



BS EN 10210 S275J0Hialah keratan keluli struktur berongga siap panas yang dihasilkan untukBS EN 10210dalam pelbagai bentuk keratan bulat, segi empat sama, segi empat tepat atau bujur.
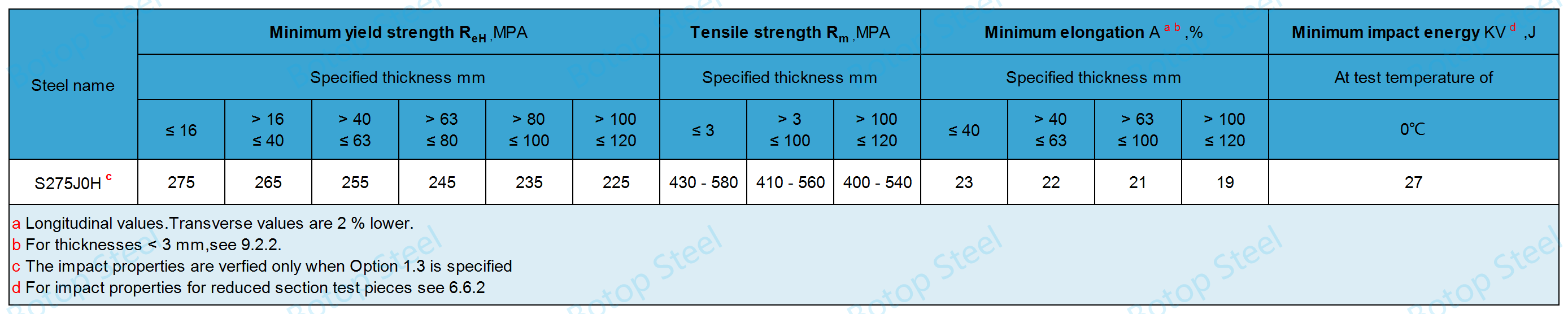
Bahan S275J0H dicirikan oleh kekuatan alah minimum 275 MPa pada ketebalan tidak lebih daripada 16 mm; tenaga hentaman minimumnya ialah minimum 27 J pada 0℃.
S275J0H tergolong dalam sejenis keluli karbon, nombor keluli1.0149, yang mempunyai sifat struktur dan pemprosesan yang baik, terutamanya digunakan dalam struktur bangunan, tetapi juga digunakan untuk komponen bukan galas beban, boleh mengekalkan kestabilan dan ketahanan struktur berdasarkan realisasi faedah kos rendah.
Nota: Semua keperluan dalam BS EN 10210 juga terpakai kepada EN 10210 dan oleh itu tidak diulangi di sini.
Penamaan gred dalam BS EN 10210 diberikan mengikut EN 10027-1 dan nombor keluli diberikan mengikut EN 10027-2.
| Nama keluli | Nombor keluli | Jenis Keluli | Nama keluli | Nombor keluli | Jenis Keluli |
| S235JRH | 1.0039 | keluli karbon | S275NH | 1.0493 | keluli karbon |
| S275J0H | 1.0149 | keluli karbon | S275NLH | 1.0497 | keluli karbon |
| S275J2H | 1.0138 | keluli karbon | S355NH | 1.0539 | keluli karbon |
| S355J0H | 1.0547 | keluli karbon | S355NLH | 1.0549 | keluli karbon |
| S355J2H | 1.0576 | keluli karbon | S420NH | 1.8750 | keluli aloi |
| S355K2H | 1.0512 | keluli karbon | S420NLH | 1.8751 | keluli aloi |
| S460NH | 1.8953 | keluli aloi | |||
| S460NLH | 1.8956 | keluli aloi |
Untuk maklumat lanjut tentang maksud khusus huruf dan nombor dalam gred,anda boleh klik di sini.
Ketebalan dinding ≤120mm.
Pekeliling: Diameter luar sehingga 2500 mm;
Segi empat sama: Dimensi luar sehingga 800 mm x 800 mm;
Segi empat tepat: Dimensi luar sehingga 750 mm x 500 mm;
Elips: Dimensi luar sehingga 500 mm x 250 mm.
Kami pakar dalam menyediakan pelbagai spesifikasi Paip Keluli Struktur Berongga Bulat, jika anda mempunyai sebarang keperluan, sila hubungi kami, berharap dapat bekerjasama dengan anda!

Paip keluli yang dikimpal LSAW terutamanya dihasilkan dengan membentuk plat keluli menjadi tiub menggunakan proses pengacuan JCOE, diikuti dengan kimpalan menggunakan arka tenggelam dua sisi (DSAW) teknologi kimpalan, dan dimuktamadkan melalui beberapa pemeriksaan dan rawatan.
