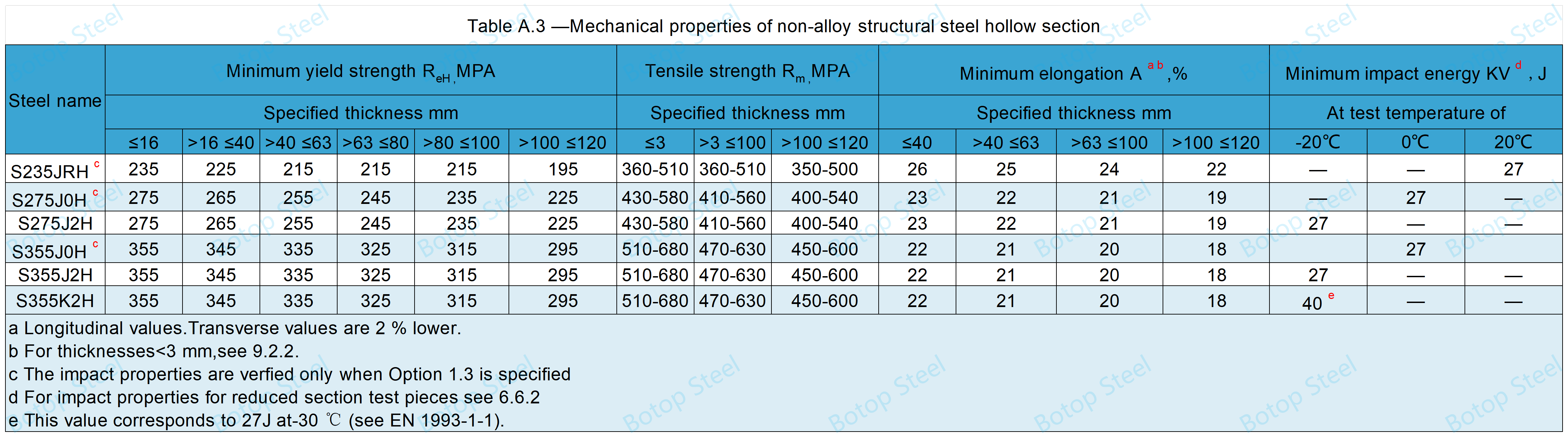
BS EN 10210 चे यांत्रिक गुणधर्म
५८० डिग्री सेल्सिअसपेक्षा जास्त तापमानात किंवा एका तासापेक्षा जास्त काळ ताण कमी करण्यासाठी अॅनिलिंग केल्याने यांत्रिक गुणधर्म बिघडू शकतात.
नॉन-अॅलॉय स्टील्स - यांत्रिक गुणधर्म
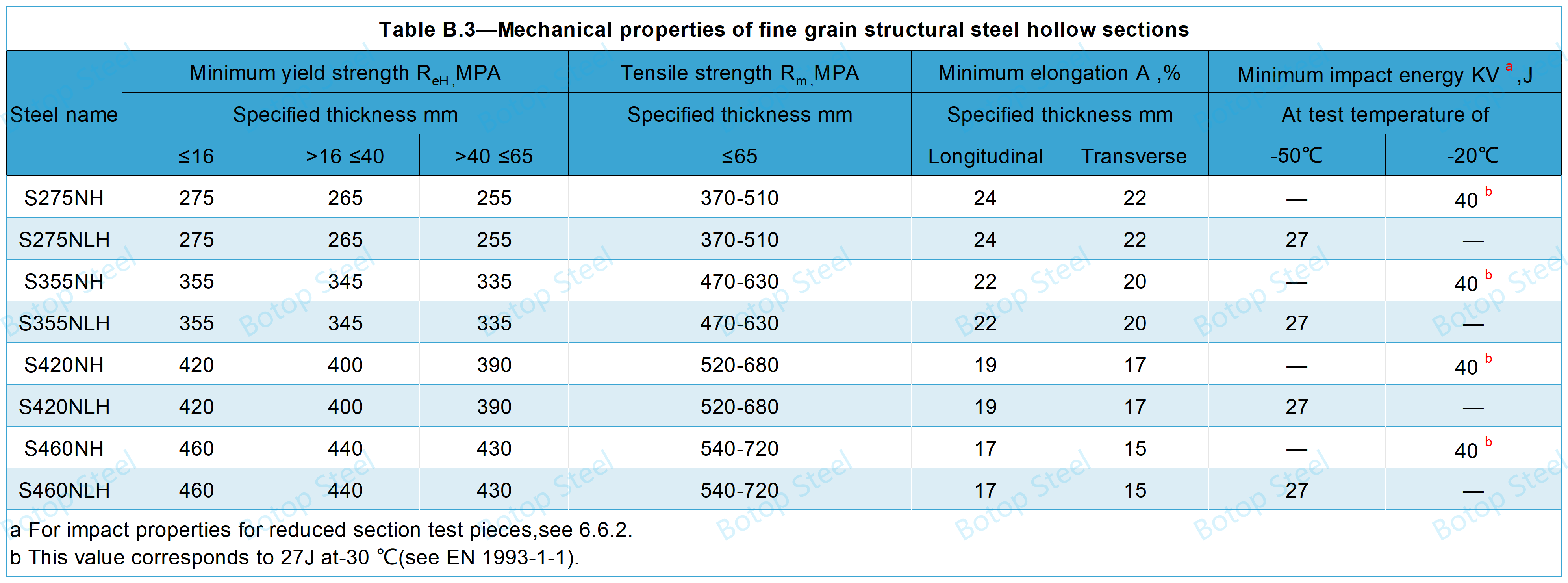
ललित धान्य स्टील्स - यांत्रिक गुणधर्म
प्रभाव चाचण्या
जेव्हा निर्दिष्ट जाडी 6 मिमी पेक्षा कमी असते तेव्हा प्रभाव चाचणी आवश्यक नसते.
EN 10045-1 नुसार मानक V-नॉच केलेले नमुने वापरले जातील.
प्रमाणित नमुने तयार करण्यासाठी नाममात्र उत्पादनाची जाडी अपुरी असल्यास, 10 मिमी पेक्षा कमी रुंदी असलेल्या परंतु 5 मिमी पेक्षा कमी नसलेल्या नमुन्यांचा वापर करून चाचण्या केल्या जातील.
वेल्डेबिलिटी
BS EN 10210 मधील स्टील्स वेल्डेबल आहेत.
EN 1011-1 आणि EN 1011-2 वेल्डेड उत्पादनांसाठी सामान्य आवश्यकता निर्दिष्ट करतात.
उत्पादनाची जाडी, ताकद पातळी आणि CEV वाढल्याने वेल्ड झोनमध्ये कोल्ड क्रॅकिंग हा मुख्य धोका आहे.
मितीय सहनशीलता
आकार, सरळपणा आणि वस्तुमान यावरील सहनशीलता

लांबीची सहनशीलता

SAW वेल्डची शिवण उंची
बुडलेल्या आर्क वेल्डेड पोकळ भागांसाठी अंतर्गत आणि बाह्य वेल्ड सीमच्या उंचीवरील सहनशीलता.
| जाडी, टी | वेल्ड मणीची कमाल उंची, मिमी |
| ≤१४,२ | ३.५ |
| >१४,२ | ४.८ |
BS EN 10210 मानक सीमलेस आणि वेल्डेड हॉट-फिनिश्ड पोकळ विभाग उत्पादनांना कव्हर करते. मुख्य वेल्डिंग प्रक्रिया म्हणजे रेझिस्टन्स वेल्डिंग (ERW) आणि सबमर्बर्ड आर्क वेल्डिंग (SAW). ERW स्टील पाईप्समधील वेल्ड्स मोठ्या प्रमाणात अदृश्य असतात, तर SAW वेल्ड्स सहसा SAW मुळे खडबडीत आणि अधिक दृश्यमान असतात.