Bagaimanakah anda memilih proses pengeluaran yang betul? Apakah perbezaan dan kelebihan paip keluli lancar, LSAW, kimpalan arka tenggelam dan kimpalan arka tenggelam? Dan apakah julat saiz setiap proses? Anda boleh mengklik pautan berikut untuk melihatnya.
Kualiti JR,J0, J2 dan K2 -siap panas;
Kualiti N dan NL - dinormalisasi. Dinormalisasi termasuk gulungan dinormalisasi.
| Sgred teel | Jenis penyahoksidaana | % mengikut jisim, maksimum | |||||||
| C (Karbon) | Si (Silikon) | Mn (Mangan) | P (Fosforus) | S (Sulfur) | Nb,c (Nitrogen) | ||||
| Nama keluli | Nombor keluli | Ketebalan yang ditentukan (mm) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | 1.0149 | FN | 0.20 | 0.22 | — | 1.5 | 0.035 | 0.035 | 0.009 |
aFN = Keluli rim tidak dibenarkan;
bAdalah dibenarkan untuk melebihi nilai yang ditentukan dengan syarat bagi setiap peningkatan 0.001% N, kandungan P maksimum juga dikurangkan sebanyak 0.005%. Walau bagaimanapun, kandungan N bagi analisis tuangan tidak boleh melebihi 0.012%;
cNilai maksimum untuk nitrogen tidak terpakai jika komposisi kimia menunjukkan jumlah kandungan Al minimum sebanyak 0.020% dengan nisbah Al/N minimum sebanyak 2:1, atau jika terdapat unsur pengikat N lain yang mencukupi. Unsur pengikat N hendaklah direkodkan dalam Dokumen Pemeriksaan.
Sifat mekanikal BS EN 10210 termasuk kekuatan alah, kekuatan tegangan, pemanjangan dan sifat hentaman.
Bahagian berongga hendaklah mempunyai permukaan licin yang sepadan dengan kaedah pembuatan yang digunakan; bonggol, rongga atau alur membujur cetek yang terhasil daripada proses pembuatan dibenarkan, dengan syarat ketebalannya berada dalam toleransi.
EN 10210 Permukaan paip keluli sesuai untuk pegalvani celup panas.
EN 10210 tidak memerlukan ujian tekanan hidrostatik paip keluli.
Ini kerana produk piawai EN 10210 digunakan terutamanya untuk tujuan struktur dan bukan untuk sistem perpaipan yang perlu dikenakan tekanan.
Jika ujian tekanan hidrostatik diperlukan, rujukan boleh dibuat kepada piawaian EN 10216 (tiub keluli tanpa sambungan) atau EN 10217 (tiub keluli dikimpal).
Tiada keperluan mandatori dalam piawaian untuk menjalankan NDT pada paip keluli keratan berongga.
Jika NDT dilakukan pada paip keluli yang dikimpal, keperluan berikut boleh dirujuk.
Bahagian Kimpalan Elektrik
Untuk tiub keluli bahagian berongga bulat ialah ERW.
Anda boleh memilih salah satu daripada kaedah eksperimen berikut untuk pengujian.
a) EN 10246-3 kepada tahap penerimaan E4, kecuali teknik tiub berputar/gegelung lempeng tidak dibenarkan;
b) EN 10246-5 hingga tahap penerimaan F5;
c) EN 10246-8 kepada tahap penerimaan U5.
Bahagian Kimpalan Arka Terendam
Untuk tiub keluli keratan bulat berongga ialah LSAW dan SSAW.
Keliman kimpalan bagi bahagian berongga kimpalan arka tenggelam hendaklah diuji sama ada mengikut EN 10246-9 hingga tahap penerimaan U4 atau melalui radiografi mengikut EN 10246-10 dengan kelas kualiti imej R2.
Untuk maklumat yang lebih terperinci tentang keperluan yang berkaitan dengan toleransi dimensi,sila klik di sini untuk maklumat lanjut.
EN 10025 - S275J0;
JIS G3106 - SM400B;
CSA G40.21 - 300W;
Apabila memilih setara EN 10210 S275J0H, perbandingan terperinci komposisi kimia dan sifat mekanikal perlu dibuat bagi memastikan bahan yang dipilih memenuhi keperluan khusus projek.
Sejak penubuhannya pada tahun 2014,Keluli Botoptelah menjadi pembekal utama paip keluli karbon di Utara China, terkenal dengan perkhidmatan yang cemerlang, produk berkualiti tinggi dan penyelesaian yang komprehensif.
Syarikat ini menawarkan pelbagai jenis paip keluli karbon dan produk berkaitan, termasuk paip keluli seamless, ERW, LSAW dan SSAW, serta rangkaian lengkap kelengkapan paip dan bebibir. Produk khususnya juga termasuk aloi gred tinggi dan keluli tahan karat austenit, yang disesuaikan untuk memenuhi permintaan pelbagai projek saluran paip.