पृष्ठभागाचे स्वरूप
पृष्ठभागावर वापरल्या जाणाऱ्या उत्पादन पद्धतीनुसार गुळगुळीत फिनिशिंग असावे;
जर जाडी सहनशीलतेच्या आत असेल, तर उत्पादन प्रक्रियेमुळे निर्माण होणारे अडथळे, खोबणी किंवा उथळ रेखांशाचे खोबणी परवानगी आहेत.
गॅल्वनाइज्ड
BS EN 10210 मधील उत्पादने हॉट डिप गॅल्वनायझिंग ट्रीटमेंटसाठी योग्य आहेत.
कोटिंग आवश्यकता निर्दिष्ट करण्यासाठी EN ISO 1461 वापरावे.
कमीत कमी ९८% जस्त असलेल्या वितळलेल्या द्रावणात बुडवून जस्त लेप लावले जातात.
पृष्ठभागावरील दोषांची दुरुस्ती
दुरुस्ती केलेली जाडी किमान स्वीकार्य जाडीपेक्षा कमी नसावी, तर उत्पादकाकडून पृष्ठभागावरील दोष ग्राइंडिंग करून दूर केले जाऊ शकतात.
जर वेल्डिंग प्रक्रियेद्वारे उत्पादित केले असेल तर, बुडलेल्या आर्क वेल्डिंगशिवाय वेल्ड्सची दुरुस्ती करण्यास परवानगी नाही.
पाईप बॉडी वेल्डिंग करून अलॉय स्टील पाईप दुरुस्त करता येतो. बॉडी वेल्डिंग करून अलॉय स्टील पाईप दुरुस्त करता येत नाही.
BS EN 10210 मार्किंग
स्टील पाईप मार्किंगमधील सामग्रीमध्ये हे समाविष्ट असावे:
हे स्टीलचे नाव आहे, उदा. EN 10210-S275JOH.
हे उत्पादकाचे नाव किंवा ट्रेडमार्क आहे.
एक ओळख कोड, उदा. ऑर्डर क्रमांक.
BS EN 10210 स्टील ट्यूब्सना ओळख आणि ट्रेसेबिलिटी सुलभ करण्यासाठी विविध पद्धतींनी चिन्हांकित केले जाऊ शकते, एकतर पेंटिंग, स्टॅम्पिंग, अॅडेसिव्ह लेबल्स किंवा अतिरिक्त लेबल्सद्वारे, जे वैयक्तिकरित्या किंवा एकत्रितपणे वापरले जाऊ शकतात.
अर्ज
त्याच्या उच्च ताकदीमुळे, चांगल्या कणखरपणामुळे आणि वेल्डेबिलिटीमुळे, BS EN 10210 विविध प्रकारच्या वातावरण आणि लोडिंग परिस्थितींना तोंड देण्यास सक्षम आहे आणि विविध संरचनात्मक अनुप्रयोगांमध्ये मोठ्या प्रमाणावर वापरले जाते.
इमारतींच्या रचना: उदा. उंच इमारतींसाठी सांगाडे, स्टेडियमसाठी छताच्या रचना आणि पुलांसाठी आधार घटक.
यांत्रिक अभियांत्रिकी: यंत्रसामग्री आणि जड उपकरणांसाठी फ्रेम्स आणि आधार.
स्थापत्य अभियांत्रिकी: जसे की बोगद्याचे आधार, पुलाचे स्तंभ आणि इतर भार वाहक संरचना.
वाहतूक पायाभूत सुविधा: रस्ते आणि रेल्वे पुलांसाठी घटकांसह.
ऊर्जा क्षेत्र: उदा. पवन टर्बाइन टॉवर्स आणि ऊर्जा सुविधांसाठी इतर संरचनात्मक घटक.
आम्ही चीनमधील उच्च-गुणवत्तेचे वेल्डेड कार्बन स्टील पाईप उत्पादक आणि पुरवठादार आहोत, आणि एक सीमलेस स्टील पाईप स्टॉकिस्ट देखील आहोत, जे तुम्हाला स्टील पाईप सोल्यूशन्सची विस्तृत श्रेणी ऑफर करतात!
टॅग्ज: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
पोस्ट वेळ: एप्रिल-२५-२०२४